Навигация
Аналитический расчет припуска
31423
знака
6
таблиц
9
изображений
1.9 Аналитический расчет припуска
Расчет припусков аналитическим методом производим для отверстия Ø30Н6. Заготовка представляет собой отливку 3-го класса точности, массой 4.65 кг. Технологический маршрут обработки отверстия Ø30Н6 состоит из пяти переходов: чернового и чистового растачивания и развертывания, предварительного шлифования.
Расчет припусков на обработку отверстия Ø30Н6 приведен в таблице 1.7.
Таблица 1.7 – Расчет припусков и предельных размеров по технологическим переходам на обработку отверстия корпуса Ø30Н6
| Технологические переходы обработки поверхности Ø30h6 | Элементы припуска | Расчетный припуск 2zmin | расчетный размер dр, мм | Допуск δ, мкм | Предельный размер, мм | Предельные значение припусков, мкм | ||||||||
| Rz | h | ρ | ε | dmin | dmах |
|
| |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||
| Заготовка | 200 | 300 | 514 | 50 | – | – | 840 | 27,375 | 28,215 | – | – | |||
| Растачивание предварительное | 25 | 25 | 31 | 50 | 2033 | 27,375 | 520 | 29,408 | 29,928 | 1713 | 2033 | |||
| – черновое | 50 | 50 | 26 | – | 252 | 29,408 | 210 | 29,66 | 29,87 | 92 | 252 | |||
| – чистовое | 20 | 20 | 21 | – | 218 | 29,66 | 84 | 29,878 | 29,962 | 58 | 218 | |||
| – тонкое | 10 | 5 | 15 | – | 122 | 29,878 | 52 | 29,948 | 30 | 38 | 70 | |||
Назначим расчетные формулы для определения припуска, обработка внутренних поверхностей вращения:
![]() (1.3)
(1.3)
Суммарное значение пространственных отклонений для заготовки определяем по формуле:
![]() (1.6)
(1.6)
где ρр – отклонение расположения отверстия относительно технологических баз;
ρП – перекос отверстия на 1 мм диаметра.
Остаточные пространственные отклонения после чернового и чистового растачивания определяем по формуле:
![]() (1.7)
(1.7)
где ky – коэффициент уточнения: для чернового растачивания – ky = 0,06; для получистового растачивания – ky = 0,05; для протягивания – ky =0,04;
На основании записных данных в таблице производим расчет минимальных значений межоперационных припусков:
Минимальный припуск под растачивание:
- черновое: ![]()
- получистовое: ![]()
- чистовое: ![]()
- тонкое: ![]()
Определяем расчетный размер dр по переходам, начиная с конечного:
![]()
![]()
![]()
![]()
Назначаем допуски для заготовки и для каждого перехода:
ТЗАГ = 840 мкм;
Т1 = 520 мкм;
Т2 = 210 мкм;
Т3 = 84 мкм;
Т4 = 52 мкм;
Определяем предельные размеры :
![]()
![]()
![]()
![]()
![]()
Определим предельные значения припусков:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
На основании данных расчета строим схему графического расположения припусков и допусков по обработке отверстия Ø30Н6 (рисунок 1.4).
Общие припуски Zomin и Zomax определяем, суммируя промежуточные припуски:

TЗ – TD = 2Zmin – 2Zmax
840 – 52 = 788 мкм
2573 – 1785 = 788 мкм
Чертим схему припусков:

Рисунок 1.4 – Схема графического расположения допусков
1.10 Разработка технологических операций
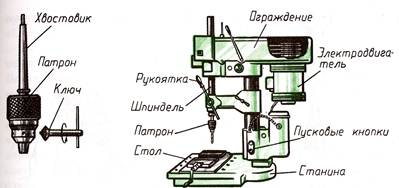
Учитывая среднесерийный тип производства, производим выбор моделей станочного оборудования. Необходимо производить выбор моделей, которые обеспечивали бы наименьшие трудовые и материальные затраты, а также себестоимость обработки заготовки. Характер производства определяет приоритет выбора в пользу полуавтоматных и универсальных станков.
Для обработки внутренних поверхностей корпуса выбираем токарный полуавтомат 16К20Т1, что позволит обработать цилиндрические поверхности детали (1, 2, 4, 5, 6, 7, 8, 9, 11) с одной установки. При обработке поверхностей 12 и 20 требуется установка на специальное токарное приспособление. Для обработки отверстий (отв. 16 и 4 отв. 3) выбираем сверлильный станок 2А125. Для обработки плоских поверхностей (пов. 13, 14, 15, 17) выбираем фрезерный станок 6Р82.
Операционный маршрут обработки детали “Корпус кронштейна” – 9019.10.01.118 представлен в комплекте технологической документации проекта.
Похожие работы
... управляющая программа УЧПУ устройство числового программного управления ЧПУ числовое программное управление ВВЕДЕНИЕ Цикл лабораторно- практических занятий основан на материалах курса "Технология обработки на станках с ЧПУ" является общим для всех форм обучения- дневной и заочной. Цикл рассчитан на 34 часа лабораторно- практических занятий и включает следующие работы: ...
... », изучили современные проблемы технологического образования, этапы становления технологического образования в России, проанализировали раздел «Технология обработки металлов » в 5 классе, а так же учебники и учебные пособия по Технологии, дали необходимые рекомендации для их использования в обучении. 2. Методика организации работы по разделу «Технология обработки древесины» в 5 классе 2.1 ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...
0 комментариев