Навигация
Сили різання при точінні
35689
знаков
1
таблица
5
изображений
3. Сили різання при точінні
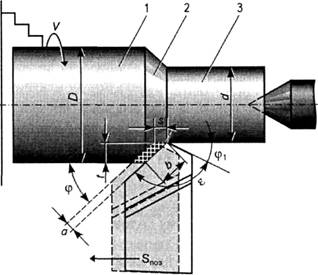
Сили різання найбільш зручно розглядати на прикладі точіння, або стругання, оскільки вони найбільше вивчені. Основні закономірності цих процесів розповсюджуються на всі види обробки. Рівнодіюча всіх сил R, прикладених до різця з боку оброблюваного матеріалу, називається силою опору матеріалів різанню, або силою різання (рис.17).
На практиці розглядають складові цієї сили, які діють по трьох координатних осях x,y,z R=![]() . Рz – тангенціальна складова сили різання, що діє по дотичній до поверхні різання і збігається з напрямом вектора швидкості різання. Ру- радіальна складова сили різання, що діє перпендикулярно до осі заготовки. Рх – осьова складова сили різання, що діє паралельно осі обертання заготовки в напрямку протилежному руху подачі. На співвідношення між цими силами і їх значення впливає багато факторів. Так при φ=450,
. Рz – тангенціальна складова сили різання, що діє по дотичній до поверхні різання і збігається з напрямом вектора швидкості різання. Ру- радіальна складова сили різання, що діє перпендикулярно до осі заготовки. Рх – осьова складова сили різання, що діє паралельно осі обертання заготовки в напрямку протилежному руху подачі. На співвідношення між цими силами і їх значення впливає багато факторів. Так при φ=450, ![]() λ=0 і γ=150 Ру/Рz =0,4 –0,5; Рх/Рz=0,3-0,4. Сумарна сила
λ=0 і γ=150 Ру/Рz =0,4 –0,5; Рх/Рz=0,3-0,4. Сумарна сила
R=![]() =1,14-1,18Pz.
=1,14-1,18Pz.
Тангенціальна складова Pz є найбільшою. За цією силою розраховують потужність різання, міцність елементів різця і деталей приводу головного руху верстата, а також крутний момент на шпинделі.
За силою Рх розраховують потужність механізму подачі і міцність його деталей.
Сила Ру відштовхує різець від заготовки і сприяє вібраціям у горизонтальній площині. На її основі розраховують жорсткість кріплення заготовки. Вона сильно впливає на точність і геометричну форму обробленої поверхні.
Потужність різання
Np=![]() кВт.
кВт.
Потужність подачі
Nn=![]() кВт.
кВт.
Потужність головного приводу верстата N=![]() , тут ηверст –коефіцієнт корисної дії механізму приводу верстата, він рівний переважно 0,80-0,85.
, тут ηверст –коефіцієнт корисної дії механізму приводу верстата, він рівний переважно 0,80-0,85.
Дослідами встановлено, що на сили різання при точінні впливають оброблюваний матеріал, глибина різання (товщина шару металу, що знімається за один прохід) t, подача s, передній кут різця γ, кут в плані φ, радіус при вершині різця, швидкість різання, кут нахилу головної різальної кромки λ, швидкість різання, мастильно-охолоджуючі речовини. Сили різання визначають за емпіричними формулами, одержаними в процесі обробки результатів досліджень: Pz=CpztxpzsypzvnzKpz; Px=CpxtxpxsypxvnxKpx; Py=CpytxpysypyvnyKpy, тут Срz,, Срх і Сру – коефіцієнти, що рівні силам Pz,Px,Py коли всі інші величини рівні одиниці. Кожна з зазначених вище величин впливає на сили різання по різному. Коефіцієнт Кр визначається як добуток ряду коефіцієнтів
Кр=КмрК φрКγ рКλрКhKrpKop
1.Глибина різання і подача. Чим більші t і s тим більша площа поперечного перетину стружки і об’єм матеріалу, що деформується, тим більший опір матеріалу процесу стружкоутворення і процес різання відбувається з більшими силами різання. Проте при поздовжньому точінні на силу різання більше впливає глибина різання. Це пояснюється тим, що при збільшенні глибини різання зростає не тільки обсяг деформацій, але і ширина зрізу, сили нормального тиску і тертя як вздовж передньої так і задньої поверхні різця. При більшій подачі зростає обсяг деформацій, але ширина зрізу залишається попередньою, тобто сили нормального тиску і тертя не змінюються. Отже подача менше впливає на сили різання ніж глибина різання. Враховується цей вплив величинами t і s у відповідних степенях xp yp.
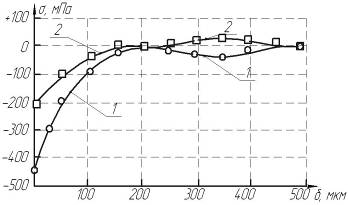
2. Швидкість різання по різному впливає на сили. При v=3-5 м/хв складові сил різання мають менші значення, при збільшенні v до 15-20 м/хв вони збільшуються і при v> 50 м/хв знову зменшується. Ріст сил різання в зоні швидкостей 25-60 м/хв пояснюється зменшенням наростоутворення. При послідуючому збільшенні швидкості різання зменшується коефіцієнт тертя і, відповідно, зменшуються сили різання. В діапазоні v=50-500 м/хв зменшення сил різання можна виразити функцією Pz=Cv-n.. Показник п залежить від умов роботи і приводиться в довідниках.
3. Оброблюваний матеріал. Фізико-механічні властивості оброблюваного матеріау і його стан багато в чому визначають процес стружкоутворення і супутні йому деформації, а отже і сили опору, які різець і верстат повинні подолати. Чим більні границя міцності σв і твердість матеріалу Нв тим більші сили різання. Це враховує коефіцієнт Кмр:
Кмр=![]() - для сталі; Кмр=
- для сталі; Кмр=![]() - для сірого чавуну; Кмр=
- для сірого чавуну; Кмр=![]() - для ковкого чавуну. Показники степені п для різних сил різні.
- для ковкого чавуну. Показники степені п для різних сил різні.
4. Передній кут γ. При збільшенні переднього кута і зменшенні кута різання (δ=90-γ) процес стружкоутворення супроводжується меншими деформаціями, тобто різцю легше врізатись в оброблювану заготовку, разом з тим зменшуються сили тертя по передній поверхні. Все це приводить до зменшення сил різання. Враховується вплив переднього кута коефіцієнтом Кγ.
5.Головний кут в плані φ. При збільшенні головного кута в плані збільшується товщина зрізу а і зменшується його ширина в. Це приводить до зменшення сили Ря. Із збільшенням кута φ радіальна складова сили різання зменшується, а осьова – росте. При розрахунках Pz,Pe i Px вплив кута φ враховують поправочним коефіцієнтом Кφ.
6.Радіус заокруглення різця при вершині r. Шз збільшенням радіуса заокруглення складові сили різання Pz iPY зростають, а Рх зменшується. Це пояснюється тим, що для різних точок заокругленої ділянки різальної кромки кут φ не однаковий, причому для точок розташованих ближче до вершини він менший. Отже з ростом r кут φ зменшується, що веде до збільшення сил Рzi Py. Враховується цей вплив коефіцієнтом Кr/.
7. Кут нахилу головної різальної кромки λ практично мало впливає на Рz, але із збільшенням λ росте Ру і зменшується Рх. Врахову4ється цей вплив коефіцієнтом Кλ.
8. Мастильно-охолоджуючі речовини (МОР) впливають не тільки на зменшення температури в зоні різання, але і зменшують тертя, отже впливають на зменшення сил, що діють на інструмент, враховується цей вплив коефіцієнтом Кор.
Похожие работы
... ії з механічної обробки деталей, впровадити результати дисертаційної роботи й провести промислове їх випробування. Об’єкт дослідження – технологічні операції механічної обробки деталей сільськогосподарського машинобудування із застосуванням полимервмісних МОТЗ. Предмет дослідження – вплив полімерної присадки до МОТЗ на продуктивність й якість механічної обробки деталей. Методи дослідження. ...
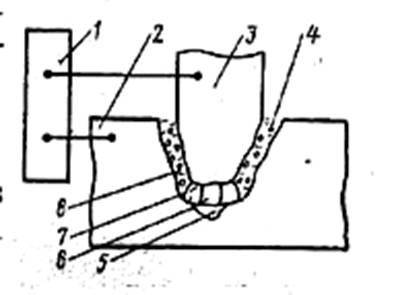
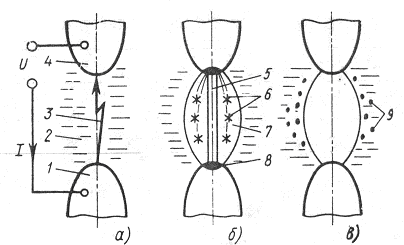
... ; 4 — електрод; 5 — електроліт; 6 — рух рідини до насоса; 7 — продукт анодного розчинення; 8 — мікровиступ Найпоширенішими методами електрохімічної обробки є електрохімічне полірування й електрохімічна розмірна обробка. Анодно-механічна обробка металів побудована на сполученні електроерозійного й електрохімічного процесів. Її сутність полягає в наступному. Через оброблювану заготівлю (анод) і ...
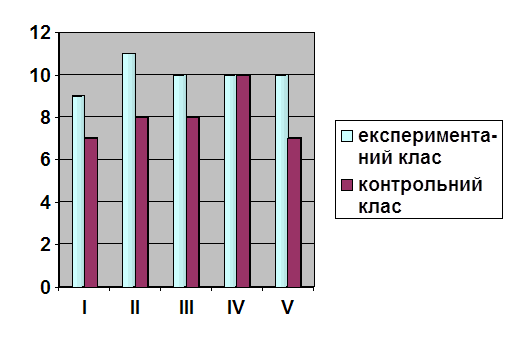
... з трудового навчання у 9 класі при вивченні профілю “Металообробка”. Метою нашої курсової роботи є розробка змісту методики формування в учнів системи знань і умінь з технології обробки металу на верстатах на заняттях з трудового навчання у 9 класі при вивченні профілю “Металообробка”. Об’єктом дослідження є теоретична та практична трудова підготовка учнів 9 класу. Предметом нашої курсової ...
... під тиском до 0,3 МПа на оброблювану поверхню) застосовують для кінцевої обробки фасонних деталей. Шорсткість поверхні за такого полірування залежить від зернистості абразиву. Серед наведених методів обробки металів найпоширенішим у виробництві є шліфування. Залежно від характеру шліфувальних робіт верстати поділяють на такі основні типи: • круглошліфувальні - для обробки зовнішніх поверхонь ...
0 комментариев