ТЕХНОЛОГИИ ВАКУУМНОГО НАПЫЛЕНИЯ И ОБОРУДОВАНИЕ ДЛЯ НАНЕСЕНИЯ ТОНКИХ СЛОЁВ И ПЛЕНОК
Катодное распыление
Вакуумные системы и их элементы
Элементы вакуумных систем
Конструкция и принцип работы базовой лабораторной установки вакуумного напыления
Модернизация электрической схемы установки вакуумного
Обеспечение поддержания постоянной температуры подложки
Конструкция механизма поворота заслонки
Информационный этап
Затраты на подготовку и освоение новых видов изделий
ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСНОСТИ
Электробезопасность
Находим сопротивление группового заземлителя
Навигация
Конструкция и принцип работы базовой лабораторной установки вакуумного напыления
Усовершенствование блока управления и конструкции реактора установки вакуумного напыления
81097
знаков
16
таблиц
15
изображений
2.1. Конструкция и принцип работы базовой лабораторной установки вакуумного напыления
2.1.1. Блок-схема
Установка состоит из трех основных структурных единиц. Это, собственно, вакуумная камера, в которой производится нанесение тонких пленок, средства создания вакуума - форвакуумный насос и диффузионный паромасляный насос с водной и азотной ловушками. Управление процессами напыления и вакуумной системой осуществляется при помощи приборов, расположенных в стойке управления. Блок-схема установки представлена на рис. 4. Контроль за температурой подложки и измерение вакуума в камере осуществляется при помощи милливольтметра постоянного тока с хромель-алюмелевой температурой и вакуумметра ВИТ-2П, работающего с преобразователями ПМТ и ПМИ в зависимости от требуемого уровня вакуума в камере для напыления.
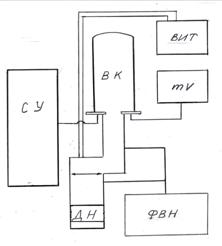
Рисунок 4. Блок схема установки вакуумного напыления
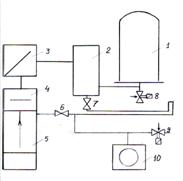
Рисунок 5. Принципиальная схема вакуумной установки для
нанесения тонких плёнок
2.1.2. Принципиальная схема вакуумной системы
Принципиальная схема вакуумной системы установки для нанесения тонких пленок представлена на рис. 5. Рабочая вакуумная камера 1предварительно откачивается до давления 5*10-2 Па при помощи форвакуумного механического насоса через магистраль, включающую кран 7 и форвакуумный объем 2. После этого кран 7 перекрывается и производится откачивание рабочего объема пароструйного диффузионного насоса 5, соединенного с объемами 4 и 3 до такого же остаточного давления, затем включается подогреватель масла диффузионного насоса и открывается заслонка шиберного устройства 3. В режиме открытых крана 6, шибера 3 при закрытом кране 7 и клапанах 8,9 осуществляется откачка вакуумной камеры до остаточного давления 10-4- 10-5 Па. В случае, если после проведения процесса напыления необходимо перезагрузить испарители и произвести повторное нанесение тонких пленок диффузионный насос 5 отсекается шибером 3 и при помощи клапана 8 осуществляется разгерметизация вакуумного объема 1 для перезагрузки лодочек-испарителей, либо подложек. После этого перекрывается кран 6 и открывается вакуумный кран 7 и при закрытом клапане 8 осуществляется предварительная откачка камеры 1 до давления 5![]() 10-2 Па. Затем перекрытием крана 7 и последовательным открыванием крана 6 и шибера 3 вакуумная система возвращается в полный рабочий цикл.
10-2 Па. Затем перекрытием крана 7 и последовательным открыванием крана 6 и шибера 3 вакуумная система возвращается в полный рабочий цикл.
Окончание работы вакуумной системы осуществляется в последовательности:
- выключение напряжения питания подогревателя диф-
фузионного насоса;
- закрытие шиберной заслонки 3;
- закрытие вакуумного крана 6;
 |
- выключение форвакуумного насоса 10 с одновременным
открытием клапана 9.
Рисунок 6. Устройства вакуумной камеры
2.1.3. Устройство вакуумной камеры.
Герметизация вакуумной камеры осуществляется прижатием кварцевого колпака 1 к основанию 4 через прокладку из вакуумной резины 3. Внутри камеры расположены на кронштейнах резистивный нагреватель 8 подложки 7 (кронштейны на рисунке не показаны). Температура подложки контролируется термопарой 2, размещенной с тыльной стороны подложки 7. Заслонка 6 предназначена для предотвращения попадания вещества с испарителей 5 в начальный момент нагрева последних, а в дальнейшем при распылении отводится в сторону при помощи электромагнита, подносимого с внешней стороны колпака. Заслонка 6 свободно вращается на оси, закрепленной к основанию камеры 4.
2.1.4. Структура электрической схемы базовой установки
Установка для нанесения тонких пленок термическим испарением в вакууме подключается к трехфазной сети переменного тока. Условно электрическая схема может быть разделена на три блока по функциональному назначению (рис. 7). Первый блок предназначен для электрообеспечения средств создания вакуума и обеспечивает включение электродвигателя форвакуумного насоса, а также подачу напряжения на электрический воздушный тэн, предназначенный для подогрева масла диффузионного насоса вакуумной установки. С целью обеспечения управления температурой подогрева тэн включен через лабораторный автотрансформатор. Температура масла в диффузионном насосе не измеряется, опосредованный ее контроль обеспечивается возможностью непосредственного контроля напряжения на нагревателе стрелочным вольтметром, расположенным на стойке управления.
Вторая часть электрической схемы установки предназначается для обеспечения процесса нанесения тонких пленок. Силовая часть обеспечивает подачу тока на испарители-лодочки, из которых и происходит распыление металлов. Она состоит из лабораторного автотрансформатора мощностью
2 кВт, в нагрузку к которому подключена первичная обмотка силового трансформатора, питающего от вторичной сильноточной обмотки испарители. При этом испарители при помощи переключателя подключаются ко вторичной обмотке силового трансформатора поочередно. Контроль тока через испарители осуществляется по первичной обмотке силового трансформатора. Для обеспечения подогрева подложки выполнена отдельная электрическая цепь, состоящая из ЛАТРа, амперметра и, собственно, электрической нагревательной спирали из нихрома, расположенной внутри камеры (рис. 6) в непосредственной близости от подложки.
Третий функциональный блок состоит из вольтметра постоянного тока В7-27, предназначенного для измерения температуры подложки и прибора ВИТ-2П, работающего с преобразователями ПМТ и ПМИ (рис. 7), предназначенных для измерения уровня вакуума в системе.
 |
Рисунок 7. Электрическая схема базовой установки
Похожие работы
... вующих систем автоматизированного проектирования подтвердил отсутствие разработок по автоматизации схемотехнического и функци- онального проектирования объектов класса ВКА. . - 41 - 2. СИСТЕМНЫЙ АНАЛИЗ ВАКУУМНОЙ КОММУТАЦИОННОЙ АППАРАТУРЫ 2.1. Системная модель ВКА при функциональном и схемотехни- ческом проектировании. Анализ существующих конструкций ВКА ...
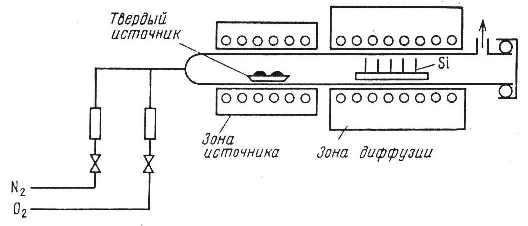
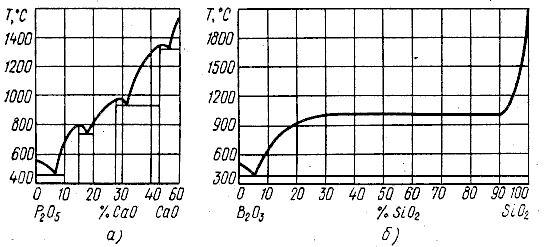
... что образование на тыльной стороне p – n перехода существенно ухудшает электрофизические параметры СЭ. ВЫВОДЫ Одним из наиболее перспективных методов диффузионного легирования кремния для производства кремниевых солнечных элементов является диффузия из поверхностного источника. Особенностью этого метода является то, что создание слоя примесносиликатного стекла, из которого будет идти диффузия ...
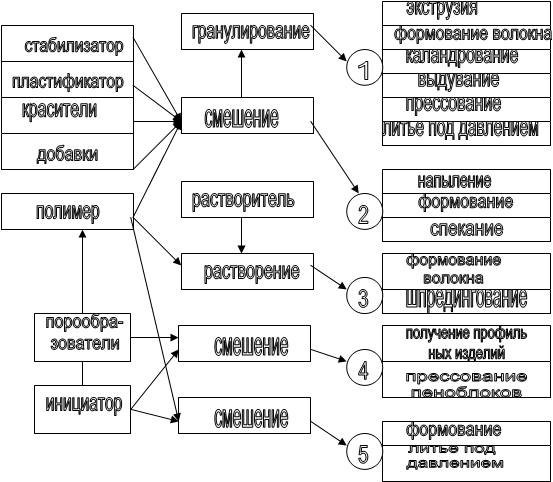
... пород. 4. возможность использования в рецептуре композита вторичных сырьевых материалов (отходов потребления полимерной химии и деревопереработки) без ухудшения качества композита. 5. разработка двух технологических схем производства микрокомпозита (экструдер-режущее устройство-сушка-упаковка) и нанокомпозита (виброакустическая мельница – экструдер-режущее устройство). 5. Расчетно- ...


... они брали ту самую "чистую" медь, почему соединили ее именно с оловом, а не с каким-нибудь другим металлом, в каких месторождениях встречается в природе медь, в каких именно химических соединениях, где эти месторождения расположены и насколько легко было древним людям ее вырабатывать и переплавлять? Очень странно, что кабинетные историки совершенно не утруждают себя подобными вопросами. А, ведь, ...
0 комментариев