Навигация
Разработать модель процесса управления данным РКК на сетях Петри
25773
знака
27
таблиц
20
изображений
5. Разработать модель процесса управления данным РКК на сетях Петри
Основная задача, стоящая на данном этапе проектирования, заключается в составлении иерархии графов операций (сетей Петри), описывающих поведение РКК. Операции, реализуемые в комплексе, будем подразделять на простейшие и составные. К простейшим операциям относятся действия, инициированные однократным изменением значений логических переменных I,Z,G, а также выполнение сдвига содержимого лент в следящей модели и других математических операций. Формально простейшей является также "пустая" операция, соответствующая ожиданию ("пустая" позиция сети). Составные операции представляют собой совокупность простейших.
На верхнем уровне иерархической системы сетей большинство позиций соответствует составным операциям, т.е. являются стратифицированными. Они раскрываются сетями нижестоящего уровня иерархии, причем процесс раскрытия продолжается до тех пор, пока не будут получены сети, позиции которых соответствуют только простейшим операциям.
Разобьем управление РКК и соответствующую сеть Петри на три иерархических уровня:
I. Управление РКК;
II. Управление агрегатами;
III. Движение агрегатов.
Сеть первого уровня показывает общую синхронизацию работы агрегатов и разбивку цикла управления на такты. Сети второго уровня определяют логику запуска агрегатов и соответствующие варианты их работы. Сети третьего уровня описывают движение исполнительных механизмов.
Такая разбивка позволяет более компактно и наглядно изобразить процесс и оптимально (в функциональном смысле) реализовать его в общем случае различными средствами (программными или аппаратными).
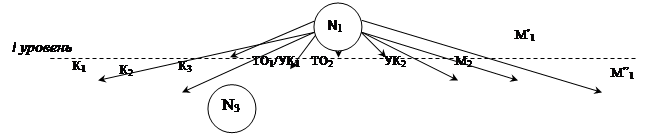
Для наглядности и удобства представим иерархию сетей в виде дерева их отношений:

 |  |  |  |  |  |  | |||||||

После составления модели процесса управления производятся математическое описание и анализ полученной сети.
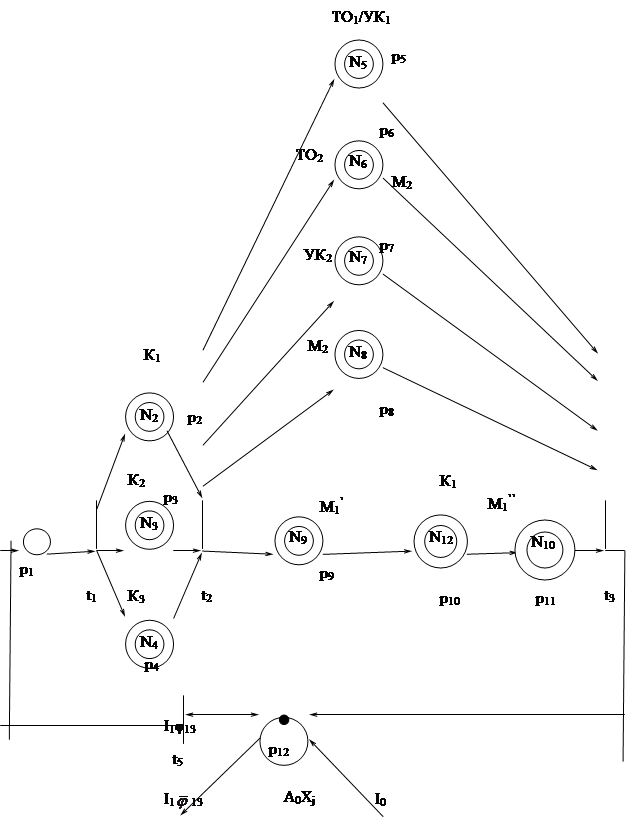
На самом верхнем, I уровне управление производится по следующему алгоритму:
 | |||
 | |||
В комплексе, данном по условию задания, последовательно выполняемые технологические операции имеют различную длительность (отличающуюся в два раза). Для устранения задержки технологи "расшивают" узкое место, ставя параллельно два конвейера с идентичными "медленными" агрегатами. При этом получается данная схема РКК, где перемещение К1 в два раза выше, чем К2 и К3.
За общий цикл работы данной схемы два раза сдвигается конвейер К1 один раз отрабатывают агрегаты ТО1/УК1, ТО2 и УК2, один раз сдвигаются конвейеры К2 и К3. Манипуляторы М1 и М2 также имеют две последовательные фазы работы.
Если при включенном комплексе в начале цикла какой-либо из механизмов не находится в исходном положении, то I1 ![]() 13=1, открывается переход t6 и маркер попадает в позицию р13. При этом оператору выдается сигнал А0 об аварии и показания всех датчиков исходного положения. После устранения неисправности и нажатия кнопки послеаварийного пуска I0=1,открывается переход t7 и маркер возвращается в р12.
13=1, открывается переход t6 и маркер попадает в позицию р13. При этом оператору выдается сигнал А0 об аварии и показания всех датчиков исходного положения. После устранения неисправности и нажатия кнопки послеаварийного пуска I0=1,открывается переход t7 и маркер возвращается в р12.
Если I1φ13=1, то через цепочку t5 – p1 – t1 маркер попадает в позиции р2, p3, p4, инициируя одновременную работу конвейеров К1, К2 и К3.
Проследим последовательно все ветки дерева управления РКК.
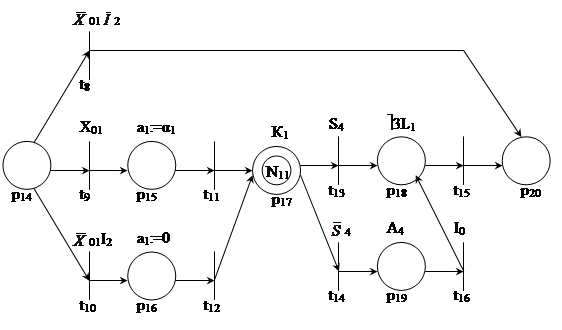 Сеть N2 (II уровня) для управления К1:
Сеть N2 (II уровня) для управления К1:
Если в ячейке Я1 на входе конвейера К1 есть заготовка, то Х01=1, открывается переход t9, и маркер проходит в позицию р15, где инициируется запись в СМ а1:= a1 о наличии заготовки в Я1 конвейера К1.Далее через t11 маркер попадает в р17, и начинается движение К1.
Если в ячейке Я1 на входе конвейера К1 заготовки нет, но включен режим непрерывной работы, то ![]() 01I2 = 1, и маркер через t10 проходит в р16, при этом в СМ производится запись а1:=0 об отсутствии детали в Я1 конвейера К1. Далее также инициируется движение конвейера К1.
01I2 = 1, и маркер через t10 проходит в р16, при этом в СМ производится запись а1:=0 об отсутствии детали в Я1 конвейера К1. Далее также инициируется движение конвейера К1.
При отсутствии заготовки на входе и режиме "по поступлению детали" ![]() 01
01![]() 2 = 1, и маркер через переход t8 попадает на выход сети (позиция р20), не вызывая движения конвейера К1.
2 = 1, и маркер через переход t8 попадает на выход сети (позиция р20), не вызывая движения конвейера К1.
После перемещения конвейера на переходах t13 – t14 анализируется сбой К1 по значению переменной S4, которое формируется в сети N11 третьего уровня. Если S4=1 (сбоя нет), маркер проходит в р18, инициируя сдвиг содержимого ленты L1 на три двоичных ячейки (Уi1, Уi2, Уi3) вправо. В случае сбоя ![]() 4 = 1, маркер через переход t14 попадает в р19, при этом оператору выдается сигнал А4 об аварии на К1. После устранения неисправности и нажатия кнопки послеаварийного пуска I0=1, маркер проходит в р18 с выполнением соответствующих действий в СМ и далее – на выход сети.
4 = 1, маркер через переход t14 попадает в р19, при этом оператору выдается сигнал А4 об аварии на К1. После устранения неисправности и нажатия кнопки послеаварийного пуска I0=1, маркер проходит в р18 с выполнением соответствующих действий в СМ и далее – на выход сети.
Сеть N11 (III уровня), для описания движения К1 (и по аналогии – N12 и N13, движение К2 и К3):
 | |||
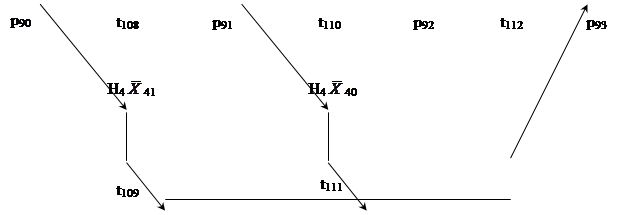 | |||
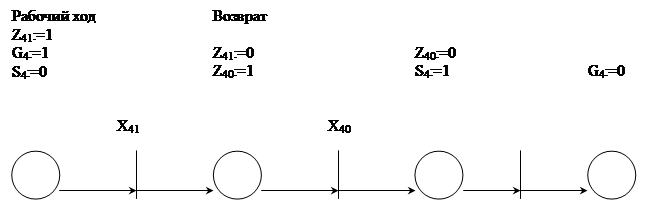
Верхняя ветвь сети N11 описывает управление гидроприводом К1. В позиции р90 выдается сигнал Z41:=1 на рабочий ход штока гидроцилиндра. После ответа датчика Х41=1 о его выполнении маркер через t108 проходит в р91, где выключается рабочий ход (Z41: = 0) и включается возврат (Z40: = 1) штока гидроцилиндра. При появлении сигнала Х40 = 1 о возврате штока маркер через t110 попадает в p92, при этом отключается подача жидкости в гидроцилиндр.
Нижние ветви сети служат для контроля времени движения штока. В позиции р90 одновременно с сигналом Z41: = 1 включается таймер G4:=1 и S4 присваивается значение 0. Если все действия гидропривода уложились в контрольное время τ4 (Н4=0), то переходы t109 и t111 закрыты, и маркер проходит по верхней ветви, где в р92 переменной S4 присваивается значение 1 (сбоя нет). Если же выдержка τ4 истекла (Н4=1), а какой-либо из датчиков Х41 или Х40 не ответил, открывается соответствующий переход (t109 или t111), и маркер по нижней ветви уходит в р93. При этом выполнение операции прекращается и переменная исправности конвейера К1 остаётся S4:=0 (сбой).
Сети N12 и N12, описывающие движение К2 и К3, по конфигурации идентичны сети N11 и работают аналогично.
Сеть N3 и N4 (II уровня) для управления К2 и К3:
 | |||
| |||

 | |||
 | |||
Сеть N5 (II уровня) для управления ТО1/УК1:
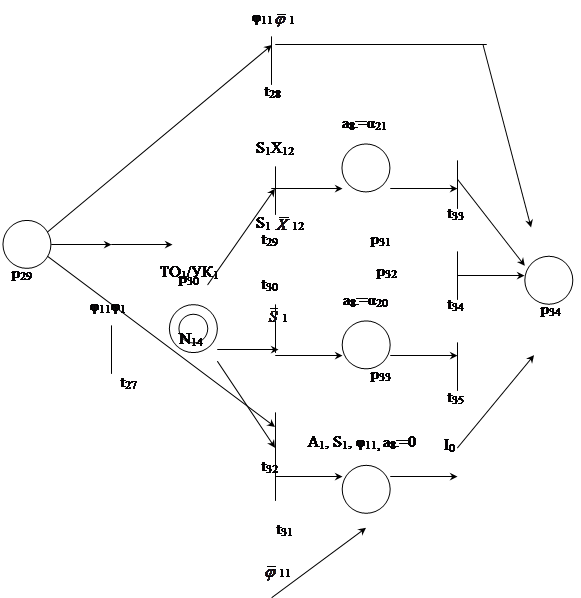
При наличии детали в ячейке Я8 конвейера К2 и отсутствии брака ТО1 в двух предыдущих циклах подряд, φ11φ1 = 1, маркер через переход t27 попадает в позицию р30, инициируя работу TO1/ УК1.
После отработки TO1/УК1 анализируется наличие сбоя и качество операции. При отсутствии сбоя и удовлетворительном качестве S1X12=1, маркер через t29 проходит в р31, при этом в СМ производится запись а8:=α21 (годная деталь). Если качество операции неудовлетворительное, то S1![]() 12=1, маркер попадает в позицию р32, где производится запись а8=α20 (брак), далее – на выход сети.
12=1, маркер попадает в позицию р32, где производится запись а8=α20 (брак), далее – на выход сети.
В случае сбоя (![]() 1=1) открывается переход t31, и маркер попадает в позицию р33. При этом оператору выдается сигнал А1 об аварии в ТО1 и значения переменных S1 и φ11, а также в СМ производится запись а8:=0 (при ремонте деталь удаляется из ячейки наладчиком). После устранения неисправности оператор дает сигнал I0=1, и маркер через t35 попадает на выход сети.
1=1) открывается переход t31, и маркер попадает в позицию р33. При этом оператору выдается сигнал А1 об аварии в ТО1 и значения переменных S1 и φ11, а также в СМ производится запись а8:=0 (при ремонте деталь удаляется из ячейки наладчиком). После устранения неисправности оператор дает сигнал I0=1, и маркер через t35 попадает на выход сети.
Если перед началом работы TO1/УК1 обнаружен двойной брак ТО1 (в двух предыдущих циклах), ![]() 11 = 1, то маркер через открытый переход t32 попадает в р33, инициируя действия, описанные для случая сбоя, без запуска агрегата ТО1/УК1.
11 = 1, то маркер через открытый переход t32 попадает в р33, инициируя действия, описанные для случая сбоя, без запуска агрегата ТО1/УК1.
Если перед началом работы TO1/УК1 обнаружено отсутствие детали в Я8 конвейера К2, и не было двойного брака ТО1 в предыдущих циклах,маркер через t28 (φ11![]() =1) пропускается на выход сети без запуска TO1/УК1.
=1) пропускается на выход сети без запуска TO1/УК1.
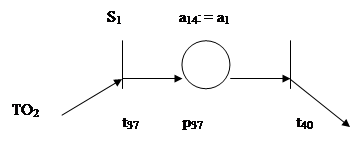
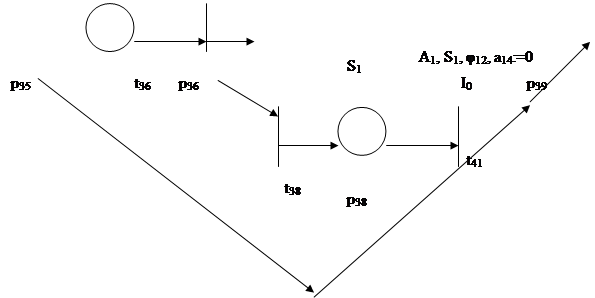
Сеть N6 (II уровня) для управления ТО2:
 | |||||
| |||||
 | |||||


При наличии детали в ячейке Я14 конвейера К3 брака ТО2 в двух предыдущих циклах подряд, φ12φ2 = 1, маркер через переход t36 попадает в позицию р36, инициируя работу TO2.
После отработки TO2 анализируется наличие сбоя. При отсутствии сбоя S1=1, маркер через t37 проходит в р37, при этом в СМ производится запись а8:=α1.
В случае сбоя (![]() 1=1) открывается переход t40, и маркер попадает в позицию р39. При этом оператору выдается сигнал А1 об аварии в ТО2 и значения переменных S1 и φ12, а также в СМ производится запись а14:=0 (при ремонте деталь удаляется из ячейки наладчиком). После устранения неисправности оператор дает сигнал I0=1, и маркер через t41 попадает на выход сети.
1=1) открывается переход t40, и маркер попадает в позицию р39. При этом оператору выдается сигнал А1 об аварии в ТО2 и значения переменных S1 и φ12, а также в СМ производится запись а14:=0 (при ремонте деталь удаляется из ячейки наладчиком). После устранения неисправности оператор дает сигнал I0=1, и маркер через t41 попадает на выход сети.
Если перед началом работы TO1/ обнаружен двойной брак ТО1 (в двух предыдущих циклах), ![]() 12 = 1, то маркер через открытый переход t37 попадает в р33, инициируя действия, описанные для случая сбоя, без запуска агрегата ТО1/УК1.
12 = 1, то маркер через открытый переход t37 попадает в р33, инициируя действия, описанные для случая сбоя, без запуска агрегата ТО1/УК1.
Если перед началом работы TO1/УК1 обнаружено отсутствие детали в Я14 конвейера К2 маркер через t39 (φ12![]() =1) пропускается на выход сети без запуска TO2.
=1) пропускается на выход сети без запуска TO2.
|


 | |||
| |||

![]()

![]()
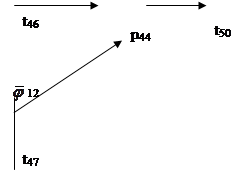
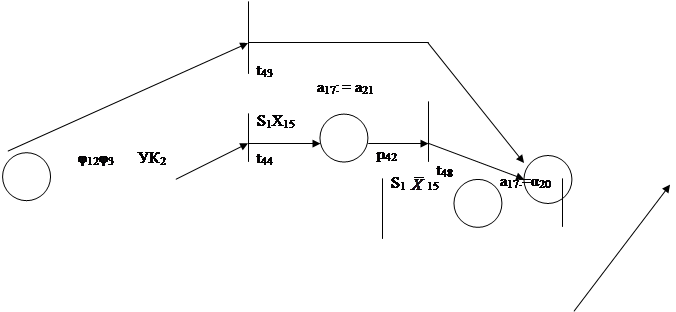
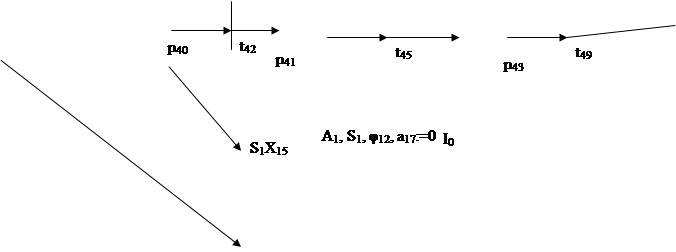
При наличии годной детали в ячейке Я17 конвейера К3 и отсутствии брака ТО2 в двух предыдущих циклах подряд, φ12φ3 = 1, маркер через переход t42 попадает в позицию р41, инициируя работу УК2.
После отработки УК2 анализируется наличие сбоя и качество операции. При отсутствии сбоя и удовлетворительном качестве S1X15=1, маркер через t44 проходит в р42, при этом в СМ производится запись а17:=α21 (годная деталь). Если качество операции неудовлетворительное, то S1![]() 15=1, маркер попадает в позицию р43, где производится запись а17=α20 (брак), далее – на выход сети.
15=1, маркер попадает в позицию р43, где производится запись а17=α20 (брак), далее – на выход сети.
В случае сбоя (![]() 1=1) открывается переход t46, и маркер попадает в позицию р44. При этом оператору выдается сигнал А1 об аварии в ТО1 и значения переменных S1 и φ12, а также в СМ производится запись а17:=0 (при ремонте деталь удаляется из ячейки наладчиком). После устранения неисправности оператор дает сигнал I0=1, и маркер через t50 попадает на выход сети.
1=1) открывается переход t46, и маркер попадает в позицию р44. При этом оператору выдается сигнал А1 об аварии в ТО1 и значения переменных S1 и φ12, а также в СМ производится запись а17:=0 (при ремонте деталь удаляется из ячейки наладчиком). После устранения неисправности оператор дает сигнал I0=1, и маркер через t50 попадает на выход сети.
Если перед началом работы УК2 обнаружен двойной брак ТО2 (в двух предыдущих циклах), ![]() 12 = 1, то маркер через открытый переход t47 попадает в р44, инициируя действия, описанные для случая сбоя, без запуска агрегата УК2.
12 = 1, то маркер через открытый переход t47 попадает в р44, инициируя действия, описанные для случая сбоя, без запуска агрегата УК2.
Если перед началом работы УК2 обнаружено отсутствие детали в Я17 конвейера К3, и не было двойного брака ТО1 в предыдущих циклах,маркер через t28 (φ12![]() =1) пропускается на выход сети без запуска УК2.
=1) пропускается на выход сети без запуска УК2.
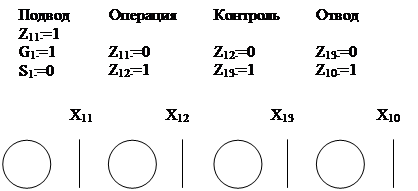
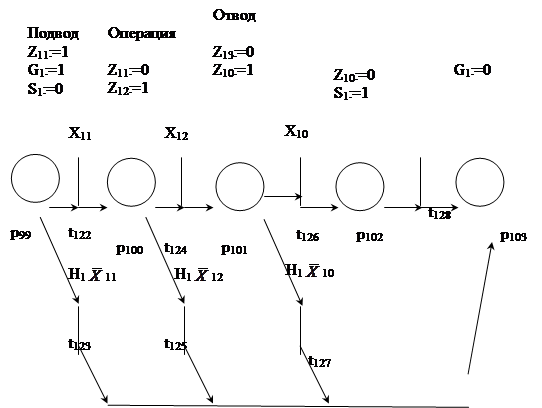
Сеть N14 (III уровня) для описания простейших действий ТО1/УК1:
 |
|
| |||||||||||
 |  | ||||||||||||
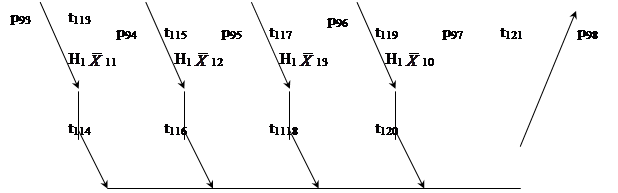 | |||||||||||
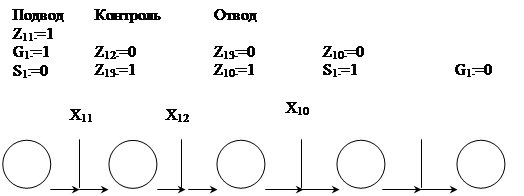
Сеть N15 (III уровня) для описания простейших действий ТО2:
Сеть N16 (III уровня) для описания простейших действий УК2:
 | |||
 | |||
|
|
При φ6 = 1 (Я5 конвейера К2 – пустая) маркер через переход t52 проходит на выход сети, не вызывая работу манипулятора М2.
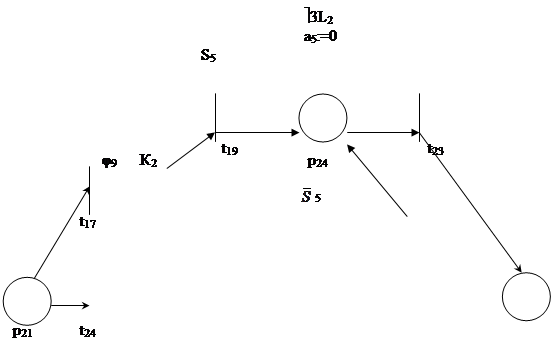
Если в последней ячейке Я11 конвейера К2 – годная деталь, то φ6 = 1, и через t51 маркер попадает в р47. При этом включается электромагнит на опускание упора У3. После ответа датчика Х511=1 маркер проходит в р48, инициируя М2 на переноску годной детали в накопитель Н2. В случае сбоя ![]() 5 = 1, в р50 обрабатывается аварийная ситуация. При отсутствии сбоя S5=1 (и после аварийного пуска) маркер попадает в р52, где отключается электромагнит, и управляемый упор У3 возвращается в исходное положение (вверх), что контролируется сигналом датчика Х510 = 1.
5 = 1, в р50 обрабатывается аварийная ситуация. При отсутствии сбоя S5=1 (и после аварийного пуска) маркер попадает в р52, где отключается электромагнит, и управляемый упор У3 возвращается в исходное положение (вверх), что контролируется сигналом датчика Х510 = 1.
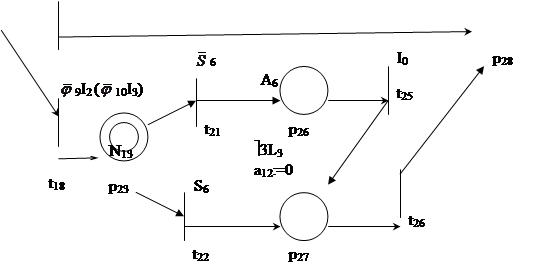
Нижняя ветвь сети реализует работу М2 по переноске брака в накопитель Н1. Отличие состоит в том, что во время переноски бракованной детали нельзя убирать (опускать вниз) упор У1. Поэтому нижняя ветвь состоит только из работы манипулятора, описываемой сетью III уровня N18, и проверки качества работы (с аварийной остановкой РКК в случае сбоя).
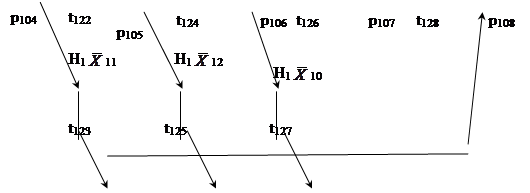
Сеть N17 (III уровня) для описания простейших действий М2 представлена на следующей странице.
Верхняя ветвь этой сети описывает простейшие действия М’2 по переноске годной детали в накопитель Н2 и соответствующие сигналы СУ.
Нижняя ветвь служит для контроля времени выполнения операции. Структурно и функционально сеть N17 подобна сетям N11 и N14.
Сеть N18, описывающая движение М”2 (по переноске брака в накопитель Н1), отличается от сети N17 отсутствием необходимости возврата манипулятора в исходное среднее положение (так как исходным является положение над Н1), и проверкой на среднее положение при движении вправо (а не на крайнее правое). В остальном же функционирует аналогично. Эта сеть также приведена на следующей странице.
|
|
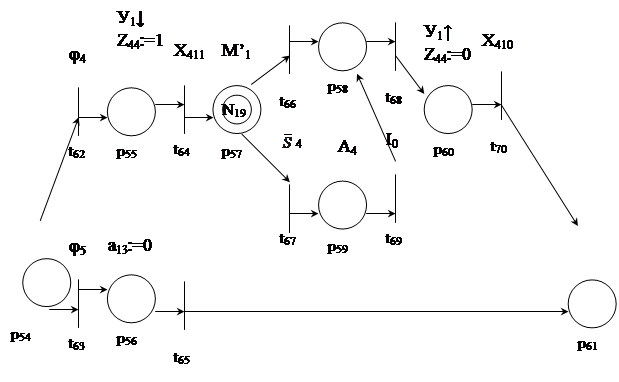
При φ5 = 1 (Я4 конвейера К1 – пустая) маркер через переход t63 попадает в позицию р56, где первой ячейке конвейера К2 присваивается нулевое значение. После этого маркер проходит на выход сети, не вызывая работу манипулятора М1 (этот такт манипулятор простаивает).
Если в последней ячейке Я4 конвейера К1 имеется деталь, то φ4 = 1, и через t62 маркер попадает в р55. При этом включается электромагнит на опускание упора У1. После ответа датчика Х411=1 маркер проходит в р57, инициируя М1 на переноску детали с конвейера К1 на конвейер К2. При отсутствии сбоя S4=1 в позиции р58 производится переписывание информации из а6 в а13. В случае сбоя ![]() 4=1, в р59 обрабатывается аварийная ситуация, после чего маркер всё равно попадает в позицию р58. Далее в р60 отключается электромагнит, и упор У1 возвращается в исходное положение (вверх), что контролируется сигналом датчика Х410 = 1.
4=1, в р59 обрабатывается аварийная ситуация, после чего маркер всё равно попадает в позицию р58. Далее в р60 отключается электромагнит, и упор У1 возвращается в исходное положение (вверх), что контролируется сигналом датчика Х410 = 1.
Сеть N10, описывающая движение манипулятора М”1 к конвейеру К3, аналогична сети N9.
Сети N19, N20 простейших движений М’1 и М”1 аналогична сети N18 движения М”2.
Похожие работы
... существует внутренний механизм целеполагания. Наука, которая первой начала исследование подобных систем, получила название кибернетики. Кибернетика Кибернетика (от греч. kybernetike - искусство управления) — это наука об управлении сложными системами с обратной связью. Она возникла на стыке математики, техники и нейрофизиологии, и ее интересовал целый класс систем, как живых, так и неживых, ...
... действие внутренних тенденций, и система сама построит необходимую структуру. Нужно только знать потенциальные возможности данной среды и способы их стимуляции. В основе синергетического подхода к управлению социальными системами – механизм резонансных направляющих воздействий на нелинейную систему, в ходе развития которой всегда существует область параметров и стадий, в рамках которых нелинейная ...
... полномочий. Оперативность структуры означает возможность реакции системы на изменения обстановки, временные показатели этой реакции и ее цену. Типичным примером организации как сложной системы является производственно-экономическая система (ПЭС). Основным видом производственно-экономических систем является предприятие. Приведем, применительно к промышленному предприятию, некоторые необходимые ...

... , учитывая, что окружение будет меняться. Смысл стратегического управления в определении и осуществлении действий предприятия в настоящее время для обеспечения достойного будущего, а не разработка действий, которые будет осуществлять организация в дальнейшем. 1.2 Особенности стратегического подхода к управлению Стратегический подход к управлению не является идеальным решением дальнейшего ...
0 комментариев