Навигация
Контактная сварка основана на использовании повышенного омического сопротивления в стыке деталей и осуществляется несколькими способами
33252
знака
0
таблиц
7
изображений
2. Контактная сварка основана на использовании повышенного омического сопротивления в стыке деталей и осуществляется несколькими способами.
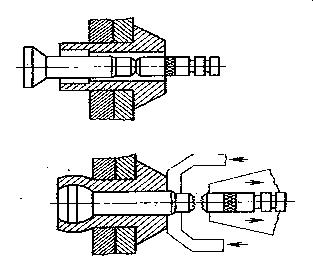
При стыковой контактной сварке через детали пропускают ток, сила которого достигает нескольких тысяч ампер. Основное количество теплоты выделяется в месте стыка, где имеется наибольшее сопротивление; металл в этой зоне разогревается до пластического состояния или даже до поверхностного оплавления. Затем ток выключают, а разогретые детали сдавливают с некоторой силой – происходит сварка металла деталей по всей поверхности стыка. Этот вид сварки рекомендуют применять для стыковых соединений деталей, площадь поперечного сечения которых сравнительно невелика.
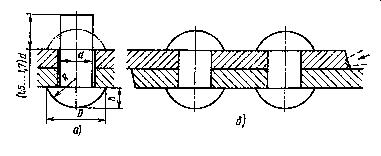
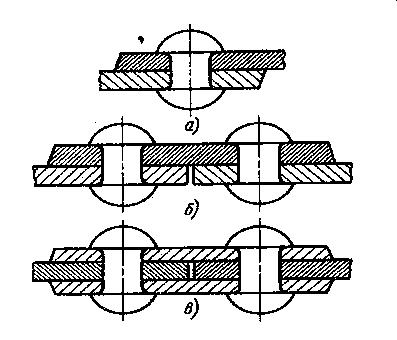
При точечной контактной сварке соединение образуется не по всей поверхности стыка а лишь в отдельных точках, к которым подводят электроды варочной машины.
При шовной контактной сварке узкий непрерывный или прерывистый шов расположен вдоль стыка деталей. Эту сварку выполняют с помощью электродов, имеющих форму дисков, которые катятся в направлении сварки. Точечную и шовную сварку применяют в нахлесточных соединениях преимущественно для листовых деталей толщиной не более 3 – 4 мм и тонких стенок арматурных стенок. В отличии от точечной шовная сварка образует герметичное соединение.
Все рассмотренные виды контактной сварки высокопроизводительны, их широко используют в массовом производстве для сварки труб, арматуры, кузовов автомобилей, металлической обшивки железнодорожных вагонов, корпусов самолетов, тонкостенных резервуаров и т.д.

Рис. 4. Сварное соединение
3.1 Стыковое соединение
Стыковое соединение во многих случаях является наиболее простым и надежным. Его следует применять везде, где допускает конструкция изделия. В зависимости от толщины соединяемых деталей соединение выполняют с обработкой или без обработки кромок, с подваркой и без подварки с другой стороны.
При малых толщинах обработка кромок не обязательна, а при средних и больших толщинах она необходима по условию образования шва на всей толщине деталей. Автоматическая сварка под флюсом позволяет увеличить предельные толщины листов, свариваемых без обработки кромок, примерно к два раза.
Сварить встык можно не только листы или полосы, но также трубы, уголки, швеллеры и другие фасонные профили. Во всех случаях составная деталь получается близкой к целой.
Стыковое соединение может разрушаться по шву, месту сплавления металла шва с металлом детали в зоне термического влияния. Зоной термического влияния называют прилегающий ко шву участок детали, в котором в результате нагревания при сварке изменяются механические свойства металла. Понижение механических свойств в зоне термического влияния особенно значительно при сварке термически обработанных, а также наклепанных сталей. Для таких соединений рекомендуют термообработку и наклеп после сварки. Практикой установлено, что при качественном выполнении сварки разрушение соединения стальных деталей происходит преимущественно в зоне термического влияния.
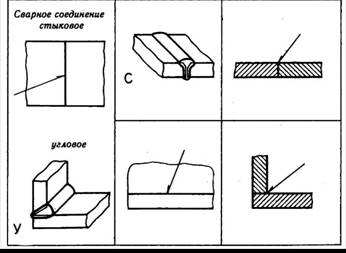
Рис. 5. Виды сварных соединений
3.2 Нахлесточное соединение
Выполняется с помощью угловых швов.
В зависимости от формы поперечного сечения различают угловые швы:
Ø нормальные – наиболее распространены на практике;
Ø улучшенные;
Ø вогнутые – снижают концентрацию напряжений и рекомендуются при действии переменных нагрузок. Вогнутость шва достигается обычно механической обработкой, которая значительно увеличивает стоимость соединения. Поэтому такой шов применяют только в особых случаях, когда оправдываются дополнительные расходы;
Ø выпуклые – образуют резкое изменение сечения деталей в месте соединения, что является причиной повышенной концентрации напряжений. В нагруженных силовых конструкциях не рекомендуется.
4. Соединение пайкой и склеиванием
В отличии от сварки пайка и склеивание позволяют соединять детали не только из однородных, но и из неоднородных материалов, например: сталь с аллюминием6 металлы со стеклом, графитом, фарфором, керамика с полупроводниками: пластмассы, дерево, резина и пр.
При пайке и склеивании кромки детали не расплавляются, что позволяет более точно выдерживать их размеры и форму, а также производить повторные ремонтные соединения. По прочности паяные и клееные соединения уступают сварным в тех случаях, когда материал деталей обладает достаточно хорошей свариваемостью. Исключение составляют соединения тонкостенных элементов типа оболочек, когда имеется опасность прожога деталей при сварке.
Применение пайки и склеивания в машиностроении возрастает в связи с широким внедрением новых конструкционным металлов (например: пластмасс) и высокопрочных легированных сталей, многие из которых плохо свариваются. Примерами применения пайки и склеивания в машиностроении могут служить радиаторы автомобилей и тракторов, камеры сгорания жидкостных реактивных двигателей, лопатки турбин, топливные и масляные трубопроводы и др.
Пайка и склеивание является одним из основных видов соединения в приборостроении, в том числе и радиотехнике, где они являются преимущественно связующими, а не силовыми соединениями.
Процессы пайки и склеивания сравнительно легко поддаются механизации и автоматизации. Во многих случаях применение пайки и склеивания приводит к значительному повышению производительности труда, снижению массы и стоимости конструкций.
Эффективность применения паяных и клееных соединений, их прочность и другие качественные характеристики в значительной степени определяются качеством технологического процесса: правильным подбором типа припоя и клей, температурным режимом, очисткой поверхностей стыка, их защитой от окисления и др.
Похожие работы

... 4. Подшипники качения Исходные данные: радиальная сила ; внутренний диаметр подшипника ; в соединении вращающимся является вал. 1. Для данного соединения можно применить радиальный подшипник средней серии шестого класса точности, например 207, со следующими параметрами: , , , . В рассматриваемом узле вращающимся кольцом является внутреннее, поэтому его посадку на вал производим с натягом, а ...

... использована в машине без ремонта. Их определяют исходя из предельных размеров износа деталей. 2. Основы технологии сборки машин. Применяемое оборудование и инструмент Под сборкой понимают процесс соединения деталей в пары и узлы, деталей в агрегаты, агрегатов, узлов, деталей в машину с соблюдением кинематических схем, посадок, размерных цепей, заданных техническими условиями и сборочными ...
... болта. Обычно назначают σ0 = (0,4?0,7) σT. Для того чтобы соединения работали в расчетных силовых условиях, необходимо контролировать затяжку соединений. 14. Соединения с натягом Соединение деталей машин с натягом - разностью посадочных размеров - осуществляют за счет их предварительной деформации. С помощью натяга соединяют обычно детали с цилиндрическими и реже коническими ...
... об отклонении фрезы от заданной программы обработки; регуляторы, реагирующие на отклонение угловой скорости главного вала машины и устанавливающие нормальную заданную угловую скорость этого вала и т.д. К этим же механизмам относятся и измерительные механизмы по контролю размеров, давления, уровней жидкостей и т.д. К механизмам подачи, транспортировки, питания и сортировки обрабатываемых сред и ...
0 комментариев