Навигация
Станы холодной прокатки
30876
знаков
2
таблицы
10
изображений
Донбасская государственная машиностроительная академия
Кафедра –
Автоматизированные металлургические машины и оборудование
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовой работе по дисциплине
"Технологические линии и комплексы металлургических цехов"
Выполнил
студент группы МО-03-2 А.С. Селедцов
Руководитель работы: Э.П. Грибков
2007
г.Краматорск
Реферат
Расчётно-пояснительная записка содержит стр., 2 таблицы,3 источника, 3 рисунка.
Основная задача данной курсовой работы – выбор цеха холодной прокатки, прокатного стана и разработка технологического процесса для производства листа шириной 1400мм и толщиной 0,35мм из стали 08кп производительностью 800 тысяч тонн в год.
В ходе выполнения работы были рассмотрены станы холодной прокатки различной конструкции и производительности (реверсивные и непрерывные).
Для производства заданного проката был выбран Непрерывный стан 2030 Новолипецкого металлургического комбината. Описание его оборудования так же приводится в расчётно-пояснительной записке.
Графическая часть курсовой работы содержит план расположения оборудования цеха непрерывного стана и графики загрузки клетей прокатного стана.
цех холодная прокатка сталь производительность
ПРОКАТНЫЙ СТАН. НЕПРЕРЫВНЫЙ ТРАВИЛЬНЫЙ АГРЕГАТ. ШЕСТЕРЁННАЯ КЛЕТЬ. ОБЖАТИЕ. СИЛА ПРОКАТКИ. МОЩНОСТЬ ПРОКАТКИ. ЛЕТУЧИЕ НОЖНИЦЫ. МОТАЛКА. ОЧАГ ДЕФОРМАЦИИ. РОЛЬГАНГ.
Содержание
Введение
1 Станы холодной прокатки
1.1 Непрерывный стан 2500 Магнитогорского металлургического комбината
1.2 Непрерывный стан 1700 Мариупольского металлургического комбината им. Ильича
2 Непрерывный стан 2030 Новолипецкого металлургического комбината
3 Расчет энергосиловых параметров холодной прокатки. Математическое обеспечение
4 Определение технологических режимов прокатки листа 0.35×1400
5 Расчет производительности стана
6 Рекомендации по совершенствованию технологии прокатки
Заключение
Перечень ссылок
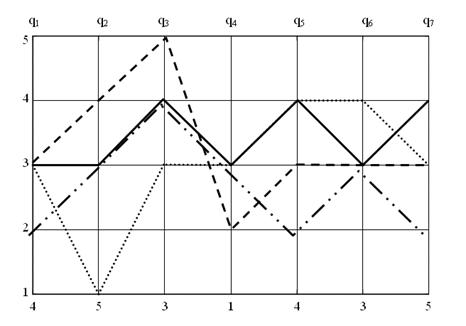
Приложение А – Графики распределения параметров прокатки по проходам
Приложение Б –Программа для расчёта энергосиловых параметров процесса прокатки
Введение
Основная часть получаемой стали проходит через прокатные цеха и лишь незначительное количество через литейные и кузнечные цеха. Поэтому развитию прокатного производства уделено большое внимание.
Курс «Технологические линии и комплексы металлургических цехов» является специальной дисциплиной, которая формирует у студентов профессиональные знания в области теории и технологии непрерывных металлургических линий и агрегатов.
В результате выполнения курсовой работы должны быть выполнены следующие разделы:
- разработать и описать технологические процессы в целом по участкам (агрегатам) и по отдельным операциям с проработкой вопросов непрерывности технологии;
- осуществить выбор по заданной производительности и размерам поперечного сечения листового проката стана холодной листовой прокатки, из существующих конструкций;
- произвести расчет распределения обжатий по проходам в клетях прокатного стана;
- выполнить расчеты усилий прокатки в каждой клети прокатного стана и мощности электроприводов;
- определить годовую производительность стана;
Выполнить автоматизацию технологических режимов обжатий.
В ходе выполнения курсовой работы закрепляются и расширяются знания, полученные при изучении курса «ТЛКМЦ», появляются навыки в выборе производственного оборудования, расчетах технологических режимов обжатий и энергосиловых параметров прокатки, использование при расчетах электронно-вычислительной техники.
1 Станы холодной прокатки
Способом холодной прокатки получают ленты, листы и полосы наименьшей толщины и шириной до 4600...5000мм.
Основными параметрами широкополосных станов является длина бочки рабочей клети (в непрерывных станах последней клети).
Для производства листовой холоднокатаной стали применяют реверсивные одноклетевые и последовательные многоклетевые станы.
По заданию наиболее подходящими являются 3 стана:
[ 3 ]
1.1 Непрерывный стан 2500 Магнитогорского металлургического комбината
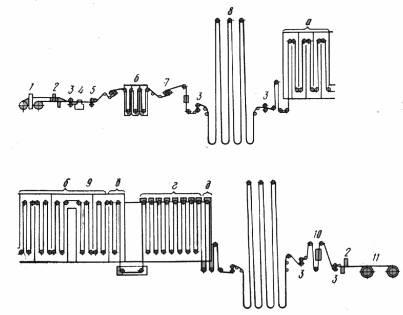
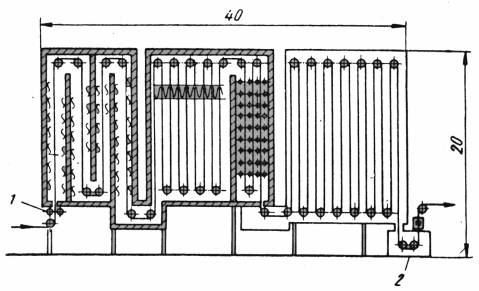
Цех введен в эксплуатацию в 1968 г. Оборудование стана расположено в семи пролетах (рисунок 1).
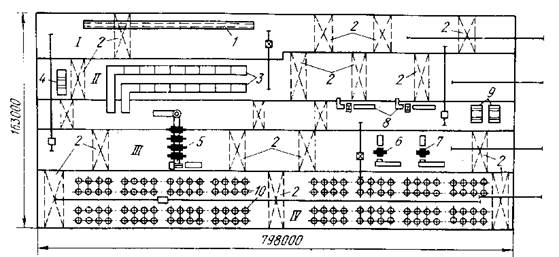
Рисунок 1. Схема основного технологического оборудования стана 2500 Магнитогорского металлургического комбината:
I - пролет склада горячекатаных рулонов, II - пролет НТА, III - пролет стана, IV - пролет колпаковых печей; 1 - конвейер передаточный горячекатаных рулонов, 2 - мостовые краны, 3 - непрерывно-травильные агрегаты, 4 - агрегат поперечной резки горячекатаных рулонов, 5 - рабочая линия стана, 6 - дрессировочный стан, 7 - дрессировочный стан 1700, 8 и 9 - агрегаты продольной и поперечной резки, 10 - колпаковые печи.
Стан предназначен для прокатки в холодном состоянии полос сечением (0,6-2,5) х (1250-2350) мм в 30-т рулон внутренним диаметром 800 мм, наружным 1950 мм из сталей 08Ю, 08кп, 08пс (ГОСТ 9045-80), сталей 08 - 25 всех степеней раскисления с химическим составом по ГОСТ 1050-74 и Ст0 - Ст3 кипящей, полуспокойной и спокойной (ГОСТ 380-71).
Похожие работы
... , кроме того, необходимо учитывать, что приводной двигатель будет обладать достаточно большой мощностью. При анализе литературных источников удалось установить, что в главных электроприводах прокатных станов холодной прокатки применяются две системы: а) УВ – ДПТ; б) Г – Д; Можно также рассмотреть варианты применения следующих систем: в) АД с частотным управлением; г) Каскадная система; д) ...
... окупаются за 2-3 года, не считая тех выгод, которые получает потребитель благодаря применению листовой продукции более высокого качества. 6. Технико-экономические показатели производства холоднокатаных листов и полос. Производительность станов холодной прокатки зависит от сортамента прокатываемых полос, скорости прокатки, массы рулонов и количества сварных швов в них, длительности простоев стана ...





... : 1. Электрофасоннолитейный цех (ЭФЛЦ) 2. Сортопрокатный цех (СГЩ) Рисунок 3.1. Производственная структура ОАО ММЗ «Серп и молот» 3 Листопрокатный цех (ЛПЦ) 4 Сталепроволочный цех (СтПЦ) 5 Калибровочный цех 6 Цех холодной прокатки нержавеющей ленты (ЦХПНЛ) Структурой завода предусмотрены следующие вспомогательные службы, оказывающие услуги для нужд основного производства и ...
... рулонной стальной полосы (холодная прокатка с небольшими обжатиями в пределах 0,5/3,0%) применяют четырехвалковые станы: одноклетевые нереверсивные, одноклетевые реверсивные, двухклетевые нереверсивные. Холодную прокатку полос и листов из алюминиевых сплавов осуществляют на реверсивных и нереверсивных одноклетевых четырехвалковых станах с бочкой валков длиной 1700/2800 мм или на непрерывных ...
0 комментариев