Уточнюємо величину Rтр та Rв
Хімічний спосіб виготовлення плат
Комбінований спосіб
Адитивний спосіб
Вимоги техніки безпеки до радіоелектронного обладнання
Охорона навколишнього середовища
ТЕХНІЧНЕ ОБСЛУГОВУВАННЯ ТА РЕМОНТ ПРОЕКТОВАНОГО ПРИСТРОЮ
Мультиметри. Технічні характеристики: верхня межа діапазону вимірюваних величин:
Розрахунок витрат на основні матеріали
Розрахунок витрат на купувальні комплектуючи вироби
Розрахунок витрат на заробітну плату основним виробничим робітникам
Навигация
Уточнюємо величину Rтр та Rв
Розробка конструкції та техніко-економічне обґрунтування таймера-регулятора потужності
96681
знак
7
таблиц
4
изображения
12 Уточнюємо величину Rтр та Rв
При Ртип до 40 В•А і f = 50 Гц для сталі Е340 значення Bm = 1,55 Тл
Rтр = 3,12 Ом
Ls = 0,0015 Гн
Rв = 3,12 + 2,66 = 5,78 Ом
13Уточнюємо параметри вентилю та трансформатора
А = 0,21
£ = arctg(2П•f• Ls / Rв) (3.2.17)
£ = arctg 0,081 = 5°
В = 1
D = 2,21
F = 6,4
H = 440
Iов = 0,5 А
Uобр = 1,41•1•21,85 = 30,8 В < Uобр доп = 100 В
U2 = 1•21,85 = 21,85 В
I2 = 0,707•2,21•0,5 = 0,78 А
Ктр = 21,85/220 = 0,099
I1 = 0,099•0,707•2,21•0,5 = 0,077А
Ртип = 0,707•0,78•2,21•21,85 = 26,63 В•А
14 Вибираємо П-образний LC фільтр
Коефіцієнт пульсацій на вході фільтру:
Кп.вх. = 100Н / RвСо (3.2.18)
Задаємося ємкістю конденсатора на вході фільтру такої величини, щоб значення Кп.вх було менше 3 %
Со = 100 мкФ
Кп.вх. = 76%
15 Коефіцієнт згладжування фільтру
q = Кп.вх. / Кп.вих. (3.2.19)
q = 0,76/ 0,1 = 7,6
16 Амплітуда змінної напруги на конденсаторі Со
U~m = Кп.вх. • Uo (3.2.20)
U~m = 0,076•21,85 = 1,7 В
Вибираємо конденсатор типу К50-27 з умови:
Uраб конд = 50 В > U2m= 1,41U2 = 33,6 В
Umконд > U~m
U~mконд = 6%
Uраб конд = 0,06•50 = 3 В > U~m = 1,7 В
Конденсатор С1 на виході фільтру вибераєм того ж типу що і С0
17 Індуктивність дроселя фільтру
L = 10(q + 1) / m² • C1 (3.2.21)
L = 10•8,6 / 4 • 100 = 0,215 Гн
Вибираємо уніфікований дросель типу Д4-0,6-0,12 параметри якого наступні:
L = 0,6 Гн
I0 = 0,12 А
U~др доп = 5 В
U~ mдр доп = 1,41 U~др доп = 7 В > U~m = 3,8 В
18 Фактичний коефіцієнт згладжування
q = m² • C1 • L / 10 (3.2.22)
q = 24
Фактичний коефіцієнт пульсації напруги в навантаженні
Кп.вих. = Кп.вх. / q (3.2.23)
Кп.вих. = 0,76 / 24 = 0,032
19 ККД випрямляча
n = Ро ном / Ро ном + Рв + Ртр + Рф (3.2.24)
де Ро ном = Ро = 9,5 Вт
Рв = Io • 2 • Uпр = 1 Вт
Ртр = Ртип(1- nтр) = 26,63•0,1 = 2,663 Вт
Рф = Uдр•Io = 2,85•0,5 = 1,425 Вт
n = 9,5 / 9,5+1+2,663+1,425 = 0,65 або 65%
4 КОНСТРУКТОРСЬКО-ТЕХНОЛОГІЧНА ЧАСТИНА
4.1 Конструкторська частина
Згідно з технічним завданням було розроблено корпус для схеми „Регулятор потужності з таймером”. Друкована плата має три отвори для кріплення на корпус.
Корпус являє собою пластикова коробка (120х92,5х20), що складається з двох деталей. Товщина пластика складає 5мм у всіх стінках. Перша, основна, має на основі чотири піднесені циліндри зі спеціальними отворами для шурупів на місцях, які зазначені на рисунку друкованої плати. Вони піднесені на 7 мм від стінки основи. Завдяки їм плата тримається у корпусі нерухомою.
В корпусі є отвори для змінних опорів R7 та R20, перемикачів SA1 та SA2,а також індикатора HL1.
В якості вмикача живлення існують клеми з фіксацією, що кріпляться укомплектованою гайкою на праву стінку корпусу, що входить до першої деталі. Провідниками (ПХВ.М – 2.5) з`єднуються із самою платою.
Таким чином ми маємо зручний і досить компактний корпус для регулятора потужності з таймером.
4.2 Технологічна частина
4.2.1 способи виготовлення друкованої плати
Друкована плата є плоскою ізоляційною підставкою, на одному чи обох боках якої розташовані металеві провідники, відповідно до електричної схеми.
Друкована плата служить для монтажу на ній електрорадіоелементів за допомогою напівавтоматичних і автоматичних установок з подальшим одночасним паянням всіх ЕРЕ зануренням в розплавлений припій або на хвилі рідкого припою ПОС.
До друкованої плати пред'являється ряд вимог по точності розташування провідного малюнка, по величині опору ізоляції діелектрика, механічної міцності і тд. (ГОСТ 23752—79). Однією з основних вимог є забезпечення здатності до паяння, що досягається відповідним вибором гальванічного покриття і технологією металізації, тому у виробництві друкованої плати особливу увагу надається хіміко-гальванічним процесам.
Виготовлення друкованої плати (ГОСТ 2.417-91) здійснюється хімічним, електрохімічним або комбінованим способом. Останнім часом набули поширення нові способи виготовлення - аддетивні. Нижче дана коротка характеристика кожного із способів.
Вихідним матеріалом при хімічному способі служить фольгований діелектрик, на поверхню якого з одного або двох боків наклеєна мідна фольга завтовшки 35-50 мкм.
На поверхню мідної фольги спочатку наноситься захисний малюнок (рельєф) так, щоб він закрив провідники при витравленні міді. Захисний малюнок схеми виконується стійкими до дії травильних розчинів матеріалами. Потім слідує операція витравлення, в результаті якої повністю витравлюється мідь і створюється провідний малюнок.
У зарубіжній практиці даний спосіб називають субтрактивним. Отвори для установки виводів електрорадіоелементів свердляться або штампуються після витравлення міді і не металізуються. Паяння виводів електрорадіоелементів проводиться безпосередньо до контактних майданчиків друкованих провідників.
Електрохімічний спосіб в зарубіжній літературі і частково у вітчизняній практиці називають напіваддитивним від латинського слова «additio» (складання), оскільки провідний малюнок створюється в результаті електрохімічного осадження металу, а не витравляння. Префікс «напів» означає, що в технології виготовлення збережена операція витравлення тонкого шару металу, який утворюється по всій поверхні плати при хімічній металізації.
Вихідними матеріалами в цьому випадку служать нефольговані діелектрики. Захисний малюнок на відміну від попереднього методу наносять так, щоб відкритими залишалися ті ділянки поверхні, які підлягають металізації з метою утворення провідникових елементів схеми.
Електрохімічний спосіб передбачає отримання металізованих отворів одночасно з провідниками і контактними майданчиками.
Комбінований спосіб є поєднанням перших двох способів. Вихідним матеріалом служить фольгований з двох сторін діелектрик, тому провідний малюнок одержують витравленням міді, а металізація отворів здійснюється за допомогою хімічного міднення з подальшим електрохімічним нарощуванням шару міді. Паяння виводів електрорадіоелементів проводиться за допомогою заповнення припоєм монтажних отворів в платі.
Комбінований метод в даний час є основним у виробництві двосторонньої і багатошарової друкованної плати для апаратури найрізноманітнішого призначення.
Аддитивний метод полягає в створенні провідного малюнка за допомогою металізації достатньо товстим шаром хімічної міді (25—35 мкм),
що дозволяє виключити застосування гальванічних операцій і операцій витравлювання. Вихідним матеріалом при цьому служить нефольгований діелектрик. Виключення вищезгаданих операцій дозволяє істотно зменшити ширину провідників і зазори між ними, що у свою чергу забезпечує можливість збільшити густину монтажу на платі. Крім того, як показав досвід, вживання цього методу рядом фірм США сприяє зниженню вартості плати на 15-20 %, а також витрат хімікатів, скороченню виробничих площ і складу устаткування. До 10 % плат, що виробляється в Європі і США, виготовляються адитивним методом. Більш широкому його розповсюдженню перешкоджають патентні обмеження.
Похожие работы

... або до безпечної зниженої швидкості. Може використовуватися без датчика швидкості двигуна. 3 рівень Нижчий рівень або палевої, використовуються периферійні засоби контролю, регулювання технологічного процесу лінії пакування гипсокартону. Опис використовуваних технічних засобів Штапельний стіл (конвеєр з функцією підйому). Привод №01 4.0 kW 8,2 А Частотний перетворювач VLT 5008 6,0 kW 01) Y ...
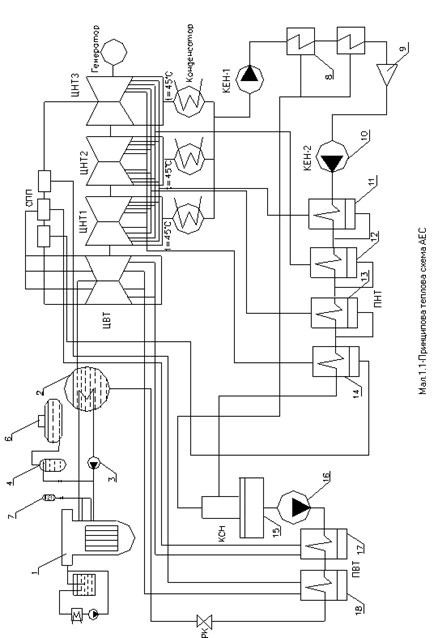
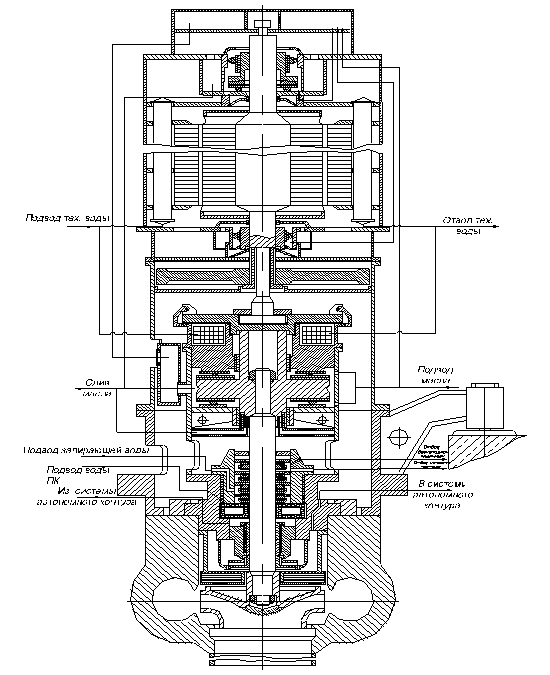

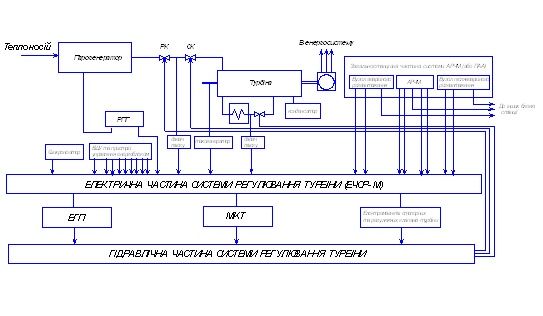
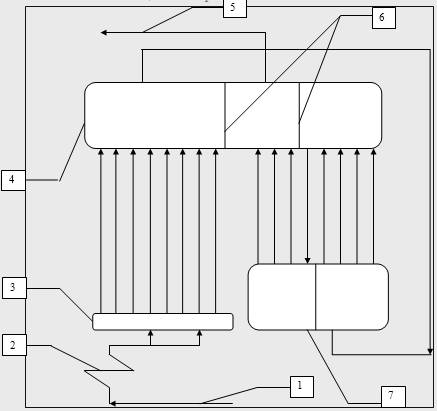
... , звитих в плоскі спіралі. Кінці спіралей приварені до трьох роздаючих і до трьох колекторних труб. 2. Призначення, склад, технічні характеристики системи автоматичного регулювання 2.1 Призначення системи автоматичного регулювання Система автоматичного регулювання (САР) турбіни виконується електрогідравлічною і структурно складається з електричної і гідравлічної частин, робота яких взає ...

... Знайдемо потужність променевого опалення для всіх 5 виробничих цехів депо, яка дорівнює їхній сумі. Рн=165,88+148,26+176,9+132,24+71,34=694,62кВт 7. ТЕХНІКО-ЕКОНОМІЧНІ РОЗРАХУНКИ ЗА РАХУНОК ЕНЕРГОЗБЕРІГАЮЧИХ ЗАХОДІВ 7.1 Розрахунок економічної доцільності переводу парового котла на водогрійний режим Перелік матеріалів та обладнання, необхідних для переводу парового котла типу ...
... Вологість дошки в точці 2 Аналоговий % 5…100 – 4. Функціональна структура системи управління Функціональна схема автоматизації є основним документом, який визначає функціонально-блокову організацію структури керування. Для процесу вакуумної сушки деревини функціональна схема приведена в графічній частині проекту (лист 6). Система складається з лісосушильної камери, вентиляторів, насос ...
0 комментариев