Навигация
Характеристика материалов для наплавки поверхностей деталей с абразивным износом
24321
знак
0
таблиц
2
изображения
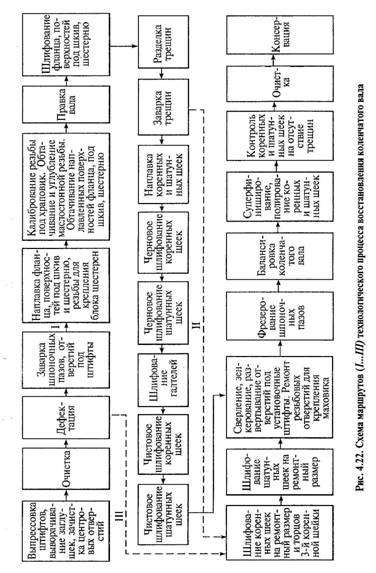
4. Характеристика материалов для наплавки поверхностей деталей с абразивным износом
Современное машиностроение предъявляет повышенные требования к наплавочным электродным материалам. Однако часто сложный состав стержней штучных электродов или проволок для автоматической наплавки таков, что их изготовление стандартными методами прокаткой, волочением) существенно затруднено, а часто и вообще невозможно. В связи с этим, разработка электродов как с легированным стержнем и дополнительным легированием наплавленного металла через покрытие, так и порошковых проволок для механизированных видов сварки и наплавки предусматривает введение легирующих элементов в требуемых количествах.
Состав и свойства наплавленного металла (слоя) зависит от условий службы изделия и его выбор является сложной задачей, так как износ протекает по-разному в зависимости от условий работы. При эксплуатации выбирается главный вид износа и ему уделяется основное внимание. В связи с необходимостью поддержания оптимальной температуры при проведении металлургических реакций в процессе наплавки требуется подвод тепла от дугового разряда при дуговых видах наплавки или за счет генерирования теплоты при прохождении тока по расплавленному шлаку в процессе электрошлаковой наплавки.
Некоторые из наиболее распространенных наплавочных материалов, в частности, электродов, для тяжелых условий эксплуатации и восстановления быстроизнашиваемых деталей приведены в табл.4.2, 4.3 и для специфичных условий наплавки деталей железнодорожного транспорта в таблице 4.4.
Электроды для наплавки следует рассматривать в связи с технологией наплавки и условиями работы наплавленного металла. Свойства наплавленного металла зависят от предварительного подогрева, методов наплавки, погонной энергии, условий охлаждения, массы и химического состава, термической обработки. Поэтому при наплавке одними и теми же электродами, порошковыми проволоками с использованием флюсов одного и того же состава можно получить металл, обладающий различными свойствами.
Электроды ОМГ-Н предназначены для наплавки деталей, работающих в условиях абразивного изнашивания и высоком давлении, а также для заварки небольших дефектов изделий из стали Г13. Используются как при однослойной, так и при двухслойной наплавке. Отношение хрома к углероду в пределах 15…20. Структура наплавленного металла доэвтектическая: мартенсит с продуктами распада аустенита при небольшом количестве карбидной фазы. Из-за феррита в матрице износостойкость относительно невелика, но сопротивление ударным нагрузкам достаточно высоко. Без термической обработки может применяться в условиях абразивного воздействия. После термической обработки (закалка + низкий отпуск) повышается сопротивление изнашиванию, но понижается ударостойкость.
Электроды Т-620 предназначены для наплавки деталей, работающих в условиях абразивного изнашивания без значительных ударов. Благодаря наличию титана и марганца (до 1,5%) содержание углерода без ущерба для износостойкости можно было бы уменьшить до 0,2%.
Электроды Сормайт С27 предназначены для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками при температуре до 500 оС и наличии коррозионной среды(била углеразмольных мельниц, зубья ковшей экскаватора, била дробилок).
Электроды 13КН/ЛИВТ предназначены для наплавки деталей, работающих в условиях абразивного изнашивания при отсутствии ударов или при слабых ударах. Обеспечивают получение заэвтектоидной структуры наплавленного металла с мартенситом и небольшим количеством вторичных карбидов цементитного типа. При низком отношении хрома к углероду дополнительных карбидов хрома не образуется. Наплавленный металл имеет умеренную износостойкость и небольшую ударостойкость из-за содержания в структуре мартенсита. Содержание углерода должно быть больше для получения специальных карбидов и более высокой износостойкости.
Система легирования C-Cr-В используется для наплавки быстроизнашиваемых стальных и чугунных деталей, работающих при абразивном воздействии. Наплавка производится на постоянном токе при обратной полярности в нижнем положении. Наплавочный металл термической обработке не подвергается и наплавку следует производить не более чем в два слоя на стальных изделиях и в один слой на чугунных. Наплавленный металл склонен к образованию трещин.
Список литературы
1 Технология и оборудование сварки плавлением и термической резки: Учебник для вузов.– 2-е изд. Испр. и доп./ А.И.Акулов, В.П.Алехин, С.И.Ермаков и др./ Под ред.А.И. Акулова.- М.: Машиностроение, 2003.-560с.
ISBN 5-217-03130-1
2 Хасуи А., Моригаки О. Наплавка и напыление / Пер.с яп.В.Н. Попова. Под ред.В.С. Степина, Н.Г. Шестернева. М.: Машиностроение,1985.-240с.
3 Износостойкость сплавов, восстановление и упрочнение деталей машин /Под общей ред.В.С. Попова.- Изд. ОАО Мотор Сич.- Запорожье, 2006.- 420с.
ISBN 966-7108-97-3
4 Грохольский , Н.Ф. Восстановление деталей машин и механизмов сваркой и наплавкой.- М. : Машиностроение.-1966.-275с.
Похожие работы
... комплекса является задание на дипломную работу утвержденное приказом по академии № 07-17 от 07.02.2003 года. Наименование организации: ДГМА. Тема разработки: "Моделирование тепловых процессов при наплавке порошковой проволокой". Специальная часть: "Программно-методический комплекс для расчета температурного поля вылета порошковой проволоки". Назначение разработки Функциональное назначение ...
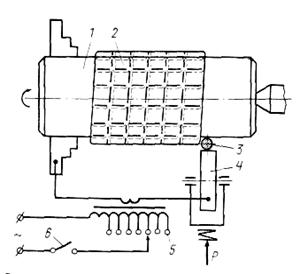
... валика, обеспечивающее перекрытие его с соседним, определяется только скоростью перемещения ролика относительно образующей вращающейся детали. Рис. 3. Основная технологическая схема электроконтактной наплавки 1 – наплавляемая деталь, 2 – наплавленный металл; 3 – присадочная проволока, 4 – наплавляющий ролик; 5 – трансформатор, 6 – прерыватель тока При наплавке очередного витка присадочная ...
... ) учитывает, с одной стороны, особенности подлежащих восстановлению поверхностей деталей, а с другой технологические возможности соответствующих способов восстановления. На основании технологических характеристик способов восстановления, устанавливаются возможные способы восстановления различных поверхностей детали по технологическому критерию. После отбора способов, которые могут быть применены ...
... нанесение расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами. Наплавку применяют для восстановления изношенных деталей, а также при изготовлении новых деталей с целью получения поверхностных слоев, обладающих повышенными твердостью, износостойкостью, жаропрочностью, ...
0 комментариев