Навигация
Сили різання і потужність при свердлінні
35689
знаков
1
таблица
5
изображений
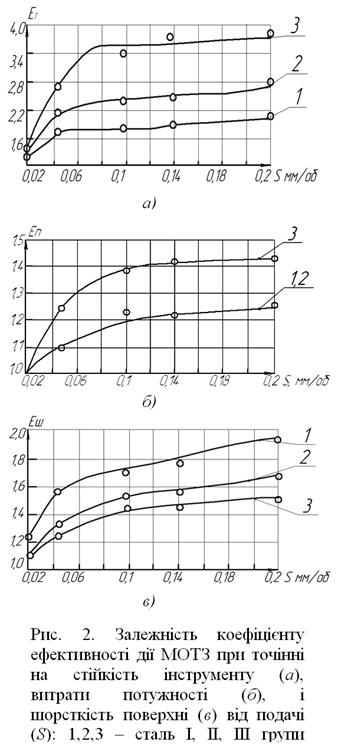
4. Сили різання і потужність при свердлінні
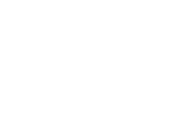
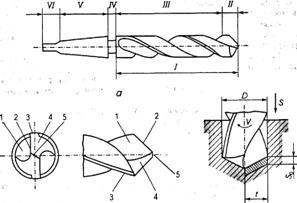
Процес свердління складніший порівняно з точінням і відбувається у тяжчих для інструменту умовах: ускладнене відведення стружки і підведення МОР, в різних точках різальної кромки різні швидкості різання, а на осі ця швидкість рівна нулю. Проте на елементарній дільниці процеси відбуваються ті ж, що і про точінні. Свердло зазнає опору з боку оброблюваного матеріалу і силу R в певній точці А (рис.1) можна розкласти на три складові Px,Py,Pz.. Складова Рх напрямлена вздовж осі свердла. В цьому ж напрямку діє сила на поперечну кромку Рп і сила тертя стрічки об оброблену поверхню( вертикальна складова). Сума всіх цих сил, що діють вздовж осі х, називається осьовою силою, або силою опору подачі Ро . Дослідами встановлено, що
Рп=50-55%Ро,Рх=40-45%Ро,а Рс![]() 3%Ро.
3%Ро.

Рис.1 Сили різання при свердлінні.
Радіальні сили Ру, які рівні одна одній за величиною, але протилежні за напрямком, взаємно врівноважуються (при правильному заточуванні свердла).
Крутний момент який долає шпиндель свердлильного верстата, в основному (80-90%) створюється силою Pz. Крутний момент і осьову силу при свердлінні розраховують по емпіричних формулах: M=CmDgsoyKm; Po=CpDgsoyKp і при розс-вердлюванні M=CmDgtxsoyKm;Po=CpDgtxsoyKp. В цих залежностях См і Ср – коефіцієнти, що характеризують оброблюваний матеріал і умови різання, g,x,y – показники степенів. Вони різні для осьової сили і крутного моменту. Км і Кр - поправочні коефіцієнти, що характеризують конкретні умови роботи.
Потужність різання N=![]() , потужність подачі Nпод=
, потужність подачі Nпод=![]()
5. Сили різання при фрезеруванні
Фрезерування – технологічна операція обробки плоских і фасонних поверхонь багатозубим різальним інструментом – фрезами. Головний рух – швидке обертання інструменту (фрези) навколо своєї осі, а рух подачі – повільне поступове переміщення заготовки, закріпленої на столі верстата. Режим фрезерування характеризується: 1) швидкістю різання v=![]() , тут D- діаметр фрези в мм, п- число обертів фрези за хв; 2) подачею на зуб sz, подачею на оберт so=szz, де z - число зубів фрези; хвилинною подачею sх =son=szzn; 3) глибиною різання t мм; 4) шириною фрезерування В мм.
, тут D- діаметр фрези в мм, п- число обертів фрези за хв; 2) подачею на зуб sz, подачею на оберт so=szz, де z - число зубів фрези; хвилинною подачею sх =son=szzn; 3) глибиною різання t мм; 4) шириною фрезерування В мм.
Процес фрезерування в порівнянні з точінням має свої особливості:
1. В роботі одночасно бере участь декілька лез, тому фрезерування більш продуктивний спосіб обробки ніж точіння;
2. Леза фрези працюють з перервами, а корпус її часто має значну масу, що сприяє відведення тепла від лез;
3. Площа зрізу може коливатись в широких границях, тому сили різання мають змінне значення;
4. Наростоутворення тут проявляється в меншій мірі, ніж при роботі різцем, тому що зуб врізається в матеріал з ударами і є менше можливостей для міцного утримування наросту.
В залежності від розміщення зубів на поверхні фрези розрізняють торцеве і циліндричне фрезерування. Всі інші види фрезерування – це комбінація цих двох основних видів. Фрезерування циліндричними фрезами може бути зустрічним і попутнім.
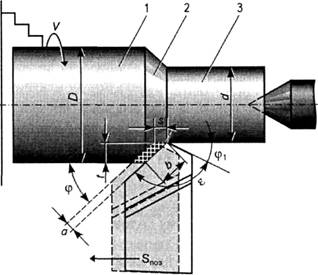
В процесі різання на кожен зуб фрези діє сила опору матеріалу різанню. Фреза повинна подолати сумарні сили різання. При фрезеруванні прямозубою циліндричною фрезою рівнодіючу силу різання, прикладеною в деякій точці А (рис.19а), можна розкласти на колову силу Р, дотичну до траєкторії різальної кромки, і радіальну складову Ру, напрямлену вздовж радіуса. Залежно від напрямку фрезерування (зустрічне чи попутне) напрям і абсолютне значення сил змінюються. При фрезеруванні циліндричною фрезою з гвинтовим зубом в осьовому напрямку діє осьова сила Ро, і чим більший кут нахилу зуба ω, тим більше Ро (рис.2б).
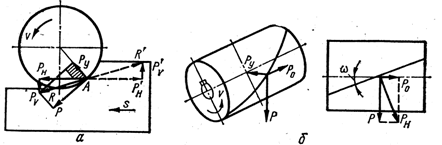
Рис.2. Сили різання при фрезеруванні.
Колова сила Р виконує основну роботу різання. На основі неї визначають потужність різання. Радіальна сила Ру=(0,6-0,8) Р діє на підшипники шпинделя і згинає оправку, на якій кріпиться фреза.
Сумарну силу R (рис ) можна розкласти на дві складові: горизонтальну Рг і вертикальну Рв. Залежно від напрямку фрезерування (зустрічне чи попутне) напрям і числове значення сил змінюються. При фрезеруванні циліндричною фрезою з гвинтовим зубом в осьовому напрямку діє осьова сила Ро.
Колова сила Р виконує основну роботу різання. На її основі визначають потужність різання Nріз. Радіальна сила Ру=(0,6-0,8)Р діє в на підшипники шпинделя і згинає оправку, на якій кріпиться фреза. Горизонтальна сила діє на елементи кріплення заготовки і механізм подачі верстата. Ро =(0,35-0,55)Р діє на підшипники шпинделя і механізм поперечної подачі стола. Рв – вертикальна сила діє на механізм вертикальної подачі. При попутному фрезеруванні ця сила притискає заготовку до стола, а при зустрічному - вона напрямлена в гору і старається відірвати заготовку від стола.
У прямозубої фрези лезо входить в контакт з заготовкою одночасно всією активною довжиною, що викликає різкі коливання сил різання. Для забезпечення більш плавної роботи фрези її виготовляють з гвинтовим зубом (кут підйому ω). При певних умовах можна забезпечити повну плавність роботи фрези, коли фреза незалежно від кута повертання знімає стружку постійного поперечного перетину (рівномірне фрезерування).Умова рівномірного фрезерування C=![]() , де В – ширина фрезерування, tос – осьовий крок фрези
, де В – ширина фрезерування, tос – осьовий крок фрези ![]() ; тоді С=
; тоді С=![]() . Для забезпечення рівномірного фрезерування необхідно, щоб С було цілим числом, тобто, щоб площа поперечного перетину стружки, що знімається фрезою була постійною і не залежала від кута повороту фрези. Практично такі умови роботи забезпечити трудно. Середнє значення колового зусилля визначається по емпіричній залежності
. Для забезпечення рівномірного фрезерування необхідно, щоб С було цілим числом, тобто, щоб площа поперечного перетину стружки, що знімається фрезою була постійною і не залежала від кута повороту фрези. Практично такі умови роботи забезпечити трудно. Середнє значення колового зусилля визначається по емпіричній залежності
Рz=![]()
Тут СР – залежить від оброблюваного матеріалу і умов обробки, Z – число зубів фрези, D- діаметр фрези, v- швидкість різання, t- товщина шару металу, що зрізується, sz- подача на зуб фрези і К- поправочний коефіцієнт, що враховує конкретні умови роботи ( як при точінні). Вплив діаметра фрези пояснюється тим, що з його збільшенням, при тому ж значенні Z, зменшується число зубів, що одночасно приймають участь в роботі, зменшується площа зрізу і, відповідно, сила різання. З збільшенням t i Z при віх інших рівних умовах збільшується число зубів, що одночасно беруть участь у різанні, росте сумарна площа зрізу і збільшується сила різання.
Крутний момент на шпинделі М![]() , потужність різання N=
, потужність різання N=![]() .
.
6. Сили різання при шліфуванні
Процес шліфування має свої особливості, які впливають на величину сил:
1. Шліфування здійснюється при великих швидкостях різання (20-40 м/сек), а при швидкісному фрезеруванні 50-50 м/сек і знімаються стружки малих перетинів.
2. Шліфувальний круг є багатолезовим інструментом. Він складається з різних елементів – абразивних зерен, з’єднаних зв’язкою в одне ціле. В роботі одночасно бере участь велика кількість зерен. Зерна – багатогранник неправильної форми з заокругленими вершинами. Тому зерна працюють з великими кутами різання >900, а інколи 130-140о.
3.У зв’язку з великою швидкістю різання і великими кутами різання процес шліфування супроводжується високими температурами (1000-1500 оС).
4. Абразивний інструмент немає суцільного леза. На твірній круга знаходиться ряд зерен на деякій віддалі одне від другого і кожне зерно знімає з поверхні свою стружку. Тому процес шліфування є по суті процес царапання.
5. В ході шліфування можна міняти тільки елементи режиму різання і неможливо поміняти геометрію інструменту (α,β,γ). Тому керувати процесом шліфування складніше.
6. Абразивний інструмент має здатність до певної міри в ході роботи самозаточуватись, яке проходить шляхом руйнування і викришування затуплених зерен, в результаті чого вступають в роботу нові гострі зерна.
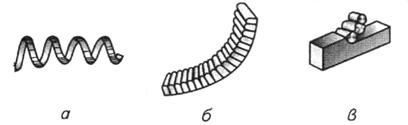
Сили різання при шліфуванні відносно невеликі, але потужність велика за рахунок великої швидкості. Схема роботи абразивного зерна показана на рис. 3
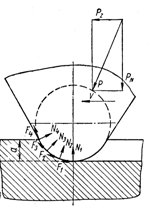
Рис. 3
Кут різання δ=130-140о, радіус r=2-5мкм÷7-25мкм в залежності від зернистості круга. Тому РN= 1,5-3PZ. Кругова сила PN визначається за емпіричною залежністю PZ=CР Vд0,7 t0,6s0,6. Тут СР - коефіцієнт, який залежить від властивостей оброблюваного матеріалу, так при круглому шліфуванні загартованої сталі з нормальною швидкістю при діаметрі круга 500 мм і ширині 40 мм СР=21,6, а при шліфуванні чавуну -19,6.
В довідниках приведені дані для розрахунку потужності різання при круглому зовнішньому шліфуванні з поздовжньою подачею, що проводиться за формулою N=CNVdrtxsydq. Тут d- діаметр шліфування.
Похожие работы
... ії з механічної обробки деталей, впровадити результати дисертаційної роботи й провести промислове їх випробування. Об’єкт дослідження – технологічні операції механічної обробки деталей сільськогосподарського машинобудування із застосуванням полимервмісних МОТЗ. Предмет дослідження – вплив полімерної присадки до МОТЗ на продуктивність й якість механічної обробки деталей. Методи дослідження. ...
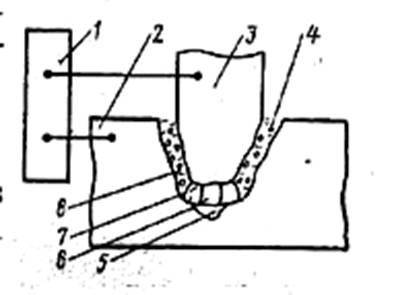
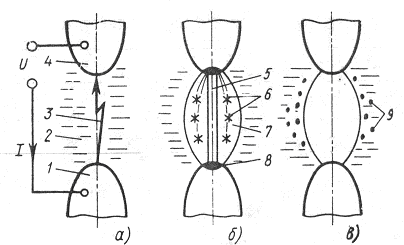
... ; 4 — електрод; 5 — електроліт; 6 — рух рідини до насоса; 7 — продукт анодного розчинення; 8 — мікровиступ Найпоширенішими методами електрохімічної обробки є електрохімічне полірування й електрохімічна розмірна обробка. Анодно-механічна обробка металів побудована на сполученні електроерозійного й електрохімічного процесів. Її сутність полягає в наступному. Через оброблювану заготівлю (анод) і ...
... з трудового навчання у 9 класі при вивченні профілю “Металообробка”. Метою нашої курсової роботи є розробка змісту методики формування в учнів системи знань і умінь з технології обробки металу на верстатах на заняттях з трудового навчання у 9 класі при вивченні профілю “Металообробка”. Об’єктом дослідження є теоретична та практична трудова підготовка учнів 9 класу. Предметом нашої курсової ...
... під тиском до 0,3 МПа на оброблювану поверхню) застосовують для кінцевої обробки фасонних деталей. Шорсткість поверхні за такого полірування залежить від зернистості абразиву. Серед наведених методів обробки металів найпоширенішим у виробництві є шліфування. Залежно від характеру шліфувальних робіт верстати поділяють на такі основні типи: • круглошліфувальні - для обробки зовнішніх поверхонь ...
0 комментариев