Навигация
Технология монтажа турбокомпрессоров
23168
знаков
0
таблиц
0
изображений
1.4. Технология монтажа турбокомпрессоров.
Турбокомпрессор – это машина для повышения и перемещения газа, в которой создание ускорений в потоке происходит в результате взаимодействия с ним вращающейся решётки лопаток. Характерной особенностью турбомашин является непрерывность действия.
Турбокомпрессорные агрегаты (компрессор, редуктор, электродвигатель), устанавливаемые без общей фундаментальной плиты или рамы, монтируют последовательно, начиная с базовой машины, которую выверяют и закрепляют на фундаменте в первую очередь. Базовой машиной агрегата с редуктором является редуктор, базовой машиной безредукторного агрегата – компрессор. Остальные машины агрегата центрируют к базовой. До начала центровки валов агрегата по полумуфтам должны быть выполнены промывка, проверка и сборка всех подшипников центрируемых валов.
При установке и выверке редуктора допустимое отклонение от горизонтального положения в направлениях, параллельном и перпендикулярном осям валов, не должно превышать 0,1мм на 1м. замеры горизонтальности производят по обработанной поверхности фундаментной плиты или по разъему корпуса редуктора при снятой крышке.
При установке корпуса компрессора отклонение от горизонтального положения в направлении, перпендикулярном оси ротора, не должно превышать 0,3мм на 1м. проверку горизонтальности проводят по разъему корпуса.
Шпильки, которыми подвижный подшипник крепят к фундаментной раме, должны быть смещены в овальных отверстиях корпуса подшипника в сторону теплового расширения корпуса турбокомпрессора на величину, указанную в чертеже. Крышка подшипника с удаленными вкладышами должна плотно прилегать к корпусу. Щуп толщиной 0,05мм не должен проходить между крышкой и корпусом (при незатянутых гайках крепежных шпилек). Биение диска упорного подшипника ротора по окружности не должно превышать 0,02мм, а биение втулок уплотнения ротора – 0,05мм.
Ниже рассмотрен пример монтажа турбокомпрессорного агрегата (рис.1), который поставляют следующими сборочными единицами: корпус 2, 4 (I и II ступени) турбокомпрессора с уложенным в него ротором, редуктор 7, электродвигатель 10, межступенчатое оборудование, опорные плиты 14, 15, анкерные болты 16, маслопроводы, контрольно-измерительные приборы.
После приемки фундаментов и оборудования приступают к монтажу агрегата. Монтаж начинают с редуктора 7, принимаемого за базу, который выверяют и закрепляют на фундаменте в первую очередь. У турбокомпрессорного агрегата с двумя редукторами базой считают редуктор, расположенный рядом с электродвигателем 10.
Рис.1. Турбокомпрессорный агрегат: 1-колонка задвижки, 2, 4-II и I ступени турбокомпрессора, 3, 5, 9,11-подшипники, 6, 8-муфты, 7-редуктор, 10-электродвигатель, 12-генератор-возбудитель, 13-анкерная плита, 14, 15-опорные плиты, 16-анкерный болт.
Редуктор 3 (рис.2), поступивший в собранном виде, устанавливают на фундамент 6 на регулировочные винты или клиновые домкраты. В отверстия опорной части заводят анкерные болты, надевают анкерные плиты и завинчивают гайки без затягивания. После этого натягивают струну 1 диаметром 0,3–0,5мм по оси шестерни редуктора турбокомпрессора, струну 2 по оси колеса и ротора электродвигателя, которые должны быть параллельны. С натянутых струн опускают отвесы таким образом, чтобы один из них совпал с центром вала шестерни и с осевой насечкой на планке 8, заделанной в фундамент, а другой-с центром вала колеса и с насечкой на планке, также заделанной в фундамент. Струну 4 натягивают вдоль проектной оси редуктора. Отвесы 5, опущенные с обеих сторон редуктора, должны пройти через продольную ось корпуса и совпасть с насечками, нанесенными на планках, заделанных в фундамент.

Рис.2. Установка базового редуктора: 1-струна (ось турбокомпрессора), 2-струна (ось электродвигателя), 3-редуктор, 4-струна (ось редуктора), 5-отвес, 6-фундамент, 7-банка с маслом, 8-планка с осевыми и высотными отметками.
Допускается только параллельное смещение взаимно перпендикулярных осей редуктора относительно осей фундамента, не превышающее ±10мм. При окончательной выверке положения редуктора следует установить его относительно высотной проектной отметки. Проверку производят нивелиром или измерением расстояния от насечки на планке, заделанной в фундаменте, до разъема корпуса редуктора. Допустимое отклонение плоскости разъема редуктора относительно проектной отметки не должно превышать ±3мм.
Горизонтальность редуктора проверяют брусковым уровнем, который устанавливают на фланец корпуса редуктора при снятой крышке. Допустимый уклон закрепленного редуктора в стороны турбокомпрессора или электродвигателя может быть не более одного деления уровня с ценой деления 0,1мм на 1м.
Чтобы в процессе затяжки гаек анкерных болтов корпус редуктора не деформировался, гайки затягивают равномерно и проверяют индикаторами, установленными у каждого болта. Неравномерность затяжки болтов не должна превышать 0,03мм. После затяжки гаек болтов пластина щупа толщиной 0,05мм не должна проходить между подошвой редуктора и подкладками.
Установку корпуса турбокомпрессора начинают с ревизии фундаментальных плит и корпусов подшипников. Корпус турбокомпрессора помещают на шпальную выкладку высотой 500мм. При присоединении корпуса подшипника к опорной плите шпонку устанавливают в шпоночном пазу с натягом не более 0,01мм. В шпоночном пазу корпуса подшипника шпонка должна иметь зазор 0,04–0,05мм. Плотность прилегания опорных плит к корпусам подшипника проверяют пластиной щупа толщиной 0,05мм, которая не должна проходить в местах соединения.
После проверки опорной плиты и корпуса подшипников устанавливают корпус компрессора. При этом следует учесть расстояние между корпусом компрессора и редуктором, необходимое для получения проектного зазора между торцами зубчатых втулок соединительной муфты турбокомпрессора и редуктора. Размер зазора указывают в паспорте агрегата. Отклонение корпуса от горизонтальности в направлении, перпендикулярном оси вала ротора, проверяют уровнем с ценой деления 0,1мм на 1м. оно не должно превышать двух делений уровня.
Небрежная центровка может вызвать ряд осложнений при работе машины: излишнее напряжения в соединительных муфтах, сильную вибрацию агрегата, заедания в лабиринтных уплотнениях.
Правильное положение валов достигается при условии, если торцы зубчатых втулок муфт будут параллельны и концентричны. Соосность валов проверяют индикаторами.
По окончании центровки и закрепления корпуса турбокомпрессора анкерными болтами аналогичным образом центруют электродвигатель.
Выверенный агрегат подливают бетонной смесью. По достижении бетоном 60% проектной прочности можно приступать к монтажу других сборочных единиц турбоагрегата. В первую очередь монтируют маслосистему, в которую входят маслонасосы с маслосборником, фильтрами, холодильниками и трубная обвязка, а затем – маслосистему автоматического регулирования и противопомпажного устройства.
После контрольной сборки все трубопроводы маркируют, разбирают и отправляют для восьмичасовой протравки в 15–20%-ном растворе серной или соляной кислоты. Чтобы предотвратить трубы от разъедания кислотой, в раствор добавляют ингибиторную присадку из расчета 2,5–3л на 1м3 раствора. После удаления кислоты трубы промывают 10%-ным раствором щелочи для нейтрализации, а затем горячей водой температурой 80–90оС. Приготовленные трубы смазывают внутри турбинным маслом и устанавливают на место. Собранную маслосистему испытывают на рабочее давление маслом от маслонасоса.
У турбокомпрессорных установок в зависимости от технологического назначения предусматривают проектом всасывающие фильтры, промежуточные и концевые холодильники, влагоотделители. Холодильники устанавливают и соединяют с компрессором с помощью воздуховодов в такой последовательности.

Рис.3. Установка подушек под холодильники: 1-подушка, 2-линейка, 3-уровень, 4-холодильник, 5-пружина.
Сначала проверяют правильность установки опорных подушек 1(рис.3) под холодильник 4. при укладке уровня 3 с ценой деления 0,1мм на 1м на линейку 2 отклонение не должно превышать трех делений уровня. После этого холодильник устанавливают в проектное положение и заливают водой. Пружины 5 между опорами и лапами холодильника заменяют отрезками труб 3 (рис.4), длина которых на 8мм меньше высоты нагруженной пружины. Временные опоры 3 прихватывают электросваркой к постоянной 4 опоре и лапе 2 холодильника.
Рис.4. Установка временных жёстких опор под холодильник вместо пружин: 1-холодильник, 2-лапа холодильника,3-временная опора (отрезок трубы), 4-постоянная опора.
Затем монтируют патрубки 2 (рис.5), соединяющие турбокомпрессор 1 с холодильником 3, измеряют зазор между плоскостями фланцев турбокомпрессора и верхними фланцами патрубков, который должен быть одинаковым при замере в четырех диаметрально противоположных точках. Допускаемая разность замеров не должна превышать 1мм. Между фланцами помещают прокладки и поочерёдно убирают временные патрубки, заменяя их пружинами, после чего устанавливают болты на фланцевые соединения и затягивают гайки.
После установки патрубков между турбокомпрессором и холодильником необходимо проверить центровку агрегата по полумуфтам.
Рис.5. Установка патрубка между турбокомпрессором и холодильником: 1-турбокомпрессор, 2-патрубок, 3-холодильник.
До начала испытания турбокомпрессора должны быть продуты трубопроводы и внутренние полости аппаратов, по которым воздух поступает в цилиндры компрессора. Продолжительность непрерывного испытания турбокомпрессорного агрегата под нагрузкой 24ч и заключительного контрольного испытания 8ч.
Похожие работы
... ) и выбрасывают в атмосферу. Содержание оксидов азота в очищенных выхлопных газах составляет 0,005–0,008%, содержание СО2 – 0,23%. Глава 2. Реализация технологии некаталитической очистки дымовых газов от оксидов азота на мусоросжигательном заводе Процессы термического обезвреживания отходов сопровождаются образованием комплекса загрязняющих веществ, которые выбрасываются с дымовыми газами в ...



... состава, введенным согласно закону «О городском пассажирском транспорте», договорных отношений между местными властями и транспортными предприятиями. 3. РЕСУРСОСБЕРЕГАЮЩИЕ ТЕХНОЛОГИИ НА ГОРОДСКОМ ЭЛЕКТРИЧЕСКОМ ТРАНСПОРТЕ 3.1. Регенерация масел Установки для регенерации отработанных масел и схемы технологического процесса Проводимые исследования кафедрой городского электрического транспорта ( ...
... трудозатраты на проведение ТО-1, чел/час; Т2 - трудозатраты на проведение ТО-2, чел/час; Т3 - трудозатраты на проведение ТО-3, чел/час. Водородное отделение цеха №4 ЗАО «Каустик» состоит из 2 компрессоров одинаковой мощности. Количество трудозатрат на обслуживание водородного отделения определили по формуле , (44) где n – количество обслуживаемых компрессоров, шт. ...
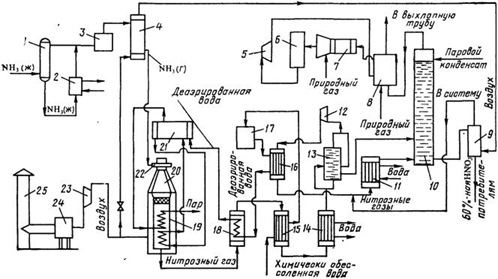
... нагнетателя состоит из гидроцилиндра, подвижной кулачковой муфты с пружинным механизмом, помещенном на валу червячной колеса. 4. НАЗНАЧЕНИЕ ЗАДАННОГО ОБОРУДОВАНИЯ В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ Газотурбинная установка типа ГТТ-3 предназначена для воздухоснабжения цеха по производству слабой азотной кислоты с одновременной выработкой некоторого количества электроэнергии и использования тепла ...
0 комментариев