Навигация
Обоснование выбора технологических баз и последовательности обработки
31423
знака
6
таблиц
9
изображений
1.7 Обоснование выбора технологических баз и последовательности обработки
Деталь “Корпус кронштейна” имеет комплект основных конструкторских баз и один комплект исполнительных поверхностей. Следовательно, данная деталь относится к деталям второй группы. Для деталей данной группы выбор технологических баз осуществляется в два этапа. На первом этапе выбираем технологические базы для выполнения большинства операций технологического процесса. При этом в качестве баз должны быть выбраны поверхности или сочетания поверхностей, относительно которых задано большинство технических требований. В результате анализа технических требований выявлено, что такой поверхностью является свободная поверхность 18, вследствие малой длины поверхности 19 наиболее целесообразно будет использовать в качестве технологической базы комплект из поверхностей 18 и 19.
На втором этапе выбираем поверхности или сочетание поверхностей, которые будут использованы в качестве технологических баз при подготовке баз для операций фрезерования, сверления и нарезания резьбы. На следующих переходах производим обработку основных баз, используя в качестве технологических баз ранее обработанные.
Комплект баз для первой операции точения: двойная направляющая, опорная, опорная.
Комплект баз для остальных операций: установочная, направляющая, опорная. Теоретические схемы базирования представлены далее.
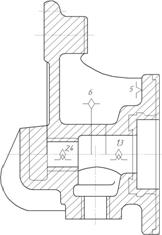
Рисунок 1.3 – Теоретическая схема базирования детали на операции точения 005.
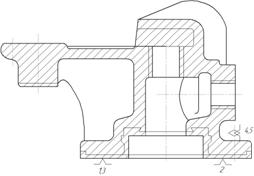
Рисунок 1.4 – Теоретическая схема базирования детали на операциях фрезерования 010, сверления 015 и точения 020.
1.8 Маршруты обработки поверхностей
Данный этап работы выполняем в виде таблицы 1.6
Заготовка IT14, Rа = 40 мкм.
Таблица 1.6 – Методы обработки поверхностей
| № пов-ти | Точность поверхности | Маршрут обработки поверхностей | Достигаемые технические требования | Припуск на переход | Технологи-ческий размер | ||
| IT | Rа | IT | Rа | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 1 | 10 | 10 | Точение черновое Точение получистовое Точение чистовое | 14 12 10 | 40 20 10 | 3,5 0,5 0,25 | Ø 148,5-0,16 |
| 2 | 10 | 10 | Точение черновое Точение получистовое Точение чистовое | 14 12 10 | 40 20 10 | 1,3 0,45 0,25 | 8 -0,048 |
| 4 | 10 | 10 | Растачивание черновое Растачивание чистовое Нарезание резьбы | 13 11 10 | 40 20 10 | 2,5 1,7 1,0 | Ø 66,8+0,30 |
| 11 | 8 | 2,5 | Растачивание предварительное Растачивание черновое Растачивание получистовое Растачивание чистовое | 14 12 10 9 | 40 20 10 2,5 | 2,0 1,1 0,4 0,11 | Ø 22,28 +0,13 |
| 12 | 10 | 10 | Растачивание черновое Растачивание чистовое Нарезание резьбы | 13 11 10 | 40 20 10 | 3,0 1,1 0,52 | Ø 30,76+0,13 |
| 15 | 12 | 20 | Фрезерование черновое Фрезерование чистовое | 14 12 | 40 20 | 0,8 0,2 | 34+ 0,25 |
| 17 | 14 | 40 | Фрезерование черновое | 14 | 40 | 0,8 | Ø 36,6 -0,25 |
Похожие работы
... управляющая программа УЧПУ устройство числового программного управления ЧПУ числовое программное управление ВВЕДЕНИЕ Цикл лабораторно- практических занятий основан на материалах курса "Технология обработки на станках с ЧПУ" является общим для всех форм обучения- дневной и заочной. Цикл рассчитан на 34 часа лабораторно- практических занятий и включает следующие работы: ...
... », изучили современные проблемы технологического образования, этапы становления технологического образования в России, проанализировали раздел «Технология обработки металлов » в 5 классе, а так же учебники и учебные пособия по Технологии, дали необходимые рекомендации для их использования в обучении. 2. Методика организации работы по разделу «Технология обработки древесины» в 5 классе 2.1 ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...
0 комментариев