Навигация
Соединения деталей посадкой с натягом
33252
знака
0
таблиц
7
изображений
7. Соединения деталей посадкой с натягом
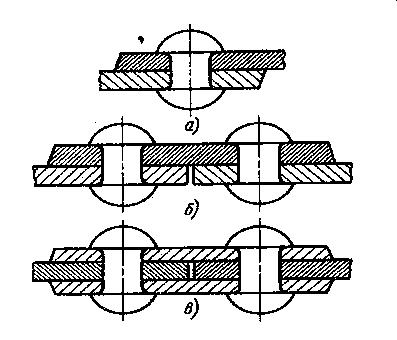
Соединение двух деталей по круговой цилиндрической поверхности можно осуществить непосредственно без применения болтов, шпонок и др. Для этого достаточно при изготовлении деталей обеспечить натяг посадки, а при сборке запрессовать одну деталь в другую.
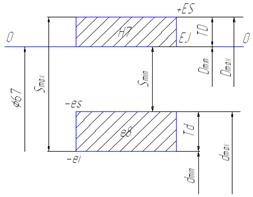
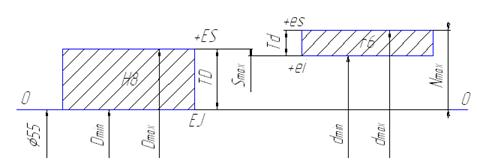
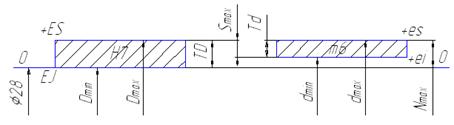
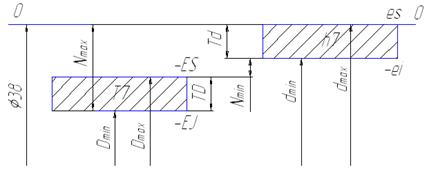
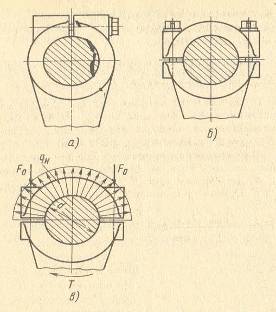
Натягом N называется положительная разность диаметров вала и отверстия: N = B – A. После сборки вследствие упругих и пластических деформаций диаметр d посадочных поверхностей становится общим. При этом на поверхности возникают удельное давление р и соответствующие ему силы трения. Силы трения обеспечивают неподвижность соединения и позволяют воспринимать вращающий момент в осевую силу. Защемление вала во втулке позволяет, кроме того, нагружать соединение изгибающим моментом.
Нагрузочная способность соединения, прежде всего, зависит от натяга, величину которого устанавливают в соответствии с нагрузкой. Практически натяг не очень невелик, он измеряется микрометрами и не может быть выполнен точно. Неизбежные погрешности приводят к рассеиванию натяга а следовательно и к рассеиванию нагрузочной способности соединения.
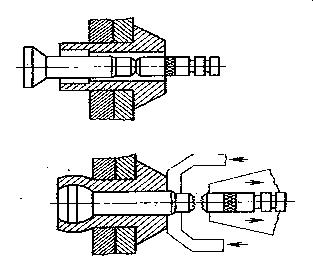
Сборку соединения выполняют одним из трех способов: прессованием, нагревом втулки , охлаждением вала.
Прессование – распространенный и несложный способ сборки. Однако этому способу свойственны недостатки: смятие и частичное срезание (шабровка) шероховатостей посадочных поверхностей, возможность неравномерных деформаций деталей и повреждения от торцов. Шабровка и смятие шероховатостей приводят к ослаблению прочности соединения до полутора раз по сравнению со сборкой нагревом или охлаждением. Для облегчения сборки и уменьшения шабровки концу вала и краю отверстия рекомендуется придавать коническую форму.
Шабровка поверхностей контакта устраняется полностью при сборке по методу нагревания втулки (200 - 400˚С) или охлаждения вала (твердая углекислота -79 ˚С). Недостатком метода нагревания является возможность изменения структуры металла, появления окалины и коробления. Метод охлаждения свободен от этих недостатков.
7.1 Оценка и область применения
Основное положительное свойство соединения с натягом – его простота и технологичность. Это обеспечивает сравнительно низкую стоимость соединения и возможность его применения в массовом производстве. Хорошее центрирование деталей и распределение нагрузки по всей посадочной поверхности позволяют использовать соединение в современных высокоскоростных машинах.
Существенный недостаток соединения с натягом – зависимость его нагрузочной способности от ряда факторов, трудно поддающихся учету: широкого рассеивания величин коэффициента трения и натяга, влияние рабочих температур на прочность соединения и т.д. К недостаткам соединения также относятся наличие высоких сборочных напряжений в деталях и уменьшение их сопротивления усталости вследствие концентрации давления у краев отверстия. Влияние этих недостатков снижается по мере накопления результатов экспериментальных и теоретических исследований, позволяющих совершенствовать расчет, технологию и конструкцию соединения. Развитие технологической культуры и особенно точности производства деталей обеспечивает этому соединению все более широкое применение. С помощью натяга с валом соединяют зубчатые колеса, маховики, подшипники качения, роторы электродвигателей, диски турбин и др. Соединения с натягом могут быть основными вспомогательными. В первом случае большая доля нагрузки воспринимается посадкой, а шпонка только гарантирует прочность соединения. Во втором случае посадку используют для частичной разгрузки шпонки и центрирования деталей.
Заключение
Детали, составляющие машину связаны между собой тем или иным способом. Эти связи можно разделить на подвижные (различного рода шарниры, подшипники и т.д.) и неподвижные (резьбовые, сварные и т.д.). Неподвижные связи в технике называют соединениями.
Соединения являются важными элементами конструкций. Многие аварии и прочие неполадки в работе машин и сооружений обусловлены неудовлетворительным качеством соединений.
Основным критерием работоспособности расчета соединений является прочность. Необходимо стремиться к тому, чтобы соединение было равнопрочным с соединяемыми элементами. Желательно, чтобы соединение не искажало форму изделия, не вносило дополнительных элементов в его конструкции и т.п.
По признаку разъёмности все виды соединений можно разделить на разъемные и неразъемные:
1) Разъемные соединения позволяют разъединять детали без всяких повреждений. К ним относятся резьбовые, штифтовые, клеммовые, шпоночные, шлицевые и профильные соединения.
2) Неразъемные соединения не позволяют разъединять детали без их повреждений. Применение неразъемных соединений обусловлено в основном технологическими и экономическими требованиями. К этой группе соединений относятся заклепочные, сварные и соединения с натягом.
Список литературы
1. Артоболевский И. И. Теория механизмов и машин. – М.: Наука, 1988.
2. Биргер И. А., Иосилевич Г. Б. Резьбовые и фланцевые соединения. – М.:Машиностроение,1990.
3. Воробьев Н. В. Цепные передачи. – М.: Машиностроение, 1968.
4. Детали машин. Атлас конструкций. Под ред. Решетова Д. Н. Части I и II. = М.:Машиностроение, 1992.
5. Иванов М. Н., Иванов В.Н. Детали машин. Курсовое проектирование. – М.: Высшая школа, 1975.
6. Иосилевич Г. Б. Детали машин. – М.: Машиностроение, 1988
7. Кудрявцев В. Н. Детали машин. – Л.: Машиностроение, 1980.
8. Николаев Г. А., Винокуров В. А. Сварные конструкции. Расчет и проектирование. – М.: Машиностроение,1990.
9. Решетов Д. Н. Детали машин. – М.: Машиностроение, 1989.
10. Хряпин В. И. Справочник паяльщика. – М.:Машиностроение, 1981.
Похожие работы

... 4. Подшипники качения Исходные данные: радиальная сила ; внутренний диаметр подшипника ; в соединении вращающимся является вал. 1. Для данного соединения можно применить радиальный подшипник средней серии шестого класса точности, например 207, со следующими параметрами: , , , . В рассматриваемом узле вращающимся кольцом является внутреннее, поэтому его посадку на вал производим с натягом, а ...

... использована в машине без ремонта. Их определяют исходя из предельных размеров износа деталей. 2. Основы технологии сборки машин. Применяемое оборудование и инструмент Под сборкой понимают процесс соединения деталей в пары и узлы, деталей в агрегаты, агрегатов, узлов, деталей в машину с соблюдением кинематических схем, посадок, размерных цепей, заданных техническими условиями и сборочными ...
... болта. Обычно назначают σ0 = (0,4?0,7) σT. Для того чтобы соединения работали в расчетных силовых условиях, необходимо контролировать затяжку соединений. 14. Соединения с натягом Соединение деталей машин с натягом - разностью посадочных размеров - осуществляют за счет их предварительной деформации. С помощью натяга соединяют обычно детали с цилиндрическими и реже коническими ...
... об отклонении фрезы от заданной программы обработки; регуляторы, реагирующие на отклонение угловой скорости главного вала машины и устанавливающие нормальную заданную угловую скорость этого вала и т.д. К этим же механизмам относятся и измерительные механизмы по контролю размеров, давления, уровней жидкостей и т.д. К механизмам подачи, транспортировки, питания и сортировки обрабатываемых сред и ...
0 комментариев