Навигация
Описание металлургических процессов обеспечивающих получение качественных соединений
37253
знака
8
таблиц
4
изображения
2.2 Описание металлургических процессов обеспечивающих получение качественных соединений
Высокие температуры, используемые при сварке плавлением, с одной стороны, понижают термодинамическую устойчивость оксидов, но, с другой стороны, скорость их образования резко увеличивается и за очень небольшое время сварочного цикла металлы поглощают значительное количество кислорода. Поглощенный кислород может находиться в металле или растворенном состоянии в виде оксидов или субоксидов, а также может создавать неметаллические включения эндогенного типа, образовавшиеся при раскислении металла более активными элементами. И то, и другое резко снижает качество сварных соединений, особенно пластичность металла шва. Исследования этого вопроса показали, что основная масса кислорода в металле обычно находится в неметаллических включениях. Источниками кислорода в металле при сварке служат окислительно-восстановительные реакции между металлом и атмосферой сварочной дуги, металлом и шлаками, образующимися в результате плавления флюсов или при разложении и плавлении компонентов электродного покрытия, а также взаимодействии с наполнителям порошковой проволоки.
Особенно велики скорости взаимодействия металла с окружающей средой в высокотемпературной зоне сварки , к которой следует отнести каплю плавящегося металла на торце электрода или электродной проволоки, дуговой или плазменный разряд и переднюю часть ванны. Более медленно эти процессы развиваются в хвостовой части ванны, так как там температура приближается к температуре кристаллизующегося металла. Температурный перепад между этими зонами настолько велик, что реакции окисления – восстановления меняют свое направление. Так в капле плавящегося на электроде металла происходит интенсивное поглощение кремния и марганца в результате окисления железа, в то время как в хвостовой части сварочной ванны кремний и марганец восстанавливают железо, окисляясь сами.
Кроме того, взаимодействие металла с кислородом при сварке осложняется образованием растворов оксидов в металлах, а это сильно изменяет термодинамическую устойчивость из-за возрастания энтропии в процессе растворения.
Раскисление металла сварочной ванны.
Восстановление металла сварочного соединения требует удаления кислорода из сварочной ванны, пока она находится в жидком состоянии.
Восстановление или раскисление сварочной ванны можно осуществлять несколькими способами:
1. Извлечение его более активными металлами – раскисление осаждением.
2. Восстановление металла газовой атмосферой, контактирующей с металлом сварочной ванны.
3. Извлечение оксидов из металлической ванны, путем обработки ее шлаками.
Все эти методы реализуются в сварочной технологии, но для различных металлов они будут применяться с различным успехом. Так, для металла с высокой термодинамической устойчивостью оксидов эти способы восстановления почти не дают эффекта и для получения качественного соединения из этих металлов необходима по возможности полная изоляция их от окисляющей атмосферы.
Легирование металла шва при ручной сварки покрытыми электродами. Металл шва образуется из основного металла, электродной проволоки и покрытия, легирование осуществляется следующим образом:
- легирование путем введения в покрытие электрода порошкообразных металлических добавок или ферросплавов – марганца, кремния, титана.
- легирование в результате восстановления оксидов, входящих в состав покрытия, легко осуществляемое для малоактивных металлов и ограниченное для таких элементов, как марганец, кремний и хром.
- легирование путем изменения состава электродных проволок, дающие самые стабильные результаты.
- легирование в результате расплавления основного металла, что имеет место при сварке высокопрочных и теплоустойчивых сталей.
2.3 Термодинамическое исследование одного из вероятных металлургических процессовИсследуемая реакция:
Na+F=NaF
Вероятность протекания реакции при данной температуре определим по формуле:
ΔGтº = ΔHº298 - ΔSº298.T - ΔCºp298.f(T).T
где ΔGтº- свободная энергия Гибса, кДж/моль
ΔHº298 – энтальпия, кДж/моль
ΔSº298 – энтропия, ДЖ/моль.К
ΔCºp298 – теплоемкость, ДЖ/моль.К
F(T) – функция Улиха
Т – абсолютная температура, К
Формула для вычисления энтальпии:
ΔHº298 = ΣΔHºпр - ΣΔHºисх = ΔHºNaF – (ΔHºNa+ ΔHºF )
Формула для вычисления энтропии:
ΔSº298 = ΣΔSºпр + ΣΔSºисх = ΔSºNaF– (ΔSºNa+ ΔSºF)
Формула для вычисления теплоемкости:
ΔСрº298 = ΣΔСрºпр + ΣΔСрºисх = ΔСрºNaF– (ΔСрºNa+ ΔСрºF)
Исходные данные приведены в виде таблицы:
Таблица 2.3.1 – исходные данные:
| Вещество | ΔHº298, кДЖ/моль | ΔSº298, ДЖ/моль.К | ΔСрº298, ДЖ/моль.К |
| NaF | -573.6 | 51.3 | 46.82 |
| Na | 0 | 51.45 | 28.16 |
| F | 4.75 | 53.9432 | 7.8046 |
Функцию Улиха вычисляем по формуле:
F(T) = ln(T/298) + 298/T – 1
Найдем численные значения функции Улиха для определенных температур:
f(298) =0
f(1000) = 0.508662
f(2000) = 1.052809
f(3000) = 1.408607
f(4000) = 1.671456
f(6000) = 2.052088
Найдем численные значения ΔHº298 , ΔSº298, ΔСрº298, ΔGº298
ΔHº298 = (-573.6 - (0+ 4,75)) = -578,35 кДЖ/моль
ΔSº298 = (51,3-(51,45 + 53,9432 )) = -54,09 ДЖ/моль.К
ΔСрº298 = (46.82 –(7.8046 + 28,16)) = 10,86 ДЖ/моль.К
Расчитаем свободную энергию Гиббса ΔG°т и энтальпию ΔНт для температур 298 –6000 К.
ΔGтº = ΔHº298 - ΔSº298.T - ΔCºp298.f(T).T=-578350-(-54,09.1000)-10,86.0,508662.1000=-529,78 кДж/моль
ΔНт = ΔН298 - ΔСр298 (Т – 298), кДЖ/моль.
Результаты представим в таблице:
Таблица 2.3.2 – Результаты вычислений
| Т,К | 298 | 1000 | 2000 | 3000 | 4000 | 6000 |
| ΔG°т, кДж/моль | -578,35 | -529,78 | -493,04 | -461,972 | -434,598 | -387,524 |
| ΔНт, кДЖ/моль | -642,8 | -785 | -933 | -1078 | -1186 | -1411 |
Итак, исходя из расчета, получили, что величина ΔН отрицательна, следовательно, реакция идет с выделением теплоты. При стандартной температуре величина ΔG отрицательна, а значит, реакция идет в прямом направлении.
3. Расчёт тепловых процессов 3.1 Выбор расчётной схемы
Формы тел, нагреваемых при сварке, весьма разнообразны. Распространение тепловой энергии существенно зависит от формы и размеров шва. Однако точный учёт конфигурации тела может существенно усложнить расчёты. Поэтому целесообразно упрощать формы рассматриваемых тел, сводя их к простейшим.
В качестве расчётной схемы принимаем бесконечную пластину – тело, ограниченное двумя плоскостями: z=0 и z=δ. При использовании такой схемы предполагается, что температура по толщине листа распределена равномерно, а тепловая энергия может распространяться только в горизонтальной плоскости.
3.2 Расчёт скорости охлажденияМгновенная скорость охлаждения является первой производной температуры по времени:
![]()
Так как в большинстве случаев оказывается достаточным приближённое определение скорости охлаждения, то используют теорию мощных быстродвижущихся источников тепловой энергии без учёта теплоотдачи. Скорости охлаждения обычно определяют для оси шва ввиду незначительного её отличия от скорости охлаждения околошовной зоны. Скорость охлаждения рассчитываем по формуле:
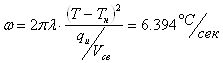 .
.
Полученное значение Δω входит в оптимальный диапазон скоростей охлаждения (0,1…10,0).
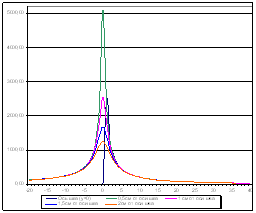
3.3 Расчёт распределения температур вдоль оси шваУравнение предельного состояния процесса распределения тепла для источника ПТИ имеет вид:
 ,
,
где qU – погонная энергия, передаваемая источником телу. Определяется по формуле:
![]() .
.
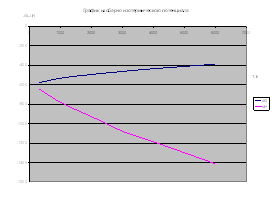
Для расчёта распределения температур вдоль оси шва, рассчитываем Х в диапазоне от -20 см до 40 см. Распределение строим на оси шва (у=0), на расстоянии 1см от оси шва (у=1), 1,5см и 2см. График распределения представлен ниже.
Похожие работы
... влияния неодновременного включения блоков конденсаторных батарей. При этом рассматривался процесс обжима трубчатых заготовок из алюминиевого сплава АМг2М диаметром 27 мм, 57 мм, 87 мм и толщиной 1,2 мм одновитковым, четырехвитковым цилиндрическим, индуктором-концентратором. Рассматривалось пять типов магнитно-импульсных установок основные характеристики, которых приведены в табл.5.1. Таблица ...
... о снижении силы давления дуги на сварочную ванну остается актуальным. 1.4 Цель и задачи исследования Целью настоящей работы является исследование процесса сварки вольфрамовым электродом в аргоне с присадочной проволокой титанового сплава ОТ4 применительно к проблеме повышения качества формирования швов при сварке с повышенной скоростью. Для достижения поставленной цели решались следующие ...

... элементов или конструкций из отожженного металла. Максимальная температура подогрева должна быть не выше температуры отжига для применяемого алюминиевого сплава. К числу технологических особенностей сварки алюминия необходимо отнести и предварительный подогрев. Он имеет важное значение в виду того, что окисная пленка на поверхности свариваемых алюминиевых металлоконструкций прекрасно адсорбирует ...
... или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы. Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения. ...
0 комментариев