Навигация
Сутунка - листовая заготовка для прокатки листов штучным способом; имеет толщину от 6 до 50 мм и ширину от 150 до 500 мм
41800
знаков
0
таблиц
2
изображения
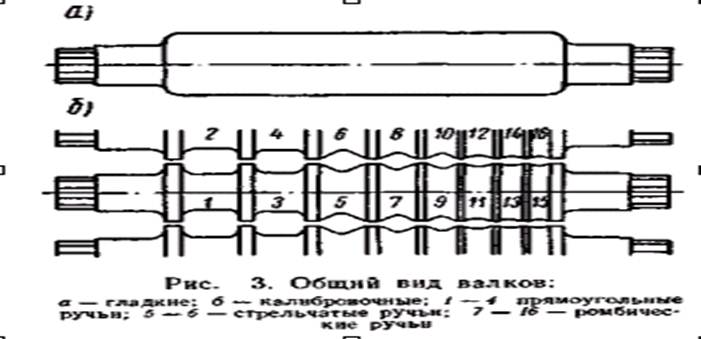
4. Сутунка - листовая заготовка для прокатки листов штучным способом; имеет толщину от 6 до 50 мм и ширину от 150 до 500 мм.
Подготовка заготовок к прокатке заключается в удалении имеющихся на поверхности дефектов: плён, волосовин, трещин, неметаллических включений, закатов, подрезов, царапин. Все это выявляется тщательным осмотром заготовок. При производстве легированных сталей, чтобы вскрыть и обнаружить невидимые из-за слоя окалины дефекты поверхности, производят травление металла в растворах кислот или очистку поверхности другим способом.
Необходимость удаления поверхностных дефектов на заготовках вызывается тем обстоятельством, что они, как правило, не устраняются в процессе последующей прокатки, а переходят на готовый продукт. Удаление дефектов, т. е. зачистка исходных материалов, полностью окупается увеличением выхода годных прокатных изделий. Поэтому на металлургических заводах до 70% заготовок из углеродистых сталей и до 100% из легированных подвергают зачистке. Удаление поверхностных дефектов на заготовках представляет собой весьма трудоемкую операцию. Поэтому на ряде металлургических заводов создают специальные участки подготовки металла к прокатке, где обычно занято от 40 до 80% рабочих прокатного цеха.
Удаление поверхностных дефектов осуществляется различными способами в зависимости от вида зачищаемого дефекта, назначения и химического состава зачищаемого металла, стадий прокатного предела и др.
Вырубка пневматическим зубилом выполняется с использованием пневматических молотков различных типов. Удаление дефектов производится в направлении оси заготовки, так как при поперечной вырубке такие дефекты, как трещины, зачеканиваются и становятся невидимыми. Канавка, получаемая при вырубке, должна быть достаточно пологой, а отношение ширины к глубине канавки принимается не менее 6. Меньшее соотношение ведет к появлению в процессе последующей прокатки складок и закатов на готовом изделии. Данный способ зачистки металла малопроизводителен, требует значительной затраты физического труда. Однако он продолжает использоваться на металлургических заводах при выборочной зачистке дефектов, снятии заусенцев.
Зачистка абразивными кругами с различными размером зерна и твердостью применяется при удалении сравнительно мелких дефектов с поверхности металла, а также более крупных дефектов на стали, имеющей повышенную твердость. Обычно сталь повышенной твердости зачищают сравнительно мягкими кругами, что предохраняет их от «засаливания», так как затупленные зерна своевременно выкрашиваются и обнажаются новые более острые. При зачистке стали пониженной твердости используют более твердые круги, так как в данном случае необходимо иметь одновременный износ абразивного вещества и бакелитовой связки.
Удаление поверхностных дефектов наждачными кругами производится в поперечном направлении, так как обнаружить трещины и волосовины при продольной чистке, т. е. в направлении залегания самого дефекта, значительно труднее.
Следует иметь в виду, что зачистка наждачными кругами при большой стружке может служить причиной появления так называемых шлифовальных трещин. Это явление происходит из-за значительного местного разогрева зачищаемого участка металла и затем интенсивного охлаждения его вследствие отвода теплоты в остальную массу металла, т. е. в результате действия термических напряжений.
Зачистка металла абразивными кругами применяется в основном при производстве легированных дорогостоящих сталей, так как только в этом случае данный способ удаления поверхностных дефектов становится экономически целесообразным. Сам процесс зачистки малопроизводителен, трудоемок и требует все в большей мере применения механизированных станков, которые устраняют тяжелый ручной труд и позволяют использовать круги большей массы, что значительно повышает производительность зачистки.
Огневая зачистка сводится к выжиганию металла вблизи поверхностного дефекта пламенем газокислородной смеси, при этом удаляется и сам дефект. В качестве горючих газов используют ацетилен, коксовальный и природный газ, пропан.
Сам процесс зачистки складывается из двух последовательных операций: нагрева металла до температуры воспламенения и сжигания места дефекта в струе кислорода. При этом за доли секунды на поверхности металла температура повышается до 2500 - 31000С, интенсивно понижаясь при удалении от поверхности. Чтобы избежать появления опасных термических напряжений, огневую зачистку производят на металле в подогретом состоянии, обычно до 250 - 600 ОС в зависимости от склонности стали к образованию термических трещин.
Огневую зачистку выполняют ручным и машинным способами. Ручная зачистка с помощью газокислородных резаков, хотя и менее производительная, позволяет выборочно удалять поверхностные дефекты. Скорость ручной зачистки обычно составляет 15 - 18 м/мин. Один рабочий огневой зачистки заменяет, по крайней мере, 15 вырубщиков, удаляющих дефекты пневматическими молотками.
Машинная огневая зачистка металла выполняется как в потоке непосредственно на рольганге за блюмингом или слябингом, когда металл имеет еще высокую температуру, так и на складе. Машина огневой зачистки в потоке устанавливается на пути движения металла к ножницам. В зависимости от сортамента и состояния поверхности раската наружный слой глубиной 0,5 - 3,5 мм сжигается по всей поверхности. После такой зачистки блюмы и слябы могут, минуя сортировку на складе, подаваться горячими в печи для подогрева до температур последующей прокатки. Это значительно сокращает штаты склада заготовок и площади, занятые под складские помещения.
Существующие машины огневой зачистки в технологическом потоке и автоматическом режиме обеспечивают 100%-ную зачистку металла после блюмингов и слябингов. Их производительность 4 - 6 млн. т/год. Обычно скорость зачистки блюмов составляет 0,3 - 0,5 м/с, слябов - 0,4 - 0,75 м/с.
На ряде заводов установлены машины для зачистки горячего металла в технологическом, потоке фрезами, которые обеспечивают высокую производительность и достаточно качественную зачистку одновременно всех сторон полупродукта.
Кроме рассмотренных способов удаления поверхностных дефектов со слитков и заготовок применяют и другие, например обточку на специальных токарных станках, строжку, фрезерование в холодном и подогретом состоянии. Эти дорогостоящие способы зачистки поверхности полупродукта применяются при получении сортового проката листов и труб из жаропрочных, нержавеющих и других высоколегированных сталей, в технологическом отношении очень сложных, к качеству поверхности которых предъявляются весьма высокие требования.
При пластической обработке цветных металлов подготовке слитков и заготовок уделяется также весьма серьезное внимание, причем помимо зачистки поверхности иногда применяют предварительную термическую обработку. Так, например, перед прокаткой слябы алюминиевых сплавов (типа Д16, В95), получаемых полу непрерывным литьем, подвергают гомогенизирующему отжигу, проглаживают на двухвалковом стане с небольшими обжатиями для выравнивания основных граней, правят в горячем состоянии на роликоправильной машине, подвергают горячей резке на необходимые длины и фрезеруют. Часто перед окончательной прокаткой слябов на листы их плакируют чистым алюминием так, что листовой дюралюминий имеет плакирующий слой на каждой стороне, который составляет 2 - 4 % общей толщины листа. Плакирование выполняется в процессе горячей прокатки фрезерованного сляба, покрытого с обеих сторон листами чистого алюминия.
3. Типы станов холодной прокатки
3.1 Общая характеристика листопрокатных станов
Прокатным станом называют комплекс машин и агрегатов, предназначенных для осуществления процесса прокатки металла, дальнейшей его обработки (правки, резки) и транспортирования.
Оборудование прокатного стана можно подразделить на 2 группы – основное, расположенное в рабочей линии стана, и вспомогательное, служащее для транспортирования и отделки прокатываемой полосы. Рабочая линия состоит из рабочей клети и линии привода, включающей в общем случае двигатель, редуктор, шестеренную клеть и соединительные детали. Число клетей прокатного стана зависит от его назначения и у некоторых станов достигает нескольких десятков. Каждая клеть может иметь свою линию привода.
Похожие работы
... окупаются за 2-3 года, не считая тех выгод, которые получает потребитель благодаря применению листовой продукции более высокого качества. 6. Технико-экономические показатели производства холоднокатаных листов и полос. Производительность станов холодной прокатки зависит от сортамента прокатываемых полос, скорости прокатки, массы рулонов и количества сварных швов в них, длительности простоев стана ...
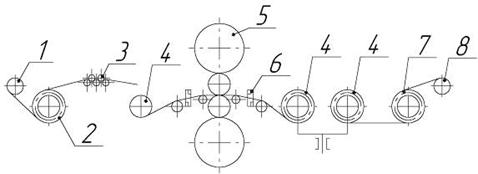
... нержавеющей листовой стали включает термическую обработку горячекатаных полос, травление, холодную прокатку, термическую обработку холоднокатаных полос, травление холоднокатаных полос, дрессировку, порезку полос на листы, сортировку и упаковку. Рисунок 6. Прокатный стан кварто-1700: 1 – бумагомоталка; 2 – разматыватель; 3 – правильная машина; 4 – натяжные барабаны; 5 – клеть кварто-1700; 6 – ...
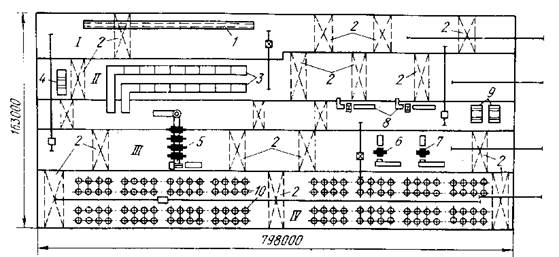
... Первая очередь цеха холодной прокатки введена в эксплуатацию в 1963 г., оборудование стана расположено в 12 пролетах (Рисунок 2). Рисунок 2. Схема расположения основного технологического оборудования стана холодной прокатки 1700 Мариупольского металлургического комбината им. Ильича: I - склад горячекатаных рулонов, II - пролет стана, III - машинный зал, IV - пролет газовых колпаковых печей, ...
Прокатку производят на прокатных станах. Она представляет собой процесс обжатия и вытяжки металла заготовки. Существуют три основных способа прокатки — продольная, косая и поперечная. Наибольшее применение получил способ продольной прокатки. Этим способом производят примерно 90% всего проката, в том числе профильный и листовой прокат. При продольной прокатке заготовка движется ...
0 комментариев