Структура технологических операций. Дифференциация и концентрация операций. Последовательная и параллельная концентрация
Расчетно-аналитический метод
Технологичность конструкций изделий. Качественные и количественные характеристики. ТКИ, приемы повышения ТКИ
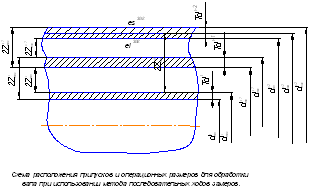
Схемы расположения припусков и операционных размеров при использовании метода последовательных ходов и метода обработки на настроенном оборудовании
Погрешность от неточности оборудования. Суммарная погрешность обработки
Технологическое обеспечение качества изделий машиностроения
Статистическая оценка точности обработки с помощью точечных диаграмм
Технология изготовления корпусных деталей
Сборка неподвижных неразъемных соединений
Навигация
Схемы расположения припусков и операционных размеров при использовании метода последовательных ходов и метода обработки на настроенном оборудовании
Технология машиностроения
88085
знаков
1
таблица
16
изображений
9. Схемы расположения припусков и операционных размеров при использовании метода последовательных ходов и метода обработки на настроенном оборудовании
В условиях крупносерийного и массового производства используется метод обработки на настроенном оборудовании. Настройка производится на минимальный диаметр для валов или на максимальный диаметр для отверстий.
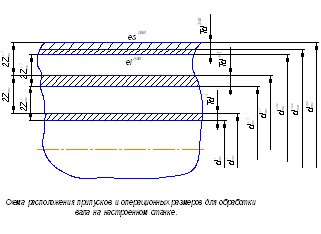
При обработке в единичном и мелкосерийном производстве методом пробных ходов стремятся получить наибольшие предельные размеры, что обеспечивает отсутствие неисправимого брака, а также дает максимальный запас поля допуска детали на ее износ при эксплуатации.
10. Технологическая операция, установка, позиция, переход, ход. Вспомогательный переход, ход
Технологическая операция - это законченная часть технологического процесса, выполняемая на одном рабочем месте.
Технологическая операция является основной единицей производственного планирования и учета. На основе операций определяется трудоемкость изготовления изделий и устанавливаются нормы времени и расценок, определяется потребное количество рабочих, средств технологического оснащения.
Установ - часть технологической операции, выполняемая при неизменном закреплении заготовок или собираемых сборочных единиц. Обозначение установа А, Б, В, Г и т.д.
Позиция - фиксированное положение приспособления с неизменно закрепленной в нем заготовкой относительно рабочих органов оборудования для выполнения части технологической операции.
Технологический переход - законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых при обработке или соединяемых при сборке. Сопровождается изменением состояния объекта производства.
Рабочий ход - законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно объекта производства, сопровождаемая изменением состояния объекта.
Вспомогательный переход - законченная часть технологической операции, состоящая из действий работника и оборудования. Не сопровождается изменением состояния объекта производства, но необходима для выполнения технологического перехода.
Вспомогательный ход- законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно объекта производства, и несопровождаемая изменением его состояния.
11. Алгоритм проектирования ТП изготовления деталей машин1) анализ исходных данных; 2) поиск аналогов техпроцесса; 3) выбор исходной заготовки; 4) выбор технологических баз; 5) составление технологического маршрута обработки; 6) разработка технологических операций; 7) нормирование технологического процесса; 8) определение требований техники безопасности; 9) выбор оптимального варианта; 10) оформление техпроцесса.
12. Определение режимов резания при обработке (одно- и многоинструментальной)
Одноинструментная обработка.
1) Определяем глубину резания t по результатам расчета операционных припусков. При однопроходной обработке берем среднее значение припуска. Если два прохода, то за первый проход снимают 70% припуска, за второй – 30%.
2) Назначаем подачу s. Для обработки точением, сверлением, шлифованием определяют подачу на оборот заготовки So или инструмента, для фрезерования – подачу на зуб инструмента Sz. Sz= So/z, где z – число зубьев фрезы. При черновой обработке выбирают максимально допустимую подачу; при чистовой – в зависимости от требуемой точности и шероховатости обработки с учетом геометрических параметров режущей части инструмента. Определенную по нормативам или с помощью других методов (линейное программирование, симплекс-метод и т.д.) величину подачи необходимо согласовать с паспортными данными станка.
3) Определяем величину скорости резания v:
![]() ,
,
где значения коэффициентов определяем по справочникам.
4) Рассчитываем частоту n вращения заготовки или инструмента:
![]()
![]() ,
,
где v – скорость резания, м/мин; D – диаметр заготовки (инструмента) в мм.
5) Рассчитываем координатные составляющие усилия резания по формулам вида:
![]() ,
,
значения кроме t и S выбираем из справочных таблиц.
6) Проводим проверку режима резания по силовым и мощностным характеристикам станка. Для этого сравниваем полученное значение координатной составляющей Рx усилия резания, действующей в направлении подачи, с допустимым усилием воздействия на механизм подачи Рxдоп.
Мощность резания:
Ne=![]() , кВт или по иным зависимостям с проверкой
, кВт или по иным зависимостям с проверкой
Ne≤ Nдвη,
где Nдв – мощность двигателя привода главного движения станка, η – КПД привода.
В случае, если приведенные соотношения не выдерживаются, необходимо скорректировать выбранные значения подачи и скорости резания или произвести замену технологического оборудования.
Многоинструментная обработка.
В случае параллельной обработки глубину резания и подачу для каждого из инструментов выбирают из условия их независимой работы, т.е. по методике одноинструментной обработки. Затем определяют подачу блока инструментов – наименьшую технологически допустимую подачу из выбранных значений. Скорость резания определяется по предположительно лимитирующему инструменту. Ими могут быть инструменты, обрабатывающие участки наибольшего диаметра и наибольшей длины. Для нескольких предположительно лимитирующих инструментов находят коэффициенты времени резания:
λ=Lр/Lрх,
где Lр – длина резания отдельного инструмента, Lрх – длина рабочего хода всего инструментального блока.
Т=Тм/ λ,
где Тм – нормированная стойкость инструмента.
По найденным значениям стойкости Т находят скорости резания для каждого из предположительно лимитирующих инструментов. Фактически лимитирующим будет инструмент с наименьшей определенной скоростью резания. Это значение принимается для работы всего блока инструментов. Далее определяется частота вращения n и проводится ее корректировка по паспорту станка. Далее рассчитываем суммарные усилия резания и мощность.
13. Технически обоснованная норма времени на выполнение операцииТехнологический процесс изготовления изделия должен выполняться с наиболее полным использованием технических возможностей средств производства при наименьших затратах времени и наименьшей себестоимости изделий. Для того чтобы оценить затраты времени необходимо вести нормирование техпроцесса, т.е. иметь данные по нормам времени. Такими нормами могут быть только технически обоснованные нормы времени – установленные для определенных организационно-технических условий на выполнение части технологического процесса, исходя из полного и рационального использования технических возможностей средств технологического оснащения и с учетом передового производственного опыта.
Аналитически-расчетный метод менее трудоемок по сравнению с аналитически-исследовательским, но менее точен, так как используются нормативы для типовых организационно-технических условий, которые не идентичны конкретным рассматриваемым.
При суммарном методе нормирования труда норма времени определяется на всю операцию без расчленения ее на элементы (как это было при аналитическом методе). Опытный метод основан на использовании опыта нормировщика или мастера. Статистический метод: статистические данные о выполнении норм на аналогичные работы в прошлом и расчет по укрупненным нормативам. Сравнительный метод: сравнение с выполнявшейся ранее аналогичной операцией.
На стадии проектирования следует применять расчетно-аналитический метод с последующей корректировкой норм времени при внедрении технологического процесса в производство.
Структура штучного времени. Технически обоснованную норму времени устанавливают на каждую операцию. В крупносерийном и массовом производствах рассчитывают норму штучного времени для производства одной детали:
Тшт=То+Тв+Тоб+Тпер,
где То – основное технологическое время (непосредственное воздействие инструмента на заготовку и изменение ее состояния), Тв – вспомогательное время, Тоб – время обслуживания, Тпер – время перерывов в работе.
То=![]() ,
,
где Lрх – длина рабочего хода, i – число рабочих ходов, Sмин- минутная подача инстр.
Тв: установка и снятие заготовки, управление механизмами технологического оборудования, вспомогательные перемещения инструмента (подвод и отвод), измерение размеров заготовки.
Сумма основного и вспомогательного времени составляет оперативное время
Топ=То+Тв
Тоб=Ттех+Торг,
где Ттех – время технического обслуживания (смена инструмента, подналадка оборудования, правка инструм., до 6% от Топ), Торг – вр.организованного обслуж. (подготовка рабочего места к началу работы, уборка стружки, чистка, смазка, 0,6…8% от То).
Тпер: регламентируемый отдых и естественные потребности, до 2,5% от Топ.
Штучно-калькуляционное время. Применяется в мелко- и среднесерийном производствах, когда обработка заготовки идет периодически повторяющимися партиями:
Тш.к=Тшт+![]() ,
,
где Тпз – подготовительно-заключительное время (ознакомление с чертежом, получение и сдача средств тех. оснащения, сдача выполненной работы, пробная обработка).
На основе норм времени производится расчет загрузки рабочих мест, планирование подготовки производства, принимаются решения по организации производства. В частности в поточном производстве необходимо выдержать условие синхронизации операций: Тшт=кτв
Если после расчета норм времени выявлено невыполнение этого условия, то необходимо провести корректировку технологического процесса: применить оборудование, обеспечивающее прогрессивные структуры технологических операций, изменить режимы обработки.
14. Методы и способы получения исходных заготовок деталей. Выбор оптимального варианта получения заготовок
Рациональный выбор исходной заготовки имеет большое значение для улучшения технико-экономических показателей процесса изготовления детали. При выборе З необходимо решить следующие задачи: 1) установить метод и способ получения З; 2) определить припуски на обработку каждой поверхности; 3) рассчитать размеры З; 4) разработать чертеж З.
На выбор метода изготовления исходной З оказывают влияние: физические и технологические свойства материала детали (штампуемость, литейные качества, свариваемость, способность к полимеризации), конфигурация и размеры детали.
МЕТОДЫ: 1) литье (в песчано-глинистые формы; по выплавляемым моделям; в оболочковые формы; в кокиль; под давлением; центробежное литье); 2) обработка давлением (свободная ковка на молотах и прессах; в подкладных штампах; на радиально-ковочных машинах; штамповка на молотах; на мех. прессах; на гидро прессах; с последующей чеканкой; 3) резка из сортового и профильного проката; 4) комбинированные; 5) получение металлокерамических заготовок; 6) формообразование З из неметаллических материалов.
СПОСОБ получения З определяется технологическими особенностями процесса изготовления З (режим, оборудование) и его выбор зависит от типа производства, экономичности изготовления З. Окончательное решение по выбору способа изготовления З принимают на основании экономического расчета. Критерием оптимальности должна быть минимальная величина стоимости изготовления детали:
Сд=Сз+Смо-Сотх,
Где Сз – стоимость исходной заготовки; Смо – стоимость последующей мех. обработки; Сотх – стоимость отходов при мех. обработке.
Упрощенное сравнение альтернативных вариантов на начальном этапе технологического проектирования, когда неизвестна технология изготовления детали, основывается на укрупненном расчете затрат по справочникам. Допуски размеров, массы и припуски на мех. обработку назначаются по соответствующим ГОСТам. Припуски на мех. обработку могут быть рассчитаны аналитическим способом (более точно).
15. Установка заготовок на станке, ее этапы. Понятие измерительной, технологической, настроечной баз. Правило 6 точек, теоретическая схема базирования. Классификация технологических базУстановка заготовки состоит из 3-х этапов: 1) базирование – ориентация заготовки в системе координат станочного приспособления или непосредственно на станке; 2) закрепление заг с целью сохранения положения, достигнутого при базировании; 3) установка приспособления (ориентация + фиксация) вместе с закрепленной в нем заготовкой относительно рабочих органов станка, несущих инструмент.
Измерительная база служит для определения положения элементов конструкций заготовок и деталей. ИБ могут быть поверхности, оси, точки от которых производится отсчет и контроль координирующих размеров и величин пространственных отклонений конструктивных элементов.
Технологические базы – поверхности, их сочетания, оси симметрии элементов, точки, принадлежащие заготовке и служащие для ее базирования при выполнении технологической операции.
Настроечная база служит для определения положения режущего инструмента ( для настроенного оборудования).
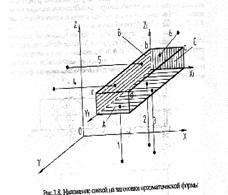
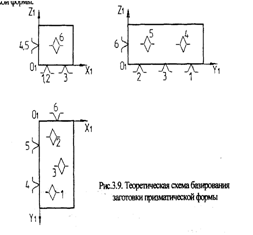
Правило шести точек. Для полного базирования заготовки, рассматриваемой как твердое тело, в приспособлении или непосредственно на столе станка необходимо и достаточно шести опорных точек, расположенных определенным образом на технологических базах заготовки.
Теоретическая схема базирования - схема расположения опорных точек на базовых поверхностях детали при совмещении заготовки с координатными плоскостями приспособления.
Классификация технологических баз
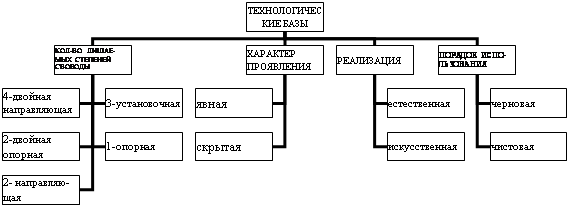
16. Правило единства баз. Погрешность базирования, характер ее проявления
Правило единства баз. При назначении технологических баз заготовки следует принимать в качестве технологических баз элементы детали, являющиеся измерительными базами.
В противном случае возникает εб - погрешность базирования по заданному размеру (это правило - для настроенного оборудования). εб численно равна погрешности размера, связывающего измерительную и технологическую базы при их несовпадении.
Рассмотрим операцию обработки паза на горизонтально-фрезерном станке. Цель операции – обработка паза с обеспечением точности размеров паза и точности размеров, определяющих его положение на заготовке. В частности, положение дна паза может быть задано как от пов-ти 1 размером Б, так и от пов-ти 2 размером С. Настройку положения фрезы целесообразно вести от настроечной базы приспособления, совпадающей с плоскостью, в которой расположены опорные точки 1, 2, 3, реализуемые опорными элементами приспособления. Настроечным является размер Сн.
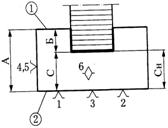
Вариант 1. Положение дна паза определяется размером Б. Измерительная база 1 не совпадает с технологической базой 2. Размер Б =А-С, а его погрешность
ωБ= ωА+ ωСн
Вариант 2. Положение дна паза задано размером С. Измерительная база 1 совпадает с технологической базой 1. Размер С формируется копированием размера Сн. В этом случае:
ωС= ωСн.
В варианте 1 погрешность ωБ размера Б увеличивается на величину погрешности ωА, связывающего базы. Возникает погрешность базирования εб = ωА
Для того чтобы заготовка сохраняла определенность базирования, необходимо силовое замыкание между базами заготовки и элементами станочного приспособления, т.е. закрепление заготовки. Однако при этом возникает некоторое смещение баз заготовки относительно положения, достигнутого при базировании, т.е. погрешность закрепления εз ; она определяется как колебание положения измерительной базы относительно настроенного на размер инструмента, возникающее вследствие смещения техн. баз заготовок при их закреплении.
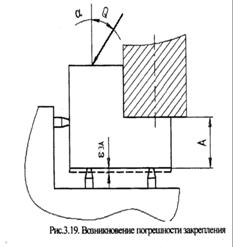
Смещение происходит в рез-те деформаций З, установочных элементов и корпуса приспособления. Наибольшую величину составляют контактные упругопластические деформации «у» в стыке «база З – установочный элемент приспособления»:
εз=у=С.Qn.cosα,
где С – коэф, характ. вид контакта, состояние материала и микрогеометрию (шерохов., волнистость) базовых пов-тей З и приспособления. Q – усилие, приходящееся на один опорный элемент; n – показатель степени, зависящий от характера деформаций.
εз носит случайный характер из-за колебаний усилия закрепления, твердости, шероховатости, волнистости базовых пов-тей З, состояния базовых пов-тей установочных элм приспособлений в процессе обработки партии З.
При установке приспособления с заготовкой относительно инструмента необходимо учитывать погрешность приспособления:
εпр=f(εизг; εизн; εус),
где εус – погр. установки присп. на станке. При использовании одного ПР погрешность установки и изготовления – постоянные систематические величины, а погр. износа – сист. переменная величина. Эти погрешности устраняются настройкой станка. Если много ПР, то погр. приспособления – случайная величина:
εпр=![]() ;
;
Δεу=![]() .
.
Погрешность установки – случайная величина.
17. Основные принципы формирования технологического маршрута изготовления деталей. Определение оптимальных маршрутов обработки отдельных поверхностей деталей
1) В начале маршрута выполняется подготовка чистовых технологических баз (ТБ).
2) Маршрут делится на две части: до и после упрочняющей термообработки
3) Черновая обработка разделяется с чистовой обработкой в пространстве (разные станки) и во времени. Причина: повышенный износ оборудования и снижение внутренних напряжений между черновой и чистовой операцией.
4) В особых случаях (нежесткие детали) между черновыми и чистовыми операциями следует вводить отжиг и нормализацию для снижения уровня внутренних напряжений, появившихся после черновой операции.
5) Чем точнее поверхность или легкоповреждаемая поверхность (резьба, зуб), тем позднее они должны быть обработаны окончательно. После операции абразивной обработки в тех. маршрут необходимо заложить операцию «мойка».
6) После операции, где возможно появление заусенцев необходимо ввести операцию «зачистка заусенцев».
В маршруте должны быть предусмотрены контрольные операции: промежуточная контрольная операция вводится после тех операций, где возможно появление брака.
На каждом из этапов присутствует несколько технологических операций. Содержание операций зависит от типа производства и использования принципа формирования маршрута: концентрации и дифференциации.
Выбор маршрутов обработки отдельных поверхностей. Задачей этапа является выбор последовательности методов обработки и числа технологических переходов, необходимых для экономичного превращения поверхностей заготовки в поверхности готовой детали. Исходными данными являются: материал детали и его состояние, требование точности, предъявляемые к поверхности, способ получения и точностные характеристики заготовки. Порядок выбора следующий: 1) для каждой из пов-тей необходимо определить метод (точение, фрезерование и т.д.) и вид (черновая, чистовая и т.д.) окончательной обработки. Это обусловит назначение окончательного технологического перехода, который обеспечит характеристики пов-ти, заданные конструктором; 2) назначить промежуточные методы и виды (технологические переходы) обработки каждой поверхности. Выбор промежуточных и окончательного способов обработки целесообразно осуществлять на основе таблиц статистических данных среднеэкономических показателей точности для различных способов обработки. Для получения требуемых показателей точности поверхности детали могут быть определены несколько вариантов тех. маршрута. Окончательное решение принимается с учетом следующих факторов:
1. конфигурации детали, которой принадлежит поверхность (тело вращения, корпусная, рычаг и др.)
2. габаритов детали, ее жесткости:
3. наличия технологического оборудования (для действующего производства);
4. необходимости обработки с одного установа технологических комплексов поверхностей – поверхностей, связанных друг с другом требованиями пространственного расположения ( как правило, основные и вспомогательные конструкторские базы);
5. экономических показателей вариантов – трудоемкости, себестоимости;
6. типа производства.
При назначении промежуточных способов обработки исходят из того, что каждый последующий способ должен повышать точность в среднем на один квалитет (степень). На черновых техн. переходах возможно повышение точности на 2-3 квалитета (степени).
18. Рациональная настройка на размер при выполнении обработки детали. Методы размерной настройки. Порядок настройки по эталону, по контрольным калибрам, по пробным деталям, взаимозаменяемые настройкиРазмерная настройка заключается в согласованной установке РИ, рабочих органов станка, станочного приспособления с установленной в нем заготовкой в положение, которое с учетом явлений, происходящих при обработке, обеспечивает получение заданного размера или иного геометрического параметра в установленных пределах. Рациональная настройка должна обеспечивать требуемую точность обработки так, чтобы изменения и рассеяния размеров при обработке укладывались в технологический допуск.
Методы Р/настройки. В настоящее время применяются: статическая настройка; настройка по пробным заготовкам с помощью рабочего калибра и настройка с помощью универсального мерительного инструмента по пробным заготовкам.
Порядок настройки по эталону (статический метод настройки): 1)необходимое положение инструмента достигается доведением его режущих кромок до соприкосновения с соответствующими поверхностями эталона, установленного в приспособлении на месте заготовки.2) контроль положения инструмента относительно эталона производят с помощью металлических щупов, индикаторов.3) конечное положение суппорта с установленным инструментом фиксируется с помощью упора. 4) после закрепления инструмента суппорт отводят в исходное положение, эталон снимают и на его место устанавливают обрабатываемую заготовку. Многоинструментная технологическая наладка в крупносерийном и массовом производстве.
Порядок настройки по контрольным калибрам (динамический метод настройки): 1) методом пробных ходов и замеров максимально приблизить размер детали к калибру, 2)контрольная обработка 1-2 заготовок, 3) если размер находится в пределах поля допуска, то настройка считается верной. Массовое и крупносерийное производство.
Порядок настройки по пробным деталям (динамический метод настройки): 1) методом пробных ходов и замеров максимально приближают положение инструмента к настроечному, 2) обрабатывают партию заготовок с последующим измерением размеров деталей, 3) определяют фактический уровень настройки (среднее арифметическое), 4) определяют погрешность настройки как смещение центра группирования мгновенного поля рассеяния относительно размера настройки. 5) сравнивают величину погрешности настройки с заданным допуском. Допуск настройки – погрешность измерения и погрешность регулирования. 6) если погрешность находится в пределах допуска настройки, то настройка считается верной.
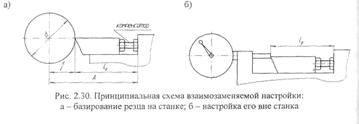
Взаимозаменяемые настройки.
При взаимозаменяемых настройках изношенные или вышедшие из строя по причине поломки режущие инструменты заменяют такими же без дополнительной поднастройки. Этот прием обеспечивает сокращение вспомогательного времени на замену инструмента и подналадку оборудования.
Постоянство настроечного размера достигается при неизменном координатном размере А с постоянными размерами инструмента LР.
Базовый размер LР после переточки в таком инструменте восстанавливается регулированием по концевым мерам или в специальном индикаторном приспособлении. Настройка инструмента на заданный размер осуществляется заблаговременно до установки его на станок, и поэтому она не снижает существенно производительности процесса обработки деталей.
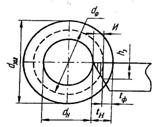
Износ РИ происходит в результате высокого давления, температуры в зоне резания и скорости относительного перемещения контактных поверхностей инструмента и заготовки. Независимо от типа и назначения все инструменты изнашиваются по задней поверхности.
Площадка износа по задней поверхности, определяемая ее шириной h3 обусловливает появление размерного износа И в направлении, нормальном к обрабатываемой поверхности. Следствием этого является изменение настроечной глубины tН и появление погрешности обработки ∆И из-за износа режущего инструмента. В рассматриваемом случае она составляет на диаметр величину ∆И = 2И.

Характерная кривая износа инструмента по задней поверхности в условиях работы, исключающих хрупкое разрушение инструмента, показывает, что в период начального износа (участок / ) происходит наиболее интенсивный износ. В это время происходит приработка режущего лезвия. Начальный износ ИН и продолжительность работы LН зависят от материалов инструмента и заготовки, режима резания и качества заточки инструмента. На участке // нормального износа, величина износа И// пропорционально пути резания L//. Интенсивность износа на этом участке принято оценивать относительным износом ИО:
ИО= ![]() =tgα.
=tgα.
Величина относительного износа зависит от условий выполнения процесса резания. В справочной литературе приведены данные по ИО (мкм/км) для различных видов и условий обработки. Установлено, что существует оптимальное значение скорости резания, при которой величина ИО минимальна. Увеличение подачи приводит к существенному росту ИО, увеличение глубины незначительно увеличивает ИО. При повышении жесткости станка износ РИ заметно снижается. Участок /// катастрофического износа инструмента сопровождается выкрашиванием режущего лезвия и поломками инструмента вследствие ослабления режущего клина и роста усилий и температуры резания, действующих на инструмент. Величина
∆ИН =![]() ,
,
где L – длина пути резания в прогнозируемый момент. Для точения
L=![]() ,
,
где d и l - диаметр и длина обрабатываемой заготовки. So– подача на оборот. Погрешность износа ∆И является систематической закономерно изменяющейся в период стойкости РИ. Уменьшить величину погрешности износа можно путем повышения износостойкости инструментов: 1) оптимизацией геометрии РИ. 2) Применением спец. методов повышения износостойкости РИ (покрытия, ионная имплантация, лазерное и электроискровое легирование и т.д.). 3) Воздействием на зону резания с целью снижения ее физико-механических характеристик и, следовательно, уменьшением силовых и тепловых нагрузок на РИ.
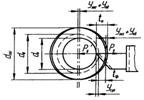
Упругие деформации элементов замкнутой технологической системы СПИД возникают под действием усилия резания. В первую очередь будут иметь влияние деформации под действием радиальной составляющей РУ усилия резания (это при обтачивании диаметра). Ожидаемый (настроечный) диаметр детали: dН= dЗАГ-2tН, где tН – настроечная глубина резания. В процессе резания возникает радиальное усилие РУ, под действием которого и его реакции в радиальном направлении упруго деформируются элементы технологической системы на величины: УСУП – деформация суппорта; УЗАГ – деформация заготовки; УПБ – деформация шпиндельного узла (передней бабки). Эти деформации ведут к изменению глубины по сравнению с настроечной на величину
∆t= УСУП + УПБ + УЗАГ.
Фактическое значение диаметра детали dФ составит:
dФ = dЗАГ-2(tН – ∆ tН)= dЗАГ-2 tН +2∆ tН.
Возникает погрешность упругих деформаций элементов технологической системы ∆У, численно равная:
∆У = 2∆ tН =2(УПБ +УЗАГ+УСУП). ∆У – случайная величина.
Похожие работы





... и допусков проставляют на операционных эскизах обработки. При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.] П р и м е р 9. Расстояние между торцом ...





... , предъявляемых к рабочим определенного тарифного разряда в зависимости от сложности и точности работ, условий труда и требующихся для выполнения этих работ знаний и практических навыков. В машиностроении принята шестиразрядная система тарификации работ. По приведенным выше формулам рассчитываем технические нормы времени на все операции технологического процесса. Точение черновое . - ...
... форму записи, применяя наименование группы операций в соответствии с обязательным приложением А Допускается вносить код операции по классификатору технологических операций в машиностроении и приборостроении и не указывать наименование соответствующей операции. ПРИЛОЖЕНИЕ "В" ТЕРМИНОЛОГИЯ ВСПОМОГАТЕЛЬНЫХ И ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ ОБРАБОТКИ РЕЗАНИЕМ Наименование операции Содержание ...

... 14 А 15 XX XX XX 045 4120 Вертикально-сверлильная ИОТ №904-99 Б 16 04 1211 2Р135Ф2 2 17335 3 1Р 1 1 1 54 1 11 4.00 17 А 18 XX XX XX 050 0200 Контрольная ИОТ №902-99 mxl printed ГОСТ 3.1118-82 Форма 1б Дубл. Взам. Подл. ...
0 комментариев