Навигация
Соединения деталей и узлов машин
71478
знаков
1
таблица
27
изображений
РЕФЕРАТ
На тему: «Соединения деталей и узлов машин»
Проверил:
_________________ Иванов Л. П.
<<_____>>________________2008 г.
Выполнил: Кузнецов Н.П.
<<_____>>________________2008 г.
Оренбург 2008
Содержание
1 Общие сведения о соединениях........................................................ 3
2 Клеммовые соединения..................................................................... 3
3 Клеевые соединения.......................................................................... 4
4 Заклепочные соединения................................................................... 5
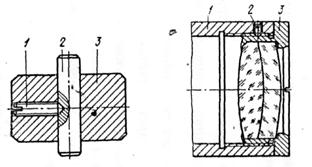
5 Конические соединения..................................................................... 10
6 Клиновые соединения....................................................................... 12
7 Профильные соединения................................................................... 14
8 Сварные соединения......................................................................... 15
9 Паяные соединения........................................................................... 19
10 Шлицевые соединения..................................................................... 21
11 Штифтовые соединения................................................................... 25
12 Шпоночные соединения.................................................................. 27
13 Резьба............................................................................................... 29
14 Соединения с натягом..................................................................... 34
Список использованной литературы.................................................. 43
1. Общие сведения о соединениях
Общей тенденцией развития соединений является приближение их к целым деталям и удовлетворение условию равнопрочности с соединенными элементами. Иначе материал соединяемых элементов не будет полностью использован.
Соединения по признаку возможности разборки делят на неразъемные, которые нельзя разобрать без разрушения или повреждения (заклепочные, сварные), и разъемные, позволяющие повторные сборку и разборку (резьбовые, клиновые, шлицевые и др.).
Неразъемные соединения осуществляются силами молекулярно-механического сцепления (сварные, паяные, клеевые) или механическими средствами (клепаные, соединения с натягом, вальцованные).
Соединения элементов сосудов и трубопроводов, содержащих жидкости или газы, должны удовлетворять условиям плотности (герметичности). Для этого контактирующие поверхности механических соединений должны быть сжаты давлением, существенно превышающим давление среды.
2. Клеммовые соединения
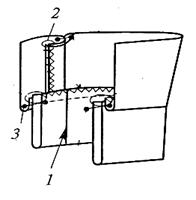
Клеммовыми называют фрикционные соединения деталей с соосными цилиндрическими посадочными поверхностями, в которых требуемое радиальное давление (натяг) и фиксация за счет сил трения создаются путем деформации изгиба охватывающей детали затянутыми болтами (в соответстивии с рисунком 1).
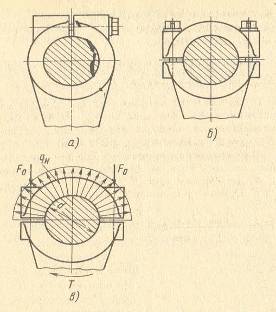
Рисунок 1 – Клеммовые соединения
Эти соединения применяют для передачи вращающего момента и осевой силы между валами, осями и призматическими деталями (рычагами, щеками сборных коленчатых валов, частями установочных колец и т. п.).
При проектировании соединения обычно требуется определить силу затяжки, обеспечивающую взаимную фиксацию деталей и передачу требуемого вращающего момента, а также оценить прочность болта (болтов) и охватывающей детали (клеммы).
В приближенном расчете можно принять, что контактные напряжения от затяжки равномерно распределены по поверхности контакта (как в соединении с натягом). Тогда средние контактные напряжения qв связаны со сдвигающей нагрузкой Q соотношением
![]()
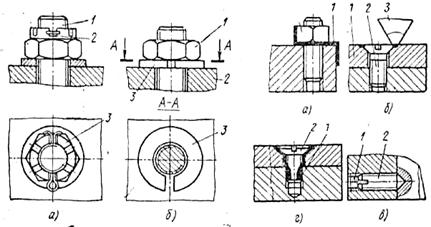
Если соединение имеет п болтов (в одном или двух рядах, см. рис. 5, б), затянутых силой Fо, то условие равновесия клеммы (рис. 5, в) имеет вид пFо=qld.
Учитывая равенство и последнее соотношение, получим
![]()
Диаметр резьбы болта для обеспечения такой силы затяжки

где [σP] – допускаемое напряжение для материалов болта.
Оценку прочности клеммы можно выполнить путем расчета методом конечных элементов или по теории колец.
3. Клеевые соединения
Клеевые соединения - это соединения неметаллическим веществом посредством поверхностного схватывания (адгезии) и внутренней межмолекулярной связи (когезии) в клеящем слое.
Достоинствами этих соединений являются: возможность соединения деталей из разнородных материалов, соединения тонких листов, пониженная концентрация напряжений и хорошее сопротивление усталости, возможность обеспечения герметичности, уменьшенная масса, возможность получения гладкой поверхности изделия.
Применяемые в машиностроении клеи подразделяют на термореактивные - эпоксидные, полиэфирные, фенолоформальдегидные, полиуретановые; термопластичные на основе полиэтилена, поливенилхлорида; эластомеры на основе каучуков. При нормальной температуре 18?20 °С предел прочности на сдвиг большинства клеев 10?20 МПа (предельные достигаемые значения 30?50 МПа); при 200?250 °С снижается на 30?50 %.
Клеи на основе кремнийорганических соединений и неорганических полимеров (в частности, ВК2) обладают теплостойкостью до 700?1000 °С, но меньшей прочностью и повышенной хрупкостью.
Наряду с жидкими клеями применяют клеи в виде пленок, которые вкладывают между соединяемыми деталями, а потом нагревают и сжимают.
Основным недостатком клеевых соединений является их слабая работа на неравномерный отрыв, что накладывает требования на конструкцию соединений. Наиболее широко применяют соединения внахлестку, работающие на сдвиг. Стыковые соединения для обеспечения прочности выполняют по косому срезу (на «ус») или предусматривают накладки. При увеличении толщины клеевого слоя прочность падает. Оптимальная толщина слоя 0,05?0,15 мм.
Успешно применяют клей для повышения прочности сопряжения зубчатых колес с валами и зубчатых венцов со ступицами. Клей начинают использовать при установке наружных колец подшипников качения в корпус, для уплотнения и стопорения резьбовых соединений, для присоединения пластинок режущего инструмента.
Для особопрочных соединений, испытывающих произвольную нагрузку, включая неравномерный отрыв, и вибрационную нагрузку, применяют комбинированные соединения, клеесварные и клеезаклепочные, клеерезьбовые.
Комбинированные соединения обеспечивают равнопрочность с целыми листами и широко применяются в ответственных машинах (в частности, в тяжелых самолетах соединяемые поверхности по несколько сот квадратных метров).
Клеесварные соединения выполняют обычно в виде сочетания клеевых и точечных сварных швов. Толстые листы соединяют двухрядными швами с шахматным расположением точек. Точечную сварку преимущественно производят по жидкому (эпоксидному) клею.
Клеезаклепочные соединения еще прочнее клеесварных. Их обычно выполняют по незатвержденному (фенольному БФ-1, БФ-2 и др.) клею, что исключает необходимость сдавливания соединяемых листов при склеивании.
Успешно применяют клееболтовые соединения.
Рассеяние энергии в клеевых соединениях на 20?30 % больше, чем в обычных фрикционных.
Похожие работы
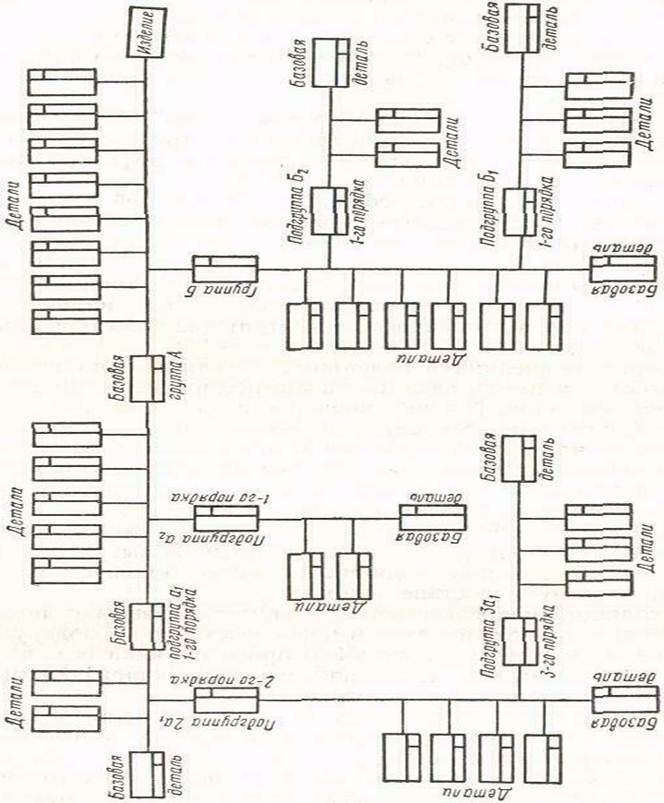
... в освоенный технологический процесс. Это является большим недостатком метода повторных сборок. В тех случаях, когда технология сборки только разработана, но еще не внедрена в производство, анализ технико-экономических характеристик сборочного процесса можно произвести по методу, разработанному доктором техн. наук Н. А. Бородачевым. Для этой цели все операции разработанного технологического ...

... , применением унифицированной технологии, применением параллельной и параллельно-последовательной обработки, максимальной механизацией технологических процессов. Предлагаемые модели женских костюмов имеют одну технологичную конструктивную основу, что дает возможность применить наиболее эффективные методы изготовления одежды, исключить потери рабочего времени при смене моделей в потоке. При ...
... винта, снять крышку с узлом электропривода, вынуть барабан, удалить белье. Собрать машину в обратной последовательности 2.2 Анализ существующего технологического процесса ремонта стиральных машин барабанного типа Производственным процессом ремонта называется вся совокупность действий, осуществляемых с момента поступления объектов ремонта на завод или в мастерскую до получения полностью ...
... кулачков, маховичков, шкивов на валы и оси с последующей фиксацией их винтами, гайками, штифтами или другими деталями, обеспечивающими жесткое соединение. При изготовлении оптико-механических приборов для соединения зубчатых колес с валами используют шлицевые детали. Шлицы выполняют по наружной поверхности охватываемой детали и по внутренней поверхности охватывающей детали. Форма шлицев бывает ...
0 комментариев