Навигация
1.3 Выбор типа производства
Для данного курсового проекта тип производства был оговорен заранее – среднесерийный. По табл. 4.1 [1, с. 48], исходя из типа производства и массы заготовки, выбираем программу выпуска – 5000 штук.
Серийное производство занимает промежуточное положение между единичным и массовым производством, при котором изготовление изделий производится партиями или сериями, состоящими из одноименных, однотипных по конструкции и одинаковых по размерам изделий, запускаемых в производство одновременно. Основным принципом этого вида производства является изготовление всей партии (серии) целиком как в обработке деталей, так и в сборке.
В серийном производстве технологический процесс преимущественно дифференцирован, т. е. расчленен на отдельные операции, которые закреплены за определенными станками.
Станки здесь применяются разнообразных видов: общего назначения (универсальные), специализированные, специальные, автоматизированные, агрегатные. Станочное оборудование должно быть специализировано в такой мере, чтобы был возможен переход от производства одной серии машин к другой, несколько отличающейся от первой в конструктивном отношении, или переход от одного типа машины к другому.
При использовании станков общего назначения (универсальных) должны широко применяться специализированные и специальные приспособления, специализированный и специальный режущий инструмент или приспособленный для данной операции — нормальный и, наконец, измерительный инструмент в виде предельных (стандартных и специальных) калибров и шаблонов, обеспечивающих взаимозаменяемость обработанных деталей. Все это оборудование и оснастку в серийном производстве можно применять достаточно широко, так как при повторяемости процессов изготовления одних и тех же деталей указанные средства производства дают технико-экономический эффект, который с большой выгодой окупает затраты на них. Однако в каждом отдельном случае при выборе специального или специализированного станка, изготовлении дорогостоящего приспособления или инструмента необходимо подсчитать затраты и ожидаемый технико-экономический эффект.
Серийное производство значительно экономичнее, чем единичное, так как лучшее использование оборудования, специализация рабочих, увеличение производительности труда обеспечивают уменьшение себестоимости продукции. [3, с.56]
1.4 Анализ технических требований
Деталь «Корпус кронштейна» содержит ряд поверхностей, отличающихся формой, расположением и назначением. Рассмотрим поверхности и назначим технические требования к ним.
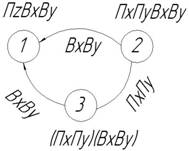
Рисунок 1.2 – Граф связей основных поверхностей
Поверхности 1, 2 и 3 являются основными, так как определяют положение детали в узле. Деталь базируется по плоскости торца 1, цилиндрической ступени типа «диск» 2 и закрепляется по отверстиям 3 с помощью болтов. Торец 1 должен быть перпендикулярен оси поверхностей 4 и 8. Ось цилиндрической ступени 2 должна быть перпендикулярна торцу 1. Отверстия 3 должны иметь позиционный допуск для одинакового расстояния между осями отверстий 3 и оси цилиндрической ступени 2.
Поверхности 4, 6, 7, 8, 9, 12, 15, 16 и 17 являются вспомогательными. К ним крепятся другие детали. В то же время, поверхность 11 является исполнительной, она служит цилиндром для поршня, который перемещается по этой поверхности, поэтому поверхность 11 должна иметь низкую шероховатость и наиболее высокую точность изготовления. Поверхность 4 является резьбовой – к ней присоединяется стакан, направляющий шток, поэтому следует назначить допуск соосности на поверхности 4 и 11. Поверхность 5 служит упором для герметизирующего материала (манжеты) между стаканом и корпусом. Цилиндрическая ступень 9 служит для фиксации стакана и предупреждения перекоса, поэтому должна быть соосной с поверхностью 11. Поверхность 8 удерживает и, благодаря конической ступени, упрощает замену износившейся манжеты. Поверхность 12 служит для присоединения пробки для регулирования давления в системе, имеет трубную резьбу G1-B, на работу системы «шток-поршень-циллиндр» прямого действия не оказывает, поэтому не требует допуска взаиморасположения. Поверхность 7 является упором для стакана, направляющего шток циллиндра, поэтому ей следует назначить допуск перпендикулярности оси поверхности 4. Поверхности 15 и 17 должны быть параллельными поверхности 1 и при этом перпендикулярными оси отверстия 16. Поверхность 16 служит для фиксации корпуса в приспособлении для монтажа. Поверхность 13 служит местом выхода поршня и одновременно ограничителем его перемещения, получается фрезерованием. Остальные поверхности свободные.
1.5 Анализ технологичности деталей
Деталь – “корпус кронштейна” изготавливается из чугуна литьем, поэтому конфигурация наружного контура и внутренних поверхностей не вызывает значительных затруднений при получении заготовки. Однако, достаточно высокая сложность формы детали и неудобство изготовить под нее форму по принципу наложения тени затрудняют процесс литья. Плоскость разъёма формы наиболее удобно расположить по плоскости, в которой лежит ось поверхности 2, проходящая через центр отверстия 16.
Нетехнологичными в данной детали являются глубокое глухое отверстие 11, так как его трудно обрабатывать, и поверхность 9, так как обрабатывается не на проход и подвод фрезы к нужной поверхности затруднен размерами смежных поверхностей. Также резьба G1-B, трубная дюймовая, является специальной, что требует применения специального инструмента.
Похожие работы
... управляющая программа УЧПУ устройство числового программного управления ЧПУ числовое программное управление ВВЕДЕНИЕ Цикл лабораторно- практических занятий основан на материалах курса "Технология обработки на станках с ЧПУ" является общим для всех форм обучения- дневной и заочной. Цикл рассчитан на 34 часа лабораторно- практических занятий и включает следующие работы: ...
... », изучили современные проблемы технологического образования, этапы становления технологического образования в России, проанализировали раздел «Технология обработки металлов » в 5 классе, а так же учебники и учебные пособия по Технологии, дали необходимые рекомендации для их использования в обучении. 2. Методика организации работы по разделу «Технология обработки древесины» в 5 классе 2.1 ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...
0 комментариев