Навигация
Исследование процессов взаимодействия между металлом, газом и шлаком
37253
знака
8
таблиц
4
изображения
2. Исследование процессов взаимодействия между металлом, газом и шлаком
2.1 Характеристика защиты металла от взаимодействия с окружающей средой
Сварка плавлением - высокотемпературный процесс, сопровождающийся изменением состава металла сварного соединения, а следовательно, и его свойств, в результате взаимодействия с окружающей средой (атмосферой). Высокая восстановительная активность металлов приводит к образованию оксидов, нитридов и гидридов, а так как скорость химических реакций и диффузионных процессов при температурах сварочного цикла очень высокая, то даже в очень ограниченное время могут, произойти существенные и нежелательные изменения состава металла шва. Широкое применение сварки в различных отраслях промышленности, строительства и транспорта стало возможным только тогда, когда были разработаны надежные методы защиты зоны сварки от атмосферы.
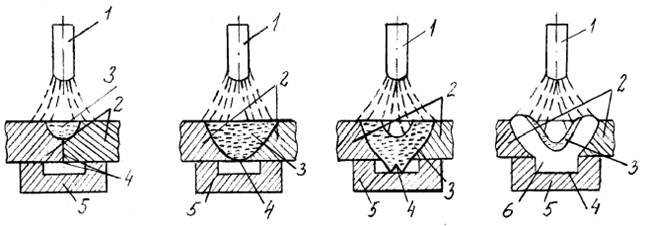
Рассматривая различные виды сварки, можно выделить четыре способа защиты зоны сварки: 1) шлаковая защита, 2) газовая , 3) газошлаковая, 4) вакуумная.
Смешанная газошлаковая защита сварочной ванны.
Исторически этот метод появился раньше всех. Он реализуется при ручной дуговой сварке толстопокрытыми или качественными электродами, промышленное применение которых началось в середине 20-х годов.
Свойства металла шва, наплавленного электродом без покрытия, очень низки. Состав покрытия электродов определяется рядом функций, которые он должен выполнять: защита зоны сварки от кислорода и азота воздуха, раскисление металла сварочной ванны, легирование ее нужными компонентами, стабилизация дугового разряда. Производство электродов сводится к нанесению на стальной стержень электродного покрытия определенного состава. Электродные покрытия состоят из целого ряда компонентов, которые условно можно разделить на ионизирующие, шлакообразующие, газообразующие, раскислители, легирующие и вяжущие.
Ионизирующие компоненты – соединения, содержащие ионы щелочных металлов: Na2CO3, K2CO3. пары этих соединений снижают сопротивление дугового промежутка и делают дуговой разряд устойчивым.
Шлакообразующие – минералы: полевой шпат K2O3.Al2O3.6SiO2; мрамор, мел, CaCO3, магнезит MgCO3, глинозем Al2O3, флюорит CaF2, рутил TiO2, кварцевый песок SiO2 и иногда гематит Fe2O3. При сплавлении эти компоненты образуют шлаки различного состава и различной основности.
Газообразующие – вещества, разлагающиеся с выделением большого объема газа – мрамор, мел или органические вещества: декстрин, крахмал, целлюлоза, которые, сгорая в электрической дуге, дают много газообразных продуктов – CO2; CO; H2; H2O/
Раскислители и легирующие компоненты – металлические порошки или порошки ферросплавов – ферромарганец, ферросилиций, феррохром, ферровольфрам и др. Ферросплавы – это лигатуры, быстро растворяющиеся в жидкой стали. Только никель вводят в виде порошка металла, так как он при сварке почти не окисляется. Раскислителями, кроме ферромарганца и ферросилиция, могут быть ферротитан и алюминий.
Вяжущими компонентами могут быть или жидкое стекло, или полимеры. Они соединяют порошки вышеупомянутых компонентов в замес, который и напрессовываетяс на подготовленный металлический стержень в особых прессах. Можно также готовить электроды окунанием в жидкий замес, однородность которого поддерживается перемешиванием или обработкой ультразвуком.
Все материалы, идущие на изготовление покрытий, должны строго контролироваться по содержанию таких вредных примесей, как сера и фосфор.
В зависимости от вида компонентов, которыми осуществляется защита зоны сварки от атмосферы, все электродные покрытия можно разбить на следующие четыре группы (ГОСТ 75):
Кислые покрытия (А), в состав которых входят оксиды железа, марганца, титана и кремния, представляющие собой шлаковую основу покрытия. Газовая защита создается органическими составляющими (крахмал). Раскислителем служит ферромарганец. В состав этой группы входят электроды ОММ-5, ЦМ-7, МЭЗ-04, СМ-5 и др.
2. Основные покрытия (Б) построены на основе карбоната кальция (мрамор) и плавикового шпата (флюорита), который служит шлакообразующим компонентом. Газовая защита создется диссоциацией мрамора (СаСОз). В качестве раскислителей используют ферротитан, ферромарганец и ферросилиций. В состав этой группы входят электроды марок УОНИИ-13, CM-1I, ОЗС, МР и др. К этой же группе относятся безокислительные покрытия, содержащие мало СаСО3 и много CaF2 (до 80%), предназначенные для сварки высокопрочных сталей. Уменьшение доли мрамора в составе покрытия снижает окисление металла и уменьшает в нем содержание углерода. К электродам с такими покрытиями относятся ИМЕТ-4; ИМЕТ-8.
3. Рутиловые покрытия (Р) построены на основе рутила TiO2 с добавками полевого шпата, магнезита и других шлакообразующих компонентов. В качестве газообразующих веществ используются органические материалы (целлюлоза, декстрин) и карбонаты (MgCO3, СаСОз). Раскислителем служит ферромарганец. Для повышения коэффициента наплавки в эти электроды вводят порошок железа. Типичные электроды с таким покрытием — электроды АНО-4, АНО-5, АНО-б.
4. Целлюлозные покрытия (Ц) построены на газообразующих веществах (целлюлоза). В некоторые покрытия этого типа вводят небольшие количества оксидов железа, марганца и титана. Для раскисления сварочной ванны добавляют ферромарганец и ферросилиций. Покрытия такого типа имеют электроды ОМА-2, применяемые для сварки сталей малых толщин, ВСП-1 (с железным порошком), ВСЦ-2.
В настоящее время продолжается работа по разработке новых малотоксичных электродов с пониженным содержанием флюорита (CaF2) и пониженным содержанием марганца.
Общие требования к электродам: точность размеров, соосность покрытия и стержня, прочность сцепления покрытия с металлическим стержнем (сколы), гарантированные механические свойства наплавленного металла. Каждая партия электродов имеет соответствующий паспорт.
Рассмотрим металлургические процессы при сварке электродами различных групп.
Электроды группы А при сварке создают значительное количество газов (СО2; СО; H2; H2O) в результате разложение и окисления органических компонентов и обеспечивают хорошую защиту от атмосферного воздуха.
Содержание гематита Fе2Оз в покрытиях этого типа требует значительного количества раскислителей, главным образом ферромарганца. Так, в электродах ЦМ-7 содержится до 33% гематита и около 30% ферромарганца, что достаточно для восстановления почти всего железа, но все же в сварочную ванну переходит достаточное количество марганца.
Электроды группы Б при сварке осуществляют защиту зоны сварки вследствие разложения мрамора СаСО3, а оксид кальция СаО уходит на образование шлаковой системы основного типа СО — СаF2. Атмосфера сварочной дуги состоит из СО, СО2, Н2 и Н2О. Пары воды выделяются из покрытия и во избежание появления водорода в зоне сварки эти электроды надо перед сваркой прокаливать при температуре 470.. .520 К (до 570 К) .
Содержание в покрытии нескольких раскислителей позволяет получить хорошо восстановленный металл, содержащий мало серы и не склонный к образованию горячих трещин. При сварке высокопрочных, жаропрочных сталей применяют покрытия с повышенным содержанием СаСО3 (15...20%), увеличивая CaF2 (60…80%). В этом случае удается избежать поглощения углерода сварочной ванной и обеспечить содержание углерода в металле шва на уровне (0,05.. .0,02%) С, как это требуется по техническим условиям. Недостаток этих электродов — малая устойчивость дугового разряда, требующая сварки на постоянном токе обратной полярности. Таким образом, технологические сложности электродов группы Б несколько ниже, чем электродов группы А. Повышенное содержание СаF2 вызывает образование токсичных соединений и требует создания надежной вентиляции.
Электроды группы Р осуществляют защиту зоны сварки шлаками на основе ТiO2, полевого шпата, магнезит, который, разлагаясь, дает большой объем СО2, но, кроме того, защитная атмосфера пополняется органическими компонентами. Электроды этой группы обладают высокими технологическими свойствами — обеспечивают высокую устойчивость горения дуги, хорошее формирование шва и отделяемость шлаковой корки, возможность сварки в любомпространственном положении шва. Кроме того, рутиловые электроды малотоксичны и обеспечивают высокие механические свойства у наплавленного металла.
Электроды группы Ц с органическим покрытием содержат своем составе до 50% органических веществ (пищевая мука, целлюлоза) и при их разложении и окислении выделяется большое количество газа, обеспечивающего хорошую защиту от воздушной среды. Для предотвращения водородной хрупкости или появления пор при сварке надо вводить окислители: ТiO2, МnO2. Для уменьшения влияния водорода в покрытия вводят также плавиковый шпат СаF2. Надежная газовая защита позволяет снижать относительную массу покрытия: Кп ≈ 20%. Технологические свойства электродов типа Ц (ОМА – 2, ВСЦ , ВСП)довольно высокие и их применяют при сварке в различных пространственных положений.
Похожие работы
... влияния неодновременного включения блоков конденсаторных батарей. При этом рассматривался процесс обжима трубчатых заготовок из алюминиевого сплава АМг2М диаметром 27 мм, 57 мм, 87 мм и толщиной 1,2 мм одновитковым, четырехвитковым цилиндрическим, индуктором-концентратором. Рассматривалось пять типов магнитно-импульсных установок основные характеристики, которых приведены в табл.5.1. Таблица ...
... о снижении силы давления дуги на сварочную ванну остается актуальным. 1.4 Цель и задачи исследования Целью настоящей работы является исследование процесса сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4 применительно к проблеме повышения качества формирования швов при сварке с повышенной скоростью. Для достижения поставленной цели решались следующие ...

... элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава. К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует ...
... или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы. Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. ...
0 комментариев