Навигация
Расчет технологической схемы производства агломерата
27734
знака
13
таблиц
2
изображения
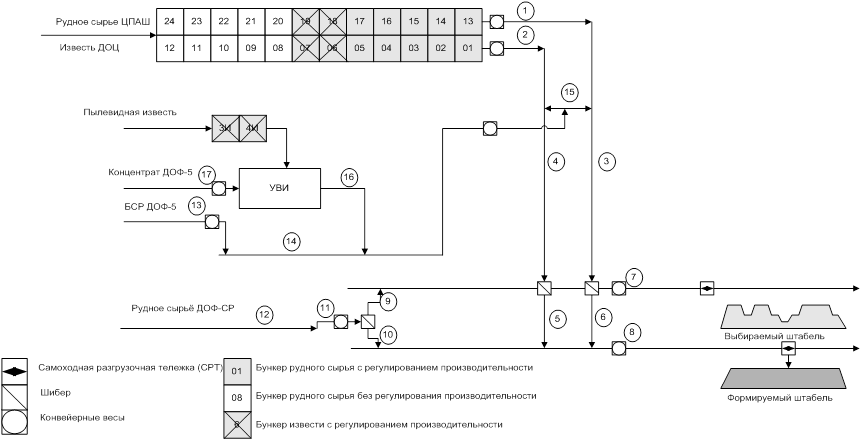
8. Расчет технологической схемы производства агломерата
Цель роботы: определить качественно-количественные характеристики шихтовых материалов, и продуктов окускования на всех стадиях технологического процесса . Расчет технологической схемы выполняем на 1 тонну годного агломерата. Расчет влажности исходной шихты выполняем как определения средневзвешенной влажности смеси исходных шихтовых материалов ![]() ш по формуле:
ш по формуле:
![]()
где ![]() удельній расход всех компонентов с учетом механических потер и влажных После подстановки имеем,
удельній расход всех компонентов с учетом механических потер и влажных После подстановки имеем,
Wш= 7, 7301
7, 7301
Расход возврата определяется исходя из принятого выхода агломерата и спека равного 70%, тогда состав им пропорцию:
1т агл-70%
Хт воз-30% спека
Откуда, х=![]() 428, 571 кг возвр.
428, 571 кг возвр.
Принимаем, что соотношения масс возврата и агломерата на 1й и 2й стадии грохочения составляет 60% и 40%.
Тогда на первой:428, 571![]() 0, 6=257, 143 кг
0, 6=257, 143 кг
На второй:428, 571![]() 0, 4 =171, 427 кг сухого возврата
0, 4 =171, 427 кг сухого возврата
Так как возврат на первой стадии грохочения охлажден водой, принимаем влажность возврата на 1й стадии после охлаждения -2, 0%, отсюда масса возврата 1й стадии после охлаждения:
257, 143![]() 9, 8%
9, 8%
х![]() 100%
100%
х=![]() 262, 391 кг
262, 391 кг
Средневзвешенная влажность возврата на 1й и 2й стадии грохочения :
W=![]() 2 =1, 21 %
2 =1, 21 %
Определяем влажность шихты после добавления возврата
Масса шихты после добавления возврата равна: 1264, 763+433, 819=1698, 582 кг
Влажность шихты после добавления возврата :
![]()
Определения расхода воды для получения оптимальной опытной влажности шихты которой принимаем равно 7, 4
В шихте подаваемую на второю стадию смешивания содержит воды:
1698, 582 ![]() 100%
100%
Х ![]() 6, 06%
6, 06%
Х=![]() 3кг
3кг
Необходимую массу добавить воды, через х составить уравнения:
![]()
![]()
10293, 3+100х=7, 4![]() (1698, 582+х)
(1698, 582+х)
1029, 33+100х=12569, 5068
92, 6х=2276, 2068
х=24, 581
Проверка влажности шихты после второй стадии окомкования:
![]()
Расход постели принимаем равной 35 кг/т агломерата и добавляем эту массу к выходу спека ис шихты равному массам агломерата 1000 кг и сухого возврата 428, 57 кг, таким образом выход спека ис постели с агломашины равен 1000 +428, 571 +35=1463, 571.
Расчитываем массу сухих потер шихтових компонентов равной 1, 5% от массы сухой исходной шихты :
1149, 2626 ![]() 98, 5%
98, 5%
х ![]() 1, 5
1, 5
х=![]() =17, 501
=17, 501
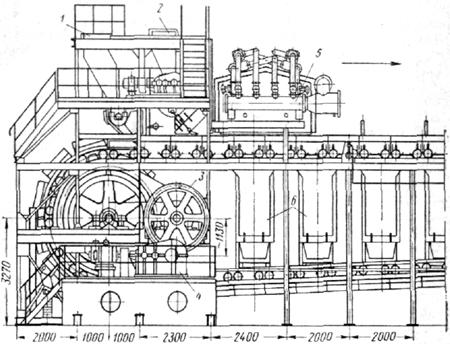
9. Грохот ГСТ-81 3000![]() 6400 для горячего и холодного агломерата
6400 для горячего и холодного агломерата
Грохот для горячего и охлажденного агломерата устанавливается в технологической схеме агломерарационной фабрике и предназначен для механического разделения горячего агломерата (с температурой до 800 ![]() по крупности фракции от 0 до 6-8 мм : механическое разделения охлажденного агломерата ( с темперетурой до 250
по крупности фракции от 0 до 6-8 мм : механическое разделения охлажденного агломерата ( с темперетурой до 250 ![]() по крупности от 0 до 4 мм. Грохот применяется на предприятиях черной металлургии . Условное обозначения грохота для горячего и охлажденного агломерата :ГСТ-81 3000×6400.
по крупности от 0 до 4 мм. Грохот применяется на предприятиях черной металлургии . Условное обозначения грохота для горячего и охлажденного агломерата :ГСТ-81 3000×6400.
Грохот состоит из следующих основных сборочных единиц: корпуса 1, с колосниковым полотном 8, привода, опорной тележки 12, воронки 13, электрооборудованием 4 и смазочной установки .
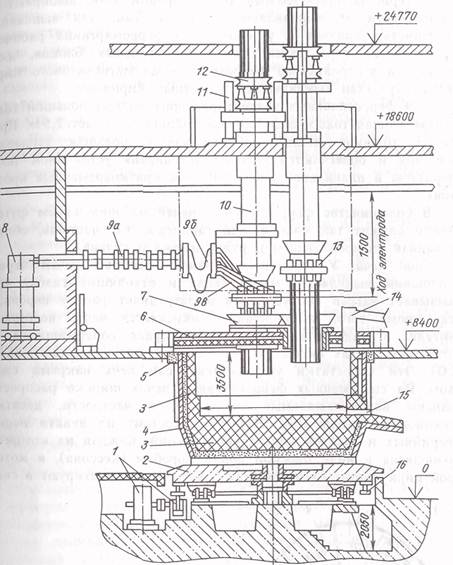
Корпус грохота представляет собой сварную металлоконструкцию, состоящую ис двух стенок, соединенных между собою полыми поперечными балками прямоугольного сечения. стенки защищены от абразивного износа агломератом съемными козырьками .Корпус грохота установлен к горизонту под углом ![]() ( в строну загрузки ) и опирается на виброизоляторы 10.
( в строну загрузки ) и опирается на виброизоляторы 10.
Колосниковые решетки, приемный и разгрузочный лотки, образующие рабочее полотно грохота, установлены на нижних поперечных балках корпуса. Приемный и разгрузочные лотки выполняются из листового проката, Колесникове решетки грохота для горячего агломерата – из литой жаропрочной стали или из листового проката, колосникове решетки грохота для охлажденного агломерата из специально трапециевидного профиля.
Привод грохота состоит из двух механических самосихронизирующих вибровозбудителей 7, установленных на стенках и верхний поперечной балке корпуса, двух промежуточных валов 6 и двух карданных валов 5, Вращения валом-дебалансам вибровозбудителей передается от двух кинематически не связанных друг с другом электродвигателей, вращающихся в противоположных направлениях.
Механический вибровозбудитель состоит из сварочного-литого корпуса и двух валов дебалансов .Каждый вал-дебаланс установлен в корпусе на двух роликових радиально сферических двухрядных подшипниках с сепаратором, центрованным по внутреннему диаметру наружного кольца.
После пуска грохота за счет явления самосинхронизации, валы-дебалансы, вращающиеся в противоположные направления, через определенное время автоматически входят в синхронизм и в дальнейшем врождаются так что усилия, создаваемые ими в двух направлениях, складываются, а в двух других уравниваются .В результате этого создается усилия, направленное к колосниковому полотну под углом 400.
Благодаря жесткой связи вибровозбудителей с корпусом грохота прямолинейные колебания от вибровозбудителей передаться колосниковому полотну и находящемуся на нем агломерату. Разделения их перемещения по колосниковому полотну .
Опора привода 3, установлена на опорной тележки .В нее входит пространственная сварная стойка на которой установлена площадка, служащая опорой для установки рамы с электродвигателями и охлаждения карданных валов .
Для удобства обслуживания электродвигателей и карданных валов площадка оборудована лестницей и ограждена перилами.
Опорная тележка представляет собой сварную раму, на которой устанавливается виброизоляторы, воронка для сбора подрешетного продукта и опоры привода .Опорная тележка для перемещения грохота во время его замены установлена на колесах . Для фиксации грохота во время роботы тележкам снабжена четырьмя стопорами 11. Смазка подшипников вибровозбудителей жидкая циркуляционная . Рекомендуемое масло - индустриальное И -50А или трансмиссионное ТАП -15В.
Смазочная установка размещается в отдельном изолированном помещении и снабжена устройствами по регулировки и контроля циркуляции масла в магистрали, а в случае нарушения циркуляции сигнализирующими устройствами для остановки грохота .
Грохоты горячего агломерата имеют устройство для охлаждения нижних поперечных балок корпуса грохота, которое состоит из коллектора 2 и отражателя 9, установленных на опорной тележки .
Управления грохота – дистанционное автоматическое. Кроме этого имеется местный пульт для пуска и остановки грохота при ремонтных и наладочных работах.
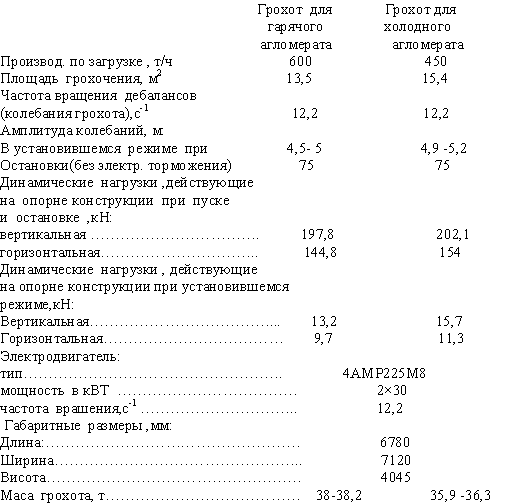
Техническая характеристика
Похожие работы
... не оставалось кусков шихты, она не должна содержать рудных частиц крупностью > 8 мм и известняка > 3 мм; необходимо также увеличивать расход топлива. 3.4 Агломерационная машина и технологический процесс производства агломерата В состав агломерационной фабрики входят комплекс оборудования для подготовки шихты, ленточные (конвейерные) агломерационные машины и комплекс оборудования для ...
... углерода понижается до 2 % и ниже. Содержание марганца и кремния сильно влияет на структуру чугуна, что имеет очень важное значение при производстве литейного чугуна, используемого в машиностроении. Известно, что углерод в чугуне может находиться в химически связанном состоянии в виде карбида и в свободном состоянии в виде графита. В литейном чугуне благодаря повышенному содержанию кремния ...
... в печные карманы. В ряде цехов материалы из дозировочных бункеров шихтового отделения доставляют системой конвейеров непосредственно в печные карманы. 2. Производство ферросплавов 2.1. Производство ферросилиция Ферросилиций применяют для раскисления и легирования стали и в качестве восстановителя при производстве некоторых ферросплавов. В электрических печах выплавляют ферросилиций ...
... растворимость и высокая её скорость при минимальных потерях сырья и продукта. При сушке в потоке горячего воздуха или контактным способом нельзя допускать перегрева, пересыхания и пригарания сухого порошка. Технология производства сухих молочных продуктов Все технологические операции получения сухого молока можно подразделить на две группы: - процессы обработки исходного сырья до сушки; - ...
0 комментариев