Структура технологических операций. Дифференциация и концентрация операций. Последовательная и параллельная концентрация
Расчетно-аналитический метод
Технологичность конструкций изделий. Качественные и количественные характеристики. ТКИ, приемы повышения ТКИ
Схемы расположения припусков и операционных размеров при использовании метода последовательных ходов и метода обработки на настроенном оборудовании
Погрешность от неточности оборудования. Суммарная погрешность обработки
Технологическое обеспечение качества изделий машиностроения
Статистическая оценка точности обработки с помощью точечных диаграмм
Технология изготовления корпусных деталей
Сборка неподвижных неразъемных соединений
Навигация
Погрешность от неточности оборудования. Суммарная погрешность обработки
Технология машиностроения
88085
знаков
1
таблица
16
изображений
20. Погрешность от неточности оборудования. Суммарная погрешность обработки
Геометрические неточности станка вызывают отклонения размеров, формы и расположения обрабатываемых поверхностей. Эти погрешности полностью или частично переносятся на обрабатываемые заготовки в виде постоянных систематических погрешностей геометрических неточностей станка Δст. Например, в случае непараллельности «а» оси вращения заготовки траектории продольного перемещения суппорта с резцом (рис. 2.5, а) в горизонтальной плоскости возникает погрешность диаметра обтачиваемого цилиндра
Δd = d + 2а.
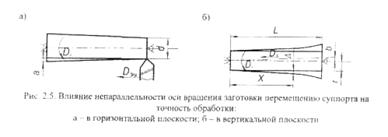
Обработанная поверхность получает погрешность формы в продольном сечении в виде конусности.
При непараллельности оси вращения относительно направляющих в вертикальной плоскости обрабатываемая поверхность приобретает форму гиперболоида вращения, приращение радиуса Δr которого составляет
Δr=![]()
|
|
Передний центр «бьет», т. е. расположен эксцентрично относительно оси вращения шпинделя, ось заднего центра совпадает с осью вращения; ось обточенной поверхности не совпадает при этом с линией центров заготовки.
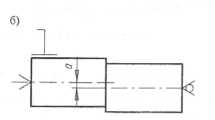
Рис. 2.6. Влияние биения переднего центра на точность обработки
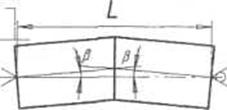
Если заготовка обтачивается за две установки (с перевертыванием ее и перестановкой поводкового хомутика), то деталь получается двухосная. Так как угловое положение хомутика ничем не лимитировано, то в общем случае эти оси перекрещиваются, а в частном случае могут пересекаться под углом а = 180 - 2β, где угол β определяется из равенства sinβ=а/L.
Здесь а — смещение центра передней бабки; L - расстояние между центрами.
Износ рабочих поверхностей станков увеличивает первоначальную величину Δст вследствие изменения взаимного расположения отдельных узлов станков. Одной из важных причин является износ направляющих поверхностей.
Таким образом, суммарную погрешность Δст можно считать систематически изменяющейся величиной. Уменьшить ее влияние можно за счет повышения точности оборудования, изменения конструкции направляющих.
Суммарная погрешность механической обработки является следствием действия первичных элементарных погрешностей, рассмотренных ранее. Определение суммарных погрешностей отдельных операций технологического процесса механической обработки необходимо для правильного назначения технологических допусков при проектировании технологических процессов и анализа точности окончательных операций.
Суммарную погрешность ΔΣ или поле рассеяния выполняемого размера, можно выразить в общем виде функциональной зависимостью
ΔΣ=f(Δεу, ΔН, ΔСТ, ΔУ, ΔТ, ΔИ)
Если Δεу, ΔН, ΔСТ, ΔУ, ΔТ, ΔИ→min и независимы, то погрешности можно Σ по методу максимума-минимума.
ΔΣ=Δεу+ΔН+ΔСТ+ΔУ+ΔТ+ΔИ
- не учитывает реальных комбинаций и взаимосвязей элементарных погрешностей,
- дает завышенные значения погрешности.
- увеличение припусков.
При вероятностном методе суммирования первичные погрешности рассматриваются как случайные величины с определенными законами вероятностного распределения.
где ki – коэф относительного рассеяния первичных погрешностей.
Суммарная погрешность механической обработки будет равна
![]()
Часто при расчетах суммарной погрешности вместо коэффициентов kiиспользуют величины λi – относительные средние квадратичные отклонения i- тых погрешностей.
В этом случае суммарная погрешность
![]()
Δεу, ΔН, ΔУ – распределение этих величин близко к нормальному ![]()
![]()
ΔСТ, ΔТ, ΔИ – распределение подчиняется закону равной вероятности ![]()
![]() .
.
21. Область применения станков с ЧПУ. Системы управления станками. Системы координат на станках с ЧПУ. Требования, предъявляемые к заготовкам, обрабатываемым на станках ЧПУ. Особенности проектирования
Область применения станков, технологические возможности. Станки с ЧПУ представляют собой автоматы или полуавтоматы, подвижные органы которых совершают рабочие и вспомогательные движения автоматически по заранее установленной управляющей программе (УП), записанной на программоносителе в цифровой форме. Основная область применения станков с ЧПУ — среднесерийное производство. Наибольший эффект применение станков с ЧПУ дает при обработке деталей со сложной конфигурацией при партии запуска более 15—20 штук.
Основные преимущества использования станков с ЧПУ:
1. повышение производительности труда за счет увеличения концентрации операций, сокращения временных затрат на переустановку, транспортировку заготовок;
2. обеспечение высокой точности обработки, т. к. процесс обработки автоматизирован и не зависит от квалификации станочника;
3. гибкость производства за счет быстрой переналадки оборудования;
4. уменьшение потребного количества оборудования;
5. снижение квалификации станочников;
6. возможность многостаночной работы.
К негативным явлениям, имеющим место при использовании станков с ЧПУ, можно отнести следующие:
1. высокая стоимость оборудования;
2. затраты на подготовку управляющих программ;
3. повышение затрат на эксплуатацию и ремонт оборудования;
4. высокая стоимость режущих инструментов.
Системы управления.
Современные станки с ЧПУ в зависимости от вида обработки могут иметь различные системы управления, реализующие движения рабочих органов.
Позиционные с цифровой индексацией (Ф1) обеспечивают перемещение рабочих органов в заданные точки без задания траектории перемещения. Перемещение происходит по двум или трем взаимноперпендикулярным направлениям последовательно. На световом табло такой системы непрерывно указываются численные значения координат подвижных органов станка. Часто система оборудуется пультом с панелью набора координат.
Позиционные системы без индикации (Ф2) или контурные прямоугольные представляют то же самое, что и вышеприведенные, однако не имеют устройств цифровой индексации и ввода данных.
Контурные системы (ФЗ) с линейными или круговыми интерполяторами обеспечивают движение рабочих органов станка одновременно по двум или трем координатам по заданной траектории.
Комбинированные системы (Ф4) сочетают в себе качества позиционных и контурных систем.
Кроме того, в обозначения моделей станков вводятся индексы, отражающие конструктивные особенности станка, связанные со сменой инструментов: Р - смена инструмента поворотом револьверной головки; М — автоматическая смена инструмента из магазина.
По числу управляемых движений (координат) системы ЧПУ могут быть двух-, трех-, четырех-, пяти- и многокоординатными. Количество управляемых координат является важной технологической характеристикой станка. Так, для токарных и шлифовальных достаточно двух; для сверлильных и расточных — трех, фрезерных - пяти управляемых координат.
Системы координат
Для программирования перемещений применяются два способа отсчета перемещений: абсолютный и относительный (в приращениях).
При абсолютном способе отсчета положение начала координат остается постоянным для всей траектории перемещений инструмента. На программоносителе записываются абсолютные значения координат опорных точек траектории. Для удобства программирования и настройки положение начала координат может быть выбрано в любом месте в пределах рабочих ходов подвижных органов («плавающий нуль»). При таком способе отсчета целесообразно применять координатный способ простановки размеров у обрабатываемых деталей, тогда операционные размеры совпадут с заданными чертежом.
В относительном способе отсчета координат за нулевое каждый раз принимается положение рабочего органа, которое он занимал перед началом очередного перемещения к новой опорной точке. В программу вводятся приращения координат при переходе от предыдущей к последующей опорной точке. Лучшим вариантом простановки размеров и детали в этом случае является цепочный. При этом накапливаются погрешности перемещений.
Точность обработки в значительной мере определяется тем, с какой точностью обеспечивается выход рабочих органов на заданные координаты — точностью позиционирования.
Режимы обработки могут изменяться при выполнении переходов или внутри отдельных переходов, что позволяет оптимизировать процесс обработки сложных поверхностей.
Разработка технологических операций
При проектировании технологической операции на станке ЧПУ особое внимание уделяют технологическим переходам. Для них разрабатывают траектории относительных рабочих и вспомогательных перемещений инструмента и заготовки, после чего приступают к программированию.
Основной системой координат, в которой осуществляются перемещения рабочих органов станка, является система координат станка (СКС). Расположение и обозначения осей координат, отвечающие направлениям независимых управляемых движений принимается в соответствии со стандартом ISO - R841. В основу положена ортогональная правая система координат с осями X, Y, Z. За положительные направления принимают такие, при которых инструмент и заготовка удаляются друг от друга. При этом ось Z совмещена с осью вращения инструмента или заготовки, а ось X всегда горизонтальна (рис. 5.2).
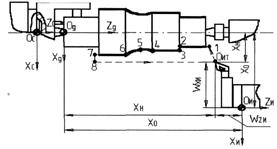
Рис. 5.2. Взаимосвязь систем координат токарного станка с ЧПУ
Положение нулевой точки станка («нуль станка») стандартами не установлено. Обычно нулевая точка совмещается с базовой точкой узла, несущего заготовку, зафиксированного в таком положении, чтобы все перемещения рабочих органов станка в СКС описывались положительными координатами. Базовыми точками служат: для шпинделя - точка пересечения торца шпинделя с осью вращения; для крестового стола — точка пересечения его диагоналей; для поворотного' стола - точка пересечения плоскости с осью вращения стола и т.д.
Система координат детали (СКД) служит для задания координат опорных точек траектории относительного движения инструмента. Опорными точками называют точки начала, конца, пересечения или касания геометрических элементов, из которых образованы линии контура детали и траектории движения инструментов. СКД выбирает технолог по следующим рекомендациям:
— начало СКД - «нуль детали» следует располагать так, чтобы большинство опорных точек имели положительные координаты;
—координатные плоскости должны быть совмещены или параллельны технологическим базам заготовки;
—направление осей должно быть таким же, как и в СКС;
—координатные оси СКД необходимо совмещать с осями симметрии заготовки или с возможно большим числом размерных линий.
Система координат инструмента (СКИ) предназначена для задания положения режущего лезвия инструмента относительно устройства, в которое он установлен. Оси СКИ параллельны и направлены в туже сторону, что и оси СКС. Начало СКИ («нуль инструмента») выбирают с учетом особенности установки и настройки инструмента на станке: в базовой точке инструментального блока, суппорта, шпинделя.
Вершина инструмента, точка на оси инструмента, являющиеся настроечными точками, используются в качестве расчетных при вычислении траектории инструмента.
Положение исходной точки траектории выбирается с учетом удобства установки заготовки и смены инструмента.
Положение нуля детали может быть перенесено в любую точку («плавающий нуль»), в том числе и за пределы контура детали, если это облегчит процесс программирования или повысит точность получения размеров.
Координаты вершины инструмента Wz и Wx при наладке могут не выдерживаться, если возможно «обнуление», т.е. фиксация вершины инструмента в СКС с помощью специальных датчиков фиксации.
При определении состава токарной операции по числу и последовательности переходов контур детали делят на зоны. Можно выделить два вида зон: выборки массивов материала и контурные. Для удаления напусков из зон массивов следует применять типовые схемы траекторий обработки и постоянные типовые циклы, имеющиеся в программном обеспечении станков с ЧПУ.
На станках с ЧПУ выгодно обрабатывать детали сложной конфигурации, которая требует большого количества технологических переходов и переходов с контурной обработкой. К основным требованиям технологичности конструкции заготовки относ:
- стандартизация и унификация элементов конструкции;
- упрощение геометрических форм;
- максимальная инструментальная доступность;
Похожие работы





... и допусков проставляют на операционных эскизах обработки. При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.] П р и м е р 9. Расстояние между торцом ...





... , предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ. По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса. Точение черновое . - ...
... форму записи, применяя наименование группы операций в соответствии с обязательным приложением А Допускается вносить код операции по классификатору технологических операций в машиностроении и приборостроении и не указывать наименование соответствующей операции. ПРИЛОЖЕНИЕ "В" ТЕРМИНОЛОГИЯ ВСПОМОГАТЕЛЬНЫХ И ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ ОБРАБОТКИ РЕЗАНИЕМ Наименование операции Содержание ...

... 14 А 15 XX XX XX 045 4120 Вертикально-сверлильная ИОТ №904-99 Б 16 04 1211 2Р135Ф2 2 17335 3 1Р 1 1 1 54 1 11 4.00 17 А 18 XX XX XX 050 0200 Контрольная ИОТ №902-99 mxl printed ГОСТ 3.1118-82 Форма 1б Дубл. Взам. Подл. ...
0 комментариев