Навигация
Обработка конструкционных материалов на малогабаритном широкоуниверсальном станке
22762
знака
1
таблица
16
изображений
2. Обработка конструкционных материалов на малогабаритном широкоуниверсальном станке
Назначение и область применения станка
Малогабаритный широкоуниверсальный станок мод.ЕРТ03 (ЕРТ03-1) предназначен для различных видов механической обработки деталей из металлов, пластмасс и древесины. Отличительной особенностью станка модели ЕРТ03 (ЕРТ03-1) является возможность переналадки базового токарного варианта в различные горизонтально-вертикально-фрезерные сверлильные и деревообрабатывающие наладки. На станке можно выполнять токарные, резьбонарезные, сверлильно-расточные и фрезерные операции. Дополнительные приспособления и оснастка дают возможность проводить на станке и такие операции как отрезка, распиловка, прорезка пазов, строгально-фуговальные операции при обработке древесины, а также зачистка, шлифование и полирование поверхностей деталей, заточка инструмента.

Рис.15. Малогабаритный широкоуниверсальный станок мод.ЕРТ03 (ЕРТ03-1)
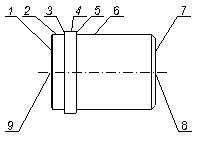
Основные узлы и органы управления станком (рис. 2.1.):
1 - основание (станина) станка;
2 - рукоятка включения механической продольной подачи;
3 - крышка гитары сменных зубчатых колес продольной подачи (коробка подач);
4 - рукоятка переключения диапазонов (А и Б) частот вращения шпинделя ;
5 - шпиндельная коробка;
6 - индикатор включения электрооборудования;
7 - рукоятка включения прямого или обратного вращения шпинделя;
8 - кнопка «пуск» включения блока электрооборудования станка;
9 - кнопка «стоп» для выключения блока электрооборудования станка)
10 - крышка шпиндельной коробки;
11 - стойка вертикального перемещения шпиндельной коробки с подвижной кареткой;
12 - крышка блока электрооборудования станка;
13 - маховик вертикального перемещения шпиндельной коробки;
14 - винт вертикального перемещения стойки;
15 - кожух ограждения электродвигателя и блока электрооборудования станка;
16 - болт крепления каретки на стойке вертикального перемещения шпиндельной коробки;
17 - трех кулачковый патрон;
18 - резцедержка;
19 - суппорт;
20 - рукоятка зажима пиноли задней бабки;
21 - задняя бабка;
22 - маховик перемещения пиноли задней бабки;
23 - маховик ручного продольного перемещения суппорта;
24 - ходовой винт продольного перемещения суппорта;
25 - маховик поперечного перемещения стола суппорта.
Основные технические характеристики станка
| Наибольшие размеры обрабатываемого изделия, мм: | |
| - в центpax (диаметр х длина) | 105 х 440 (105х220) |
| - в патроне (диаметр над суппортом) | 230 |
| - на столе (длина х ширина х высота) | 140 х 160 х 180 |
| Наибольший диаметр устанавливаемого изделия | |
| на планшайбе или в патроне, мм | 600 |
| Наибольший диаметр сверления, мм | 10 |
| Диаметр отверстия в шпинделе, пинали задней | Конус Морзе 2 АТ6 |
| бабки и вертикально-фрезерной головки | (ГОСТ 2848-75) |
| Наибольшие перемещения рабочих органов, мм: | |
| - продольное суппорта при точении | 440 (220) |
| - продольное суппорта при фрезеровании | 600 (480) |
| - поперечное суппорта | 100 |
| - вертикальное шпиндельной коробки | 180 |
| - пиноли задней бабки | 50 |
| Наибольшие наладочные перемещения стойки, мм: | |
| - вертикальное | 80 |
| - горизонтальное | 420 |
| Наибольший ход зажимных губок тисок, мм | 100 |
| Поворот резцедержки, град. | 90 х 4 |
| Наибольшие размеры деревообработки, mmi | |
| - толщина распиловки (дисковой пилой) | 35 |
| - ширина фугования | 100 |
| Наибольший ход вертикального стола, мм | 100 |
| Наибольший ход подвижной резцедержки, мм | 70 |
| Угол поворота подвижной резцедержки, град | 45 |
| Наибольший угол поворота вертикально-фрезерной головки, град | 45 |
| Количество ступеней частот вращения шпинделя | 6 |
| Диапазон частот вращения шпинделя, 1/мин. | 160...2500 |
| Продольная механическая подача, мм/об. | 0,1… 0,16 |
| Шаг нарезаемых резьб: | |
| - метрических, мм | 0,5...2,5 |
| - дюймовых, п/1» (ниток на дюйм) | 10...20 |
| Цена деления лимба маховика, мм | |
| - суппорта, шпиндельной коробки и продольной подачи | 0,02 |
| - пиноли задней бабки | 0,04 |
| Мощность электродвигателя, квт | 0,37 |
| Питание электрооборудования | Однофазное, 220B; 50 Гц |
| Габарит станка (длина х ширина х высота), мм | 1120х680х640 |
| Масса (без оснастки и инструмента), кг | 160 |
Похожие работы
... повышенной гибкости с высокими технологическими показателями работы. Цель данной курсовой работы – решение инженерных задач по изучению и разработке средств автоматизации машиностроения; углубление и закрепления полученных знаний при изучении промышленных роботов и робототехнических комплексов. 1. Выбор заготовок Выбор метода получения заготовки. 1.1.1 Заготовку детали 1 «упор» 938.01.03. ...
... поршня 40 40 40 Диаметр штока 20 20 20 8. Компоновка средств автоматизации загрузки и транспортной системы совместно с используемым токарным оборудованием На основе полученных результатов проделанной работы, используя [6], [7], подготавливаем общий вид робототехнического комплекса. На чертеже общего вида покажем вид в плане РТК, а также дополнительно виды и сечения для пояснения ...
... станка отражаются основные признаки классификации: токарно-револьверный одношпиндельный прутковый автомат, токарный одношпиндельный автомат продольного точения, токарный шестишпиндельный горизонтальный прутковый автомат, токарный восьмпшпиндельный вертикальный полуавтомат, токарно-копировальный полуавтомат для обработки профиля кулачков распределительного вала специализированный и т.п. Основные ...





... ;в=6 кг/мм2 – предел прочности деформируемого материала при температуре окончания штамповки. Мм=1781,9 кг=1,8 т. В соответствии с расчетом для штамповки заготовки зубчатого колеса по ОСТ 2КП12 – 1 – 87 выбираем паровоздушный молот с массой падающих частей 2 тонны. 2. Обработка металлов резанием 2.1 Введение Обработка металлов резанием – технологические процессы обработки металлов путем ...
0 комментариев