Навигация
1. Общая характеристика процесса наплавки
Одной из важных отраслей современной сварочной техники является наплавка – нанесение расплавленного металла на поверхность изделия, нагретую до оплавления или до температуры надежного смачивания жидким наплавленным металлом. Наплавленный металл связан с основным металлом весьма прочно и образует одно целое с изделием. Толщина слоя от 0,5 до 10 мм и более. Это один из наиболее распространенных способов повышения износостойкости и восстановления деталей и конструкций.
Наплавка позволяет создавать биметаллические изделия, у которых высокая прочность и низкая стоимость сочетаются с большой долговечностью в условиях эксплуатации. Многократное повторное восстановление изношенных деталей во много раз уменьшает расход металла для изготовления запасных частей оборудования.
Путем наплавки на рабочей поверхности изделия получаем сплав, обладающий комплексом свойств - износостойкостью, кислотоупорностью, жаростойкостью и т.д. Масса наплавленного металла не превышает нескольких процентов от массы изделия. При ремонте восстанавливаются первоначальные размеры и свойства поверхности деталей.
Увеличение стойкости важно, если от нее зависит работа того или иного агрегата, а его замена связана с простоем.
Дуговая наплавка в отличие от сварки развивалась гораздо медленнее. Ручная износостойкая наплавка открытой дугой известна с 20-х годов прошлого столетия, но ее промышленное применение ограничивалось коренными ее недостатками: низкой производительностью, высококвалифицированной рабочей силой, тяжелыми условиями труда, непостоянным качеством наплавленного металла, обилием различных дефектов.
Для наплавки наибольшее применение получила дуговая сварка плавящимся электродом.
Требования к качеству наплавленного металла строже чем к сварным швам. Наплавленный металл по свойствам должен существенно отличаться от основного металла. Часто в нем недопустимы поры, трещины и иные пороки, поэтому требования к нему строже, чем к сварным швам.
Автоматическая наплавка свободна от перечисленных недостатков и способствовала успешному ее внедрению.
Механизированная наплавка – это непрерывность процесса, которая достигается использованием электродной проволоки или ленты в виде больших мотков; в подводе тока к электроду на минимальное расстояние от дуги, что позволяет применять токи большой силы без нагрева электрода; в применении различных способов защиты расплавленного металла от вредного воздействия воздуха.
Оптимальный состав наплавленного металла должен быть выбран с учетом особенностей его эксплуатации, а электродная проволока, флюс, термический режим наплавки – так, чтобы наплавленный металл обладал необходимым химическим составом и физическими свойствами.
Процессы наплавки применяются при ремонте и восстановлении первоначальных размеров и свойств изделий, изготовлении новых изделий с целью обеспечения надлежащих свойств конкретных поверхностей. При восстановлении наплавку обычно выполняют тем же металлом, из которого изготовлено изделие, однако это не всегда целесообразно. Иногда необходимо получить металл, отличающийся от металла детали, так как условия эксплуатации поверхностных слоев могут значительно отличаться от условий эксплуатации всего изделия. Изготовление изделия целиком из металла, который обеспечивает эксплуатационную надежность работы его поверхностей не экономно. Целесообразно изготавливать изделие из более дешевого, но достаточно работоспособного металла и только на поверхностях, работающих в особых условиях, иметь по толщине необходимый слой другого материала (применять биметалл). Это может быть достигнуто: поверхностным упрочнением (поверхностная закалка, электроискровая и другие виды обработки); нанесением тонких поверхностных слоев значительной толщины на поверхность (на низкоуглеродистую сталь нанесением бронзы, коррозионностойкой стали и др.)
На Украине вопросами наплавки занимаются следующие организации: ИЭС им ЕО Патона ЖдМи, ДГМА, НКМЗ, Азовмаш, «Азовсталь» и др.
Для успешного развития наплавки промышленностью выпускается углеродистая, легированная стальная проволока 56 марок, специальная наплавочная проволока 28 марок, различные флюсы и специальные наплавочные электроды.
Развитие наплавки направлено в первую очередь на полную механизацию трудоемких наплавочных работ за счет автоматической и полуавтоматической наплавки. Разрабатываются новые технологии.
Характеристика основных способов наплавки
Различные дуговые способы наплавки отличаются друг от друга тепловой подготовкой основного и наплавляемого металлов. Например, плазменная наплавка прямого и косвенного действия (при косвенном действии меньшее проплавление основного металла).
Применение порошков, наплавочных колец путем их расплавления и подплавления на заготовке основного металла дугой с неплавящимся электродом позволяет не увеличивать долю основного металла в наплавленном слое.
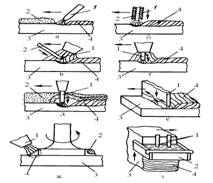
Рис.1.1 - Схемы основных способов дуговой и электрошлаковой наплавки.
а – угольным (графитовым) злектродом(1) расплавлением слоя сыпучего зернистого наплавочного сплава(2);
б – ручной дуговой покрытым электродом(1) с легирующим покрытием(2);
в – неплавящимся вольфрамовым электродом(1) в защитных газах с подаваемым в дугу присадочным прутком(2);
г – плавящимся электродом (1) в защитных(инертных, активных) газах;
д – автоматическая дуговая плавящейся электродной (обычнолегированной) проволокой (1) под флюсом (2);
– плавящейся лентой(1) катаной, литой или прессованной из порошков в защитных газах или под флюсом;
ж – расплавлением плазменной струей плазмотрона (1), предварительно наложенного литого или спеченного из порошков кольца (2) напла вочного материала;
з – электрошлаковая наплавка плавящимися электродами (1) с перемещаемым составным медным ползуном (2);
3 – наплавлляемая деталь; 4 – наплавленный слой
Рисунок 1.1 - Схемы основных способов дуговой и электрошлаковой наплавки
2. Механизм изнашивания поверхностей деталей
Стандартной терминологии в области трения и изнашивания пока нет. Предложены следуюшие определения:
Изнашивание – процесс постепенного изменения размеров тела при трении, проявляющийся в отделении с поверхности трения материала и его остаточной деформации и является основным фактором, ограничивающим срок службы оборудования, работающего в самых различных условиях.
Износ – результат изнашивания, проявляющийся в виде отделения или остаточной деформации металлов.
Интенсивность изнашивания – отношение величины износа к обусловленному пути, на котором происходило изнашивание, или объему выполненной работы.
Относительная износостойкость - безразмерный показатель, характеризующий соотношение абсолютных величин износа двух материалов, из которых один принят за эталон.
Скорость изнашивания - отношение величины износа ко времени, в течение которого он возник.
Обычно вид изнашивания определяется условиями службы деталей. В ряде случаев одним и тем же внешним условиям эксплуатации могут соответствовать различные виды изнашивания.
Изнашивание осуществляется в результате взаимодействия рабочего органа машины или конструкции с сопряженной деталью или с обрабатываемой средой и зависит от следующих факторов: состава, структуры и свойств как материала, из которого изготовляется рабочий орган сопряженной детали или обрабатываемой среды, так и от внешних условий – температуры, давления, агрессивности среды.
Исследователями выдвигаются с разной степенью аргументированности гипотезы о механизме изнашивания. Они в основном включают предположение о том, что процесс изнашивания сводится к сумме большого числа элементов царапания или усталостного явления вследствие многократного пластического передеформирования одних и тех же участков рабочей поверхности. Процесс изнашивания рассматривается также, как образование на рабочей поверхности пластически выдавленных канавок; или как при изнашивании микрорельеф, структура и прочностные характеристики металла претерпевают необратимые изменения, в результате которых формируется своеобразное остаточное состояние поверхностных слоев после снятия нагрузки.
В любом случае при всех условиях процесс изнашивания осуществляется в соответствии с фундаментальными законами природы, в частности, законом сохранения энергии.
Для того, чтобы отделить от монолитной детали некоторый микро или макрообъём, нужно затратить энергию, по крайней мере, равную величине энергии, необходимой для образования двух новых поверхностей соответствующей площади .
Энергия, расходуемая на разрушение, складывается из энергий необходимых на: упругую деформацию Еу, на вдавливание составляющих изнашивающей среды в метал Ев на глубину, равную средней величине износа за один цикл; образование трещины Е от ; энергии, соответствующей работе приложенного напряжения при раскрытии трещины Ерти эффективной энергии образования новых поверхностей 2Еп :
Ер = Еу + Ев+ Еот + Ер.т + 2Еп
Характеристика видов износа
Обычно вид изнашивания определяется условиями службы деталей. В ряде случаев одним и тем же внешним условиям эксплуатации могут соответствовать различные виды изнашивания.
По признаку основных явлений, обусловливающих эффект изнашивания, его можно объединить в следующие четыре главные группы: механический, молекулярно-механический, коррозионно-механический и кавитационный (рис.2.1) .
По виду сред и условиям работы пар трения выделяют механическое изнашивание, абразивное изнашивание, высокотемпературное окислительное изнашивание, изнашивание струей жидкости и другие.
По механизму разрушения трущихся поверхностей различают следующие виды изнашивания: адгезионное, абразивное, при резании (зазоре, царапании), коррозионное, поверхностная усталость, ударное, кавитационно-эрозионное.
На практике редко встречаются случаи изнашивания по какому–либо одному из видов, приведенных выше. Обычно вид изнашивания определяется условиями эксплуатации деталей в сложных реальных условиях и по любой из известных классификаций может быть отнесен к нескольким из выделенных видов. В ряде случаев одним и тем же внешним условиям эксплуатации могут соответствовать различные виды изнашивания.
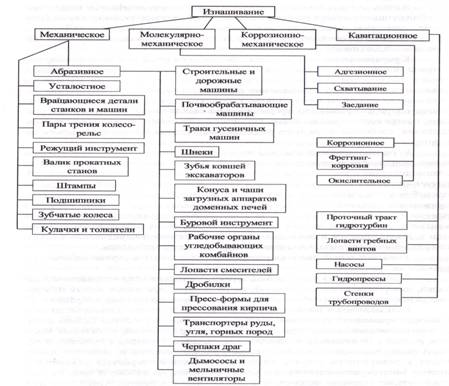
Рисунок 2.1 – Классификация основных видов изнашивания
3.Основные способы легирования наплавленного металла при дуговой и электрошлаковой наплавке
Специальные свойства наплавленного металла достигаются за счет легирования, то есть, за счет введения в его состав соответствующих элементов в необходимом количестве. Наиболее распространенным является легирование наплавленного металла за счет введения в зону дуги металлов, сплавов и неметалловидных соединений в виде различных карбидов и интерметаллов.
При дуговой наплавке плавящимся или неплавящимся электродом, в среде защитных инертных газов, плазменной электрошлаковой наплавке химический состав наплавленного металла по всем основным легирующим элементам примерно соответствует химическому составу электродного материала. Дополнительного устойчивого легирования наплавленного металла в результате металлургических взаимодействий наплавляемого металла с газовой фазой (например, азотом или кислородом, которые можно добавлять к инертному газу, как правило, аргону) обычно достичь не удается.
Применение в качестве плавящегося электрода ленты весьма целесообразно. При этом уменьшается γ0 (меньшее число слоев позволяет получить желаемый состав), ослабляется влияние режима наплавки на относительную массу переплавляемого шлака, достигается более ровная наплавленная поверхность. В качестве наплавочных применяют обычно холоднокатаные ленты толщиной 0,4.10 мм и шириной 20 .100 мм, а также ленты, получаемые прокаткой залитого в охлаждаемые валки жидкого металла (например, чугуна) и спрессованные холодной прокаткой из порошков и дополнительно спеченные – металлокерамические.
При всех вышеуказанных методах легирования изменение параметров процесса наплавки влияет на уровень легирования наплавленного металла. Характер и величина изменения уровня легирования зависит от электродного металла и флюса. Возможность получения необходимого состава определяется исходной концентрацией элементов и степенью усвоения этих элементов металлом на стадиях капли и ванны.
Весьма разнообразные составы наплавленного металла могут быть получены посредством порошковых проволок, изготовляемых из низкоуглеродистой ленты и сердечника, состоящего из смеси металлических порошков или смеси металлических порошков и газошлакообразующих веществ.
Основной особенностью легирования металла при наплавке порошковой проволокой является внутреннее, относительно электродного металла, расположение легирующих компонентов в сердечнике проволоки. Взаимодействие металлических присадок с окислительными компонентами шихты протекает менее интенсивно, а шихта сердечника контактирует с металлом оболочки слабее, чем при наплавке покрытыми электродами.
Реализация процесса прямого легирования требует введения в ванну необходимого количества раскислителей и окислов легирующих элементов и может привести к снижению температуры капель и ванны, замедления и нарушения хода металлургических реакций и неравномерного распределения элементов в валике. При введении экзотермической смеси в состав сердечника порошковой проволоки появляется возможность равномерного расплавления оболочки и сердечника. Благодаря теплу экзотермической реакции, конвективному теплообмену с ванной, а также излучению осуществляется расплавление сердечника и предотвращается переход его твердых частиц в ванну.
При дуговой наплавке плавящимся или неплавящимся электродом, в среде защитных инертных газов, плазменной, электрошлаковой наплавке химический состав наплавленного металла по всем основным легирующим элементам примерно соответствует химическому составу электродного материала. Дополнительного устойчивого легирования наплавленного металла в результате металлургических взаимодействий наплавляемого металла с газовой фазой (например, азотом или кислородом, которые можно добавлять к инертному газу, как правило, аргону) обычно достичь не удается.
При использовании дуги с неплавящимся электродом (угольным без защиты от воздуха или вольфрамовым с защитой инертными газами) легирование обеспечивается в основном только наплавляемым материалом и его перемешиванием с основным металлом. При ручном процессе можно применять стержни из проволок сплошного сечения (согласно ГОСТ 10543-75 или 2246-70 или другого состава), литые прутки из недеформируемых сплавов (высокохромистый чугун - сормайт, а также кобальтовые стеллиты типа В3К и др.); порошковые присадки (трубка с сердечником из твердых термически стойких карбидов - ликар), а также порошкообразные (размером 100...750 мкм) и зернистые наплавочные материалы (сталинит - смесь феррохрома, ферромарганца, чугунной стружки и нефтяного кокса).
В ряде случаев механизированной наплавкой аргонодуговым методом вольфрамовым электродом можно расплавлять уложенные на место наплавки заготовки наплавочного материала, выполненного в виде литья или из прессованных порошков. При достаточно хорошо подобранном режиме наплавки такая наплавочная заготовка (брикет, кольцо и пр.), расплавляясь, нагревает лежащую под жидким металлом поверхность до оплавления, в результате чего расплав соединяется с основным металлом.
По такой схеме можно получать наплавленные слои любой композиции, хотя при этом необходимо учитывать и возможность образования трещин в слое или по зоне сплавления. В качестве присадки при аргонодуговой наплавке можно использовать спеченные из порошков прутки.
Аналогично получается соединение и при плазменной наплавке при горении дуги на проволоке из наплавляемого сплава (например, медной или бронзовой). В этом случае перегретый металл расплавленной проволоки осуществляет необходимую тепловую подготовку к оплавлению поверхности, не включенной в цепь дуги наплавляемой детали.
Имеются плазмотроны, в которых через дугу, горящую между электродом и соплом плазмотрона, вдувается мелкий порошок (обычно с размером частиц до 100 мкм) наплавляемого материала. Он расплавляясь, перегревается до необходимой температуры и, поступая на наплавляемую поверхность в виде капель, приводит к оплавлению основного металла и установлению металлической связи (свариванию) наплавляемого металла с основным. Возможности регулирования химического состава наплавляемого металла при таких способах очень широки.
При наплавке плавящимся электродом в углекислом газе приходится считаться с потерями легирующих элементов за счет их окисления. Легирование наплавленного металла достигается в основном выбором соответствующего присадочного металла (электродная проволока сплошного сечения, порошковая и др.) или применением дополнительных наплавочных материалов (паст, перед наплавкой наносимых на кромки; присадочных прутков, порошков, засыпаемых на поверхность перед наплавкой или вдуваемых в сварочную ванну; дополнительных проволок, прутков, укладываемых на поверхность или подаваемых в сварочную ванну и др.).
Наплавка электродами, имеющими специальные покрытия, позволяет получать довольно значительное легирование через составляющие электродного покрытия (обычно вводимые в покрытия в виде порошков металлов, сплавов или углеродистых составляющих) или посредством выбора состава металлического стержня электрода.
Переход легирующих элементов из стержня и покрытия электрода зависит от свойств элемента (его сродства к кислороду, температуры испарения и др.), от композиции электродного покрытия металла стержня электрода, а также от коэффициента массы покрытия. Варьируя составы электродного стержня, количество и состав покрытия, можно получить множество составов наплавленного металла, легированных различными элементами и, следовательно, обладающими различными свойствами в исходном состоянии после наплавки или после последующей термообработки.
При наплавке покрытыми электродами состав наплавленного металла весьма незначительно зависит от режима наплавки (главным образом усиливается выгорание углерода при значительном увеличении силы сварочного тока и напряжения дуги).
Таким образом, в различных случаях при наплавке необходимо комплексно решать ряд сложных вопросов: выбор материала, обеспечивающего свойства соответствующие условиям эксплуатации; возможность наплавки этого материала непосредственно на основной металл детали или подбор материала для наплавки подслоя; выбор способа и режима наплавки, формы и методов изготовления наплавочных материалов; выбор термического режима для выполнения наплавки (сопутствующий подогрев для исключения хрупких подкаленных зон в металле детали); интенсификации охлаждения наплавляемой детали, когда для детали нежелательно длительное пребывание при высоких температурах; установление необходимости последующей термообработки (общей или местной) для получения необходимых эксплуатационных характеристик.
При наплавке мартенситных и аустенитных сталей на низкоуглеродистые или низколегированные стали возможно образование хрупких прослоек промежуточных составов и возможны хрупкие разрушения, образование трещин, отслаивание слоя от основного металла (при наплавке медных сплавов на ряд сталей). Поэтому применяется усложненная технология наплавки – предварительно наплавляется подслой из другого наплавочного материала, а затем тот материал, который требуется на поверхность наплавляемой детали по условиям ее надежной эксплуатации. Такой подслой ограничивает развитие диффузионных прослоек, обезуглероживание в углеродистой стали и появление карбидной прослойки в более легированной аустенитной стали возле линии сплавления.
Похожие работы
... комплекса является задание на дипломную работу утвержденное приказом по академии № 07-17 от 07.02.2003 года. Наименование организации: ДГМА. Тема разработки: "Моделирование тепловых процессов при наплавке порошковой проволокой". Специальная часть: "Программно-методический комплекс для расчета температурного поля вылета порошковой проволоки". Назначение разработки Функциональное назначение ...
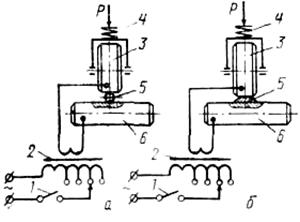
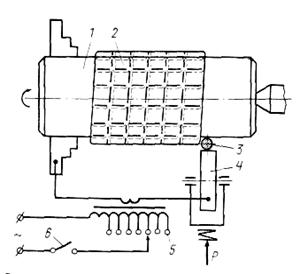
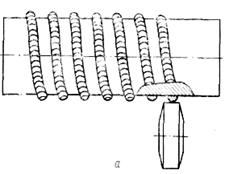
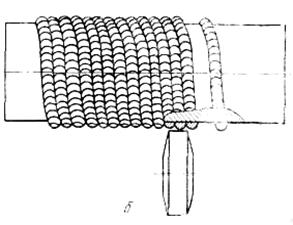
... валика, обеспечивающее перекрытие его с соседним, определяется только скоростью перемещения ролика относительно образующей вращающейся детали. Рис. 3. Основная технологическая схема электроконтактной наплавки 1 – наплавляемая деталь, 2 – наплавленный металл; 3 – присадочная проволока, 4 – наплавляющий ролик; 5 – трансформатор, 6 – прерыватель тока При наплавке очередного витка присадочная ...
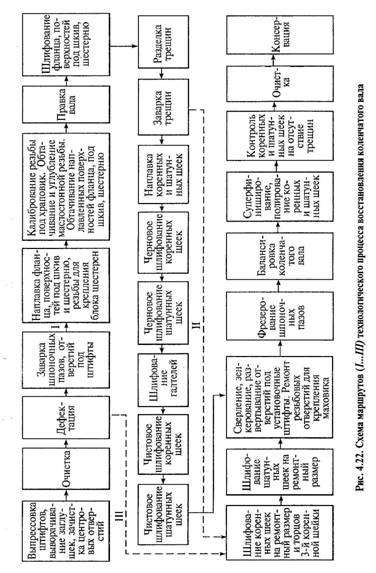
... ) учитывает, с одной стороны, особенности подлежащих восстановлению поверхностей деталей, а с другой технологические возможности соответствующих способов восстановления. На основании технологических характеристик способов восстановления, устанавливаются возможные способы восстановления различных поверхностей детали по технологическому критерию. После отбора способов, которые могут быть применены ...
... нанесение расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами. Наплавку применяют для восстановления изношенных деталей, а также при изготовлении новых деталей с целью получения поверхностных слоев, обладающих повышенными твердостью, износостойкостью, жаропрочностью, ...
0 комментариев