Характеристика нефти по ГОСТ Р 51858-2002 и выбор варианта ее переработки
Характеристика фракций нефти и вариантов их применения
Характеристика вакуумных (масляных) дистиллятов Девонской нефти и их применение
Блок стабилизации и чёткой ректификации
Расчёт количества и состава паровой и жидкой фаз в ёмкости орошения отбензинивающей колонны (ЭВМ)
Материальный баланс отбензинивающей колонны К-1
Материальный баланс стабилизационной колонны К-3
Материальный баланс установки АВТ-3
Расчёт температуры вверху колонны К-4
Расчёт температуры внизу колонны К-4
Расчет теплового баланса ректификационной колонны
Расчет диаметра колонны
Расчет полезной тепловой нагрузки печи атмосферного блока
РАСЧЕТ КОЭФФИЦИЕНТА ТЕПЛОПЕРЕДАЧИ (ЭВМ)
ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ НА УСТАНОВКЕ
Навигация
Характеристика вакуумных (масляных) дистиллятов Девонской нефти и их применение
Установка первичной переработки нефти
62256
знаков
27
таблиц
6
изображений
2.4 Характеристика вакуумных (масляных) дистиллятов Девонской нефти и их применение
Таблица 2.4 – Характеристика вакуумных дистиллятов Девонской нефти
| Пределы кипения, °С | Выход на нефть, % масс. | Плотность при 20°С, кг/м3 | Вязкость, мм2/с, при | Выход базовых масел с ИВ³90 на дистиллят, % масс. | |
| 50°С | 100°С | ||||
| 350-430 | 11,19 | 872,3 | 13,91 | 4,82 | - |
| 430-510 | 10,13 | 886,0 | 45,68 | 8,17 | - |
| 510-600 | 13,71 | 924,5 | 167,49 | 24,56 | - |
| выше 600 | 26,9 | 947,2 | 298,23 | 33,45 | - |
Данные табл. 2.4 показывают нецелесообразность получения узких масляных фракций из Девонской нефти, т.к. получение базовых масел с ИВ≥90 невозможно из-за их отсутствия. Поэтому после выхода из вакуумной колонны и блока теплообменников потоки объединяем и направляем широкую масляную фракцию (ШМФ) на установки каталитического крекинга и (или) гидрокрекинга.
2.5 Характеристика остатков и их применение
Таблица 2.5 – Характеристика остатков Девонской нефти
| Показатель | Остатки, tнк °С | ||
| выше 350 | выше 500 | выше 600 | |
| Выход на нефть, % масс. | 62,0 | 41,9 | 26,9 |
| Вязкость условная, °ВУ: при 80°С | 18,84 | 379,00 | - |
| при 100°С | 9,63 | 224,28 | 357,80 |
| Плотность при 20°С, кг/м3 | 975,2 | 1009,3 | 1163,4 |
| Коксуемость, % масс. | 11,06 | 14,51 | 17,40 |
| Содержание, % масс.: серы | 3,18 | 3,57 | 4,19 |
| парафинов | 2,1 | 0,6 | 0,4 |
На установке АВТ получают остатки: остаток атмосферной перегонки – мазут (tнк~360°С) и остаток вакуумной перегонки – гудрон обычный (tнк~550°С). Мазут поступает на вакуумный блок для производства масляных дистиллятов.
Мазут и гудрон применяются в качестве компонентов котельных топлив и сырья для установок висбрекинга и коксования. Кроме того, гудрон используется в качестве сырья для процесса деасфальтизации и производства битумов, т.к. Девонская нефть отвечает требованиям:
А+С-2,5П=6,15+17,84-2,5·0,5=22,74 > 0,
где А, С, П – содержание асфальтенов, смол и парафинов в нефти соответственно [4].
Остатки Девонской нефти из-за повышенной вязкости (ВУ > 16) могут быть применены в качестве компонентов котельных топлив только после их переработки на установке висбрекинга.
3 Выбор и обоснование технологической схемы установки первичной переработки нефти (АВТ)
3.1 Блок ЭЛОУ
В блоке ЭЛОУ для получения обессоленной нефти с содержанием хлористых солей £1 мг/л при степени обессоливания в каждой ступени 95% устанавливается две ступени обессоливания [13]. Это позволяет довести содержание хлористых солей после первой ступени до 5,95 мг/л, т.к.
119 – 119 × 0,95 = 5,95 мг/л и после второй ступени до ~0,3 мг/л, т.к.
5,95 – 5,95 × 0,95 » 0,3 мг/л.
где 119 – содержание хлористых солей в сырой нефти, мг/л (см.таблицу 2.1).
Концентрация хлористых солей в воде, находящейся в сырой нефти:
![]()
Концентрация хлористых солей в воде, находящейся в обессоленной нефти:
![]()
где 0,0067 – содержание воды в сырой нефти, масс. доля (0,67%);
0,8895 – относительная плотность нефти;
1 – содержание хлористых солей в обессоленной нефти, мг/л;
0,001 – содержание воды в обессоленной нефти, масс. доля (0,1 % масс.).
Для понижении концентрации хлористых солей в воде подают промывную воду.
Расход промывной воды (В) определяется из уравнения:
![]()
Для девонской нефти с учетом вышеуказанных концентраций солей в воде это уравнение имеет вид:
![]() ,
,
откуда В=16,85 л/м3 нефти или 1,685 % об. на нефть. Обычно промывную воду подают с избытком 50-200%. В данном случае принимается расход промывной воды 2,0% на нефть.
Для уменьшения неутилизируемых отходов (соленые стоки) свежая промывная вода подается только во вторую ступень обессоливания, а дренажная вода из электродегидраторов второй ступени поступает в электродегидраторы первой ступени через прием сырьевого насоса (3% об.), т.е. применяется циркуляция воды.
Дренажные воды из электродегидраторов сбрасываются в специальную емкость для отстоя, а после отстоя – в канализацию соленых вод и далее на очистные сооружения. Деэмульгатор неионогенного типа подается в количестве 8 г/т нефти в виде 2% водного раствора (400 г/т) на прием сырьевого насоса из специальной емкости. В связи с этим в технологической схеме установки АВТ предусматриваются дополнительные емкости и насосы.
3.2 Блок колонн
3.2.1 Атмосферный блок
В настоящее время наиболее распространены три вида оформления атмосферного блока:
1. с одной сложной ректификационной колонной
2. с предварительным испарителем
3. с отбензинивающей колонной
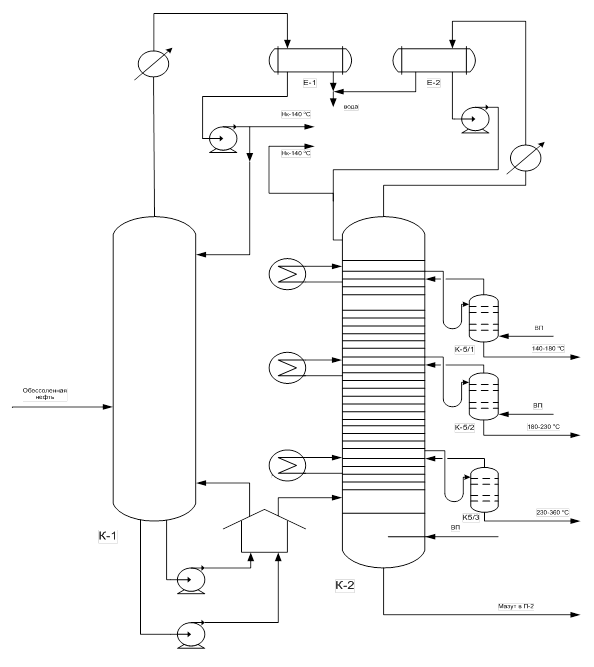
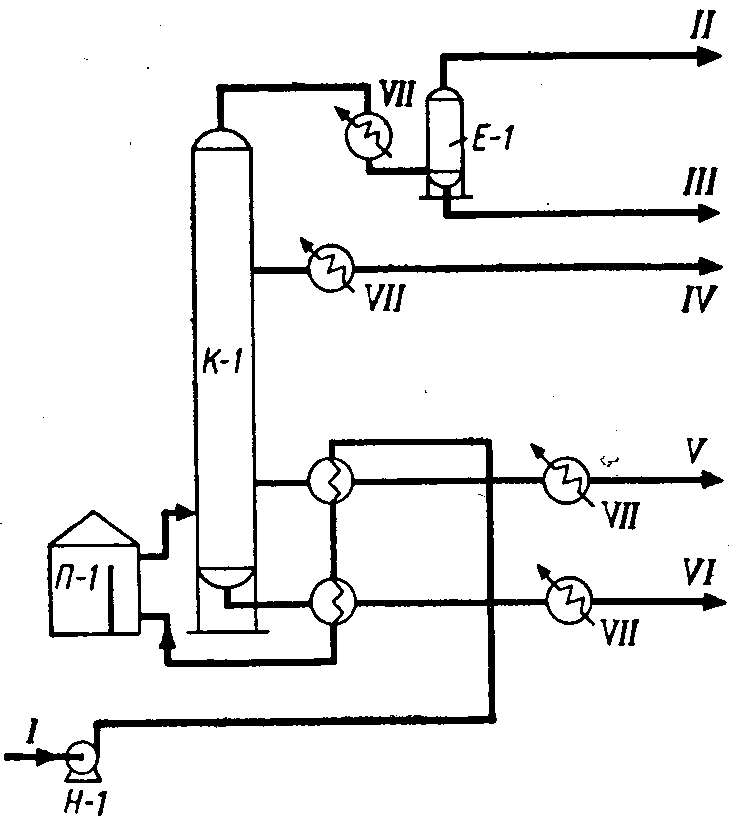
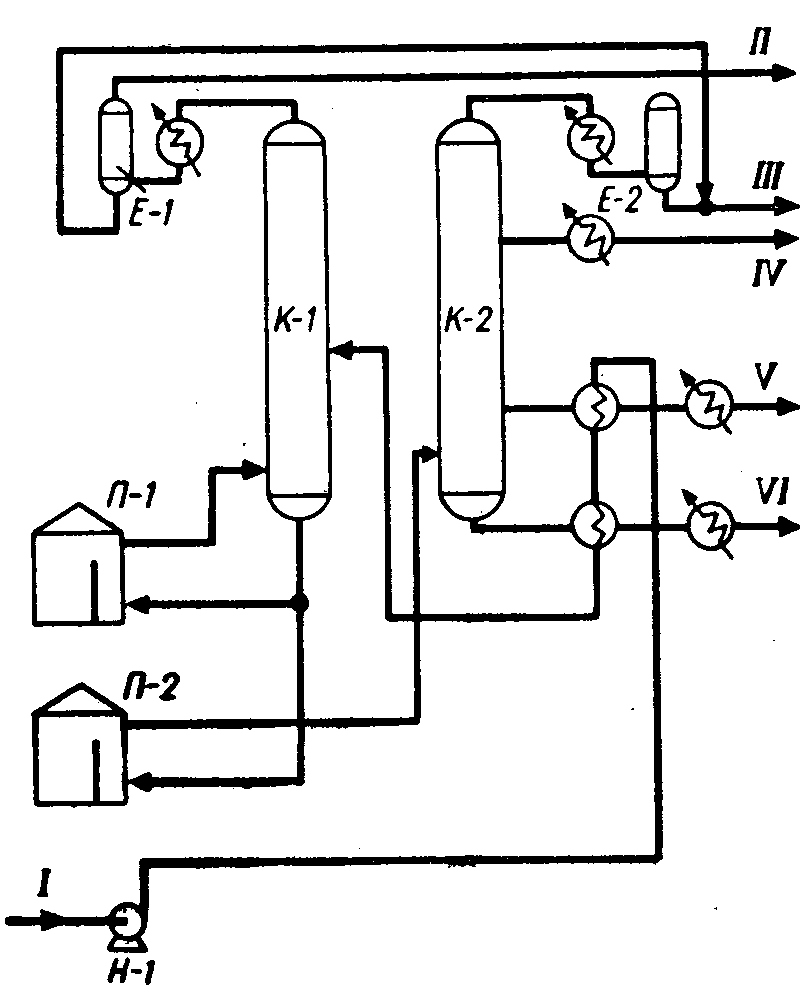
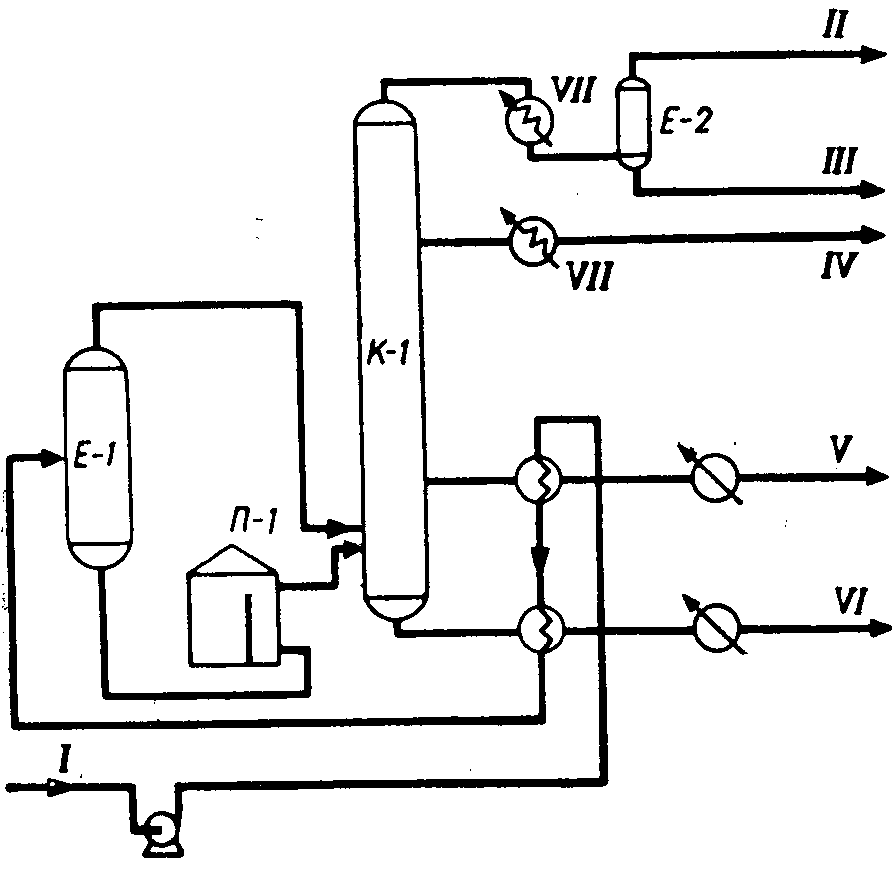
Рис. 3.1. Атмосферный блок.
Схему 1 применять нецелесообразно. Она рассчитана на переработку стабилизированных нефтей с содержанием бензиновых фракций до 10%(масс.), а в нашем случае – 13,5%(масс.). Переработка нефтей с высоким содержанием растворенного газа и низкокипящих фракций по этой схеме затруднительна, так как повышается давление на питательном насосе до печи, наблюдается нестабильность температурного режима и давления в основной колонне из-за колебаний состава сырья, невозможность конденсации легких бензиновых фракций, насыщенных газообразными компонентами, при низком давлении в воздушных конденсаторах. Повышение же давления в колонне уменьшает четкость фракционирования.
В схеме 2 одновременная ректификация в одной колонне легких и тяжелых фракций снижает температуру печи, но при высоком содержании бензиновых фракций и растворенных газов атмосферная колонна чрезмерно перегружается по парам, что заставляет увеличивать ее диаметр. Все коррозионно-активные вещества попадают вместе с парами из испарителя в колонну, т.е. испаритель не защищает атмосферную колонну от коррозии.
Схема 3 (рис. 3.1.) самая распространенная в отечественной практике. Она наиболее гибка и работоспособна при значительном изменении содержания бензиновых фракций и растворенных газов. Коррозионно-агрессивные вещества удаляются через верх первой колонны, таким образом, основная колонна защищена от коррозии. Благодаря предварительному удалению бензиновых фракций в змеевиках печи и теплообменниках не создается высокого давления, что позволяет устанавливать более дешевое оборудование без усиления его прочности. Но при работе по этой схеме следует нагревать нефть в печи до более высокой температуры, чем при однократном испарении, вследствие раздельного испарения легких и тяжелых фракций. Кроме того, установка оборудована дополнительной аппаратурой.
В отбензинивающей колонне К-1 дистиллятом будут являться растворенные газы С2-С4 и фракция нк-140 0С – нестабильный бензин, который направляем на блок стабилизации в колонну К-3 для извлечения из нестабильного бензина растворенных газов. Это позволяет полностью удалить газы из жидкой фазы уже на входе в колонну К-2 вследствие чего колонна работает при более низком давлении температуре. Уменьшается металлоемкость и стоимость оборудования, затраты на нагрев сырья. Кроме того, в колонне К-1 наряду с газами С2- С4 удаляются солёная вода и коррозионно-активные газы, что благоприятно влияет на сохранность последующего ректификационного и теплообменного оборудования.
В колоннах К-1 и К-2 устанавлаваем клапанные тарелки, которые эффективно работают в широком интервале нагрузок.
В основной атмосферной колонне К-2 дистиллятом будет являться фракция нк-140оС; фракции 140-180 0С, 180-230°С и 230-360°С выводятся боковыми продуктами в жидком виде, снизу колонны выводится мазут (>360°С). Фракцию нк-140оС объединяем с продуктом колонны К-1 и направляем на блок стабилизации. Фракцию 180-230°С можем использовать после гидроочистки как компонент зимнего ДТ или в смеси с фракцией 230-360°С как летнее дизельное топливо – в этом случае фракции объединяем после блока теплообменников. Для четкости разделения фракций применяем стриппинги.
Данная схема, в случае необходимости, позволяет получать керосиновую фракцию (140-180 0С+180-230°С), что положительно сказывается на возможном ассортименте нефтепродуктов.
В низ колонны подается водяной пар в количестве 1% на отбензиненную нефть. Для отвода тепла в основной атмосферной колонне К-2 применяем три циркуляционных (верхнее, среднее и нижнее) орошения, теплоту которых используем для подогрева сырой нефти.
Похожие работы
... расчет величины затрат необходимых для внедрения этого проекта в производство. Оценить изменение себестоимости продукции получаемой в цехе первичной переработки нефти и получения битума. В цехе установлено две печи: для нагрева нефти П-1 и для подогрева мазута и пара П-3, после реконструкции должна быть установлена печь, которая полностью заменит обе печи П-1 и П-3. Производительность печи по ...
... — 8 шт. с производительностью 250 — 500 т нефти в сутки каждая. В сочетании с химическим методом этот метод имеет наибольшее распространение в промышленной нефтепереработке. 2. Принципы первичной переработки нефти Нефть представляет собой сложную смесь парафиновых, нафтеновых и ароматических углеводов, различных по молекулярному весу и температуре кипения. Кроме того, в нефти содержатся сернистые ...
... процессы разделения нефти на фракции, когда используются ее потенциальные возможности по ассортименту, количеству и качеству получаемых продуктов и полупродуктов — перегонка нефти; ко вторичным относят процессы деструктивной переработки нефти и очистки нефтепродуктов, предназначенные для изменения ее химического состава путем термического и каталитического воздействия. При помощи этих методов ...
... качестве сырья можно использовать бензины (для получения сжиженного газа); керосино-соляровые фракции и вакуумные дистилляты (для получения бензина, реактивного и дизельного топлив); остаточные продукты переработки нефти (для получения бензина и реактивного и дизельного топлива); гачи и парафины (для получения высокоиндексных масел); высокосернистые нефти, сернистые и высокосернистые мазуты (для ...
0 комментариев