Навигация
Технология производства керамического кирпича
35576
знаков
2
таблицы
0
изображений
ОТЧЕТ ПО ПРАКТИКЕ
на ООО “Гостищевский кирпичный завод”
Технология производства керамического кирпича
Белгородская область
с. Гостищево
Содержание
1. Характеристика выпускаемой продукции
2. Способы доставки и разгрузки сырья и полуфабрикатов. Складирование сырья и полуфабрикатов
3. Технологические процессы производства керамического кирпича и камней
4. Организация контроля на производстве
5. Технологическая схема производства
5.1 Добыча сырья
5.2 Формовка сырца
5.3 Сушка кирпича в естественных условиях
5.4 Обжиг кирпича–сырца
6. Предложения по совершенствованию сырьевых материалов при производстве керамического кирпича
6.1 Отощающие добавки
6.2 Добавки отощающие и выгорающие полностью или частично
6.3 Выгорающие добавки
6.4 Обогащающие и пластифицирующие добавки
7. Охрана труда
7.1 Общие требования безопасности
7.2 Техника безопасности перед началом работы
7.3 Техника безопасности во время сушки кирпича-сырца в искусственных сушилках
7.4Требования безопасности труда при эксплуатации туннельных печей
1. Характеристика выпускаемой продукции
Кирпич керамический (ГОСТ 530—2007) марки «100». Предназначен для кладки наружных и внутренних стен и других элементов зданий и сооружений, а также для изготовления стеновых панелей и блоков. Эти материалы изготовляют из глинистых и кремнеземистых (трепела, диатомита) пород, лессов, а также вторичных продуктов (отходов угледобычи и углеобогащения, зол, шлаков) с минеральными или органическими добавками либо без них.
По способу формирования: изделие пластического формирования
Изготовление полуфабриката из пластичных масс является самым старым и до сих пор весьма распространенным способом керамической технологии.
Процессы пластического формования издавна основывались на использовании соответствующего природного сырья — глин и каолинов, образующих при увлажнении водой тестообразные массы, способнее к пластическому течению, т.е. к изменению формы без разрыва сплошности под влиянием приложенных внешних сил и к ее сохранению после снятия этих усилий.
В керамической технологии и теперь продолжают очень широко попользовать указанные виды природного сырья. Кроме того, все большее применение находят бентониты, т.е. породы, состоящие в основном из наиболее гидрофильных и высокодисперсных частиц глинистого минерала монтмориллонита. Бентониты, добавляемые даже в малых количествах, значительно улучшают формовочные свойства композиций, в составе которых преобладают непластичные минеральные компоненты.
Однако в массах, предназначенных для производства многих видов огнеупоров и технической керамики, присутствие любых глинистых материалов даже в небольших количествах является недопустимым. Поэтому и в технологии пластического формования часто используют безглинистые массы, пластифицированные различными органическими связующими.
В основе процессов пластического формования систем, состоящих из высокодисперсных минеральных частиц и пластифицирующих жидкостей (или суспензий, эмульсий, гелей), лежит целый комплекс весьма сложных физико-химических явлений. Несмотря на большое число выполненных исследований, теоретические основы этих процессов, а также методы оценки формовочных свойств разработаны еще далеко не достаточно. В самом подходе к определению понятий «пластичность» дисперсных систем, к количественной оценке их реологических свойств, и к изучению реальных процессов формования имеются большие расхождения между отдельными группами исследователей.
По типу и размеру: одинарный полнотелый 250×120 ×65 (мм)
По морозостойкости: соответствует марке F «25»
По прочности: Предел прочности на изгиб 2,34 МПа
Предел прочности на сжатие 16,97МПа
2. Способы доставки и разгрузки сырья и полуфабрикатов. Складирование сырья и полуфабрикатов
Сырьем для производства обыкновенного глиняного кирпича является суглинок средней, пылевой коричневого цвета, добываемый в карьере.
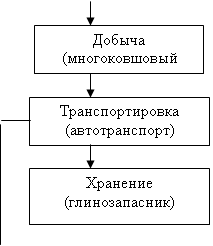
Добыча глины производится экскаватором ЭМ-201Б
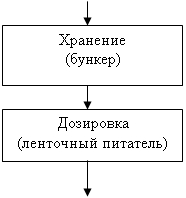
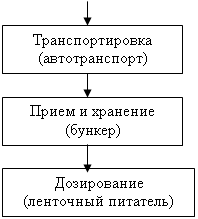
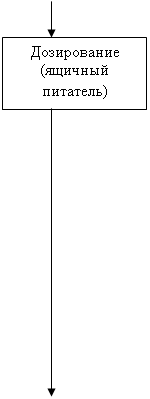
Транспортировка глины производится автосамосвалом непосредственно в приемный бункер. Глина и необходимые добавки в нужной пропорции подают ленточным транспортером на вальца грубого помола.
Складирование кирпича производится в сушильных сараях. Заполнение сараев осуществляется в определенной последовательности от одного конца сарая к другому.
С целью использования сушильных сараев для складирования производится укладка сухого кирпича в брус-подушку. При необходимости укладку брус-подушки начинают с начала сезона.
3. Технологические процессы производства керамического кирпича и камней
Керамический кирпич и камни производят пластическим прессованием путем экструзии (выдавливания) массы в виде сплошного бруса с последующим разрезанием его на отдельные изделия и методом полусухого прессования сыпучей массы в пресс-формах.
К основным технологическим процессам производства керамического кирпича и камней относятся: добыча сырья и его усреднение, подготовка добавок, корректирующих свойства исходного сырья, составление массы (шихты) путем дозирования компонентов в требуемом соотношении, обработка и подготовка массы для получения полуфабриката сырца, экструзионное или полусухое прессование полуфабриката, сушка и обжиг.
В зависимости от вида и свойств исходного сырья отдельные технологические процессы и применяемое оборудование могут быть различными. При использовании пластичного глинистого сырья его часто обрабатывают при естественной карьерной влажности или с доувлажнением до формовочной относительной влажности 18 20%. Если сырье находится в переувлажненном состоянии, из него предварительно удаляют излишнюю влагу, подсушивая в естественных условиях или в сушильных барабанах, подвергают грубой обработке с удалением камней, вводят при необходимости различные добавки, смешивают их с исходным сырьем и передают на глиноперерабатывающее оборудование
Значительно засоренное карбонатными (известняковыми) включениями или твердое и трудно размокаемое сырье обрабатывают сухим способом путем высушивания до остаточной влажности 4 ... 8% с последующим измельчением в тонкий порошок и затем вводят добавки, увлажняют до формовочной влажности при одновременном смешивании и проминании.
При полусухом способе прессования сырье высушивают до влажности 8 . . . 10 % , измельчают до требуемого зернового состава, смешивают для усреднения влажности и в виде сыпучей массы прессуют из него кирпич.
В особых случаях, когда требуется удалить из сырья карбонатные и другие каменистые включения, обогатить его глинистыми частицами, применяют мокрую обработку. Для, этого распускают сырье в воде до состояния шликера (влажность 40 ...50%), что позволяет осадить крупные каменистые включения, и процеживают через сито для удаления мелких включений. Затем шликер обезвоживают путем распыления в башенных сушилках, из которых получают тонкий сыпучий порошок влажностью 8 ... 10%. Из такого порошка или порошка с добавками прессуют кирпич в пресс-формах.
Ниже приведены технологические схемы подготовки и обработки сырья в зависимости от его свойств.
Глины с повышенной карьерной влажностью, превышающей формовочную влажность на 5 ... 8% и более, рекомендуется подготавливать по следующей схеме глинорыхлитель→ящичный питатель→ленточный конвейер с магнитным сепаратором→камневыделительные вальцы (ребристые)→ленточный конвейер→сушильный барабан (обезвоживание до формовочной влажности) → ящичный питатель с бункером → смеситель лопастной с пароводяным орошением → дальнейшая переработка зависит то свойств сырья.
В результате такой подготовки получают глину с усредненной требуемой формовочной относительной влажностью 19 ... 20% при температуре 40... 45°С и температуре отходящих газов 90 ... 100°С.
Рыхлую, запесоченную мало пластичную, быстро размокаемую глину, а также лёссовые суглинки при карьерной влажности, равной или меньшей формовочной, перерабатывают по следующей технологической схеме: ящичный питатель →камневыделительные вальцы( ребристые) → лопастный смеситель с пароводяным орошением→вальцы тонкого помола с зазором 3 ... 4 мм→ шихтозапасник → вальцы тонкого помола с зазором не более 2 ... 2,5 мм→ вальцы тонкого помола с зазором не более 1 мм (рекомендуются при наличии карбонатных примесей в сырье) →вакуумный пресс.
Глину средней плотности и пластичности и покрывные суглинки перерабатывают по такой схеме: глинорыхлитель →ящичный питатель→камневыделительные вальцы (ребристые) → лопастный смеситель с паропрогревом и увлажнением водой →бегуны мокрого помола → вальцы тонкого помола с зазором 3 ... 4 мм→ шихтозапасник с многоковшовым экскаватором на 7 ... 10-суточное вылеживание →ящичный питатель с бункером → вальцы тонкого помола с зазором не более 2 ... 2,5 мм → вальцы тонкого помола с зазором не более 1 мм (рекомендуются при наличии карбонатных примесей в сырье) →смеситель с фильтрующей решеткой→вакуумный пресс.
Высокопластичные плотные, или алевролитовые, трудноразмокаемые в воде глины перерабатывают по такой схеме: глинорыхлитель → ящичный питатель → зубчатая дробилка → лопастный смеситель с паропрогревом и увлажнением водой-→ бегуны мокрого помола → вальцы тонкого помола с зазором 3 ... 4 мм→ шихтозапасник с многоковшовым экскаватором на 7 ... 10-суточное вылеживание→ ящичный питатель с бункером → вальцы тонкого помола с зазором не более 2 ... 2,5 мм → вальцы тонкого помола с зазором не более 1 мм (рекомендуются при наличии карбонатных примесей в сырье) → смеситель с фильтрующей решеткой→вакуумный пресс.
Глинистые сланцы, аргилиты в природном виде или в виде отходов обогащения углей с наличием повышенного содержания карбонатных включений ( плусухой способ подготовки сырья с пластическим способом формования сырца) перерабатывают по следующей схеме: приемный бункер→ ленточный конвейер с шириной ленты 1 м → зубчатые вальцы →ленточный конвейер с шириной ленты 1 м→ящичный питатель→ сушильный барабан с шаровой мельницей (или шахтная мельница) → лопастный смеситель с пароводяным орошением → лопастный смеситель с пароводяным орошением→ глинозапасник башенного типа→ вальцы тонкого помола с зазором не более 2 ... 2,5 мм→ вакуумный пресс.
Глины с пониженной карьерной влажностью - (полусухой метод изготовления изделий) рекомендуется подготавливать по следующей схеме: глинорыхлител→ьящичный питатель→ленточный конвейер с магнитным сепаратором→камневыделительные вальцы (ребристые) → ленточный конвейер→сушильный барабан→ отбор крупных и влажных фракций→ вальцы дырчатые → возврат в сушильный барабан→стержневой смеситель →бункер запаса порошка → мешалка смеситель→ пресс полусухого формования
Получаемый полуфабрикат-сырец высушивают до необходимой остаточной влажности и обжигают в кольцевых и туннельных печах непрерывного действия.
Тепловая обработка материалов или изделий по технологическим требованиям производства завершается при вполне определенных конечных температурах нагрева. При этом требования к скорости подъема температур могут быть самые различные.
В большинстве случаев в обжиговых печах непрерывного действия происходит постепенный нагрев материалов с увеличенной зоной подогрева (в целях использования тепла продуктов горения топлива). В каждом сечении печи устанавливаются определенные температуры, поэтому печь условно можно разделить на зоны: сушки, дегидратации, декарбонизации, спекания, охлаждения и т. д.
Основным требованием обжига материалов является нагрев материала до конечной температуры обжига с максимальной скоростью подъема температур.
При плавлении шихтовых материалов в плавильных печах скорость нагрева и плавления материалов должна быть максимальной.
Совершенно другие требования предъявляются к обжигу изделий.
При обжиге керамических огнеупорных изделий требуется не только нагрев до определенной температуры, но также получить изделия высокого качества без изменения формы и без трещин. Здесь режим обжига устанавливается в зависимости от допустимых скоростей нагрева.
В печах периодического действия нагрев изделий сопровождается изменением температур в рабочем пространстве в соответствии с кривой обжига. В этом случае в печи происходит изменение тепловой нагрузки во времени. В непрерывно работающих печах тепловая нагрузка не изменяется во времени, но температура для отдельных зон или участков рабочего пространства печи будет различной. В том и другом случае нагрев изделий происходит по заданному температурному графику, но при разных тепловых режимах.
Тепловой режим печи характеризуется следующими показателями:
тепловой нагрузкой печи, т. е. количеством подводимого тепла в единицу времени;
температурами в рабочем пространстве или в отдельных зонах печи, обеспечивающими необходимую скорость нагрева материала или изделий по заданному графику:
газовой атмосферой в зависимости от требований окислительной или восстановительной среды на различных стадиях процессов нагрева или обжига.
Похожие работы
... не требуют обслуживания и ремонта, то есть являются более эффективными при долговременной эксплуатации. Краснодарский край в течение многих лет является лидером среди регионов России по производству керамического кирпича. Его удельный выпуск сопоставим с развитыми странами и заметно выше среднего по России (табл. 4). /2.3/ Таблица 4 - Удельное производство керамического кирпича Страны ...
... ; -укладка кирпича на поддоны; -складирование готовой продукции; В июне 1997 года на Себряковском комбинате асбестоцементных изделий, Волгоградской области введен в эксплуатацию завод по производству керамического кирпича по предлагаемой технологии. В ноябре 2000 г. там же введен в эксплуатацию второй завод. В настоящее время они аналогов пока не имеют. № Наименование, назначение Кол-во ...
нную технологию и новые материалы. Но создавать керамические изделия можно и дома, используя вполне доступные материалы и оборудование, применяя сравнительно несложную технологию. Технология производства керамических изделий Изготовление керамических изделий включает несколько этапов: приготовление тестообразной массы, формовка изделия, нанесение декора, сушка, обжиг в печи. 1) Глиняное ...
... 4280 tОБЖ=1000оС СО, NО2, СН4 5 Повышение уровня шума оказывает вредное воздействие на организм человека. Производственные процессы на предприятии в разрабатываемом проекте сопровождаются шумом, непревышающим установленные нормы. Контроль шумового воздействия на производстве осуществляется в соответствии с ГОСТ 12.1.003-83 «Шум. Общие требования безопасности» и СН 3223-85 «Санитарные нормы ...
0 комментариев