Уточнюємо величину Rтр та Rв
Хімічний спосіб виготовлення плат
Комбінований спосіб
Адитивний спосіб
Вимоги техніки безпеки до радіоелектронного обладнання
Охорона навколишнього середовища
ТЕХНІЧНЕ ОБСЛУГОВУВАННЯ ТА РЕМОНТ ПРОЕКТОВАНОГО ПРИСТРОЮ
Мультиметри. Технічні характеристики: верхня межа діапазону вимірюваних величин:
Розрахунок витрат на основні матеріали
Розрахунок витрат на купувальні комплектуючи вироби
Розрахунок витрат на заробітну плату основним виробничим робітникам
Навигация
Комбінований спосіб
Розробка конструкції та техніко-економічне обґрунтування таймера-регулятора потужності
96681
знак
7
таблиц
4
изображения
4.2.4 Комбінований спосіб
Залежно від методу нанесення захисного малюнка провідників при витравленні міді комбінований спосіб може здійснюватися в двох варіантах: негативному, коли захистом від витравлення служать фарба або фоторезист, і позитивному, коли захисним шаром служить металеве покриття (металорезист). Назви ці способи одержали від фотошаблону, що використовується при створенні захисного рельєфу: в першому випадку при експонуванні малюнка використовується негатив друкарської схеми, в другому - позитив. Комбінований метод виготовлення друкарської плати застосовується рядом підприємств з дрібносерійним виробництвом.
Негативний комбінований спосіб має наступні недоліки:
- При свердленні отворів на виході свердла утворюються заусенці і створюються напруження, направлені на відрив контактного майданчика. Для збереження контактного майданчика в конструкції плат передбачається збільшення діаметру контактного майданчика (ширини поясочка) на 0,6-0,8 мм. Ця вимога приводить до зниження густини монтажу.
- У результаті витравлення міді на початку процесу діелектрик залишається “голим” для дії агресивних гальванічних розчинів і активних флюсів (HCI). З цієї причини опір ізоляції готової плати на порядок нижче, ніж при позитивному процесі.
- У зв'язку з тим, що гальванічна металізація здійснюється в пристосуваннях, що закривають отвори з однією сторони, товщина шару металу в отворі дуже нерівномірна; часто мають місце випадки відшаровування металу при перепаюванні деталей.
- Процес передбачає багато ручних операцій.
- Операция покриття сплавом РbSn особливо токсична через виділення продуктів, що містять свинець і кадмій.
Недоліком позитивного комбінованого способу є нестійка дія фоторезистів на основі полівінилового спирту при виконанні двократної гальванічної обробки, що створює великі труднощі у виробництві (зачистка і т. п.).
До недоліків обох способів можна віднести наступні:
- Розрив технологічного процесу через застосування ручних операцій лакування, що вимагає високої кваліфікації маляра.
- Свердлення через лакову плівку погіршує стійкість свердел.
- Рідкі фоторезисти створюють захисний малюнок товщиною не більше 12 мкм, тоді як гальванічне осадження міді і покриття проводиться на товщину від 30 до 60 мкм (і більше). В результаті цього метал наростає за межі малюнка провідного шару і це «розростання» доводиться зрізати скальпелем, що пов'язане з великими витратами часу і застосуванням ручнї роботи.
Негативний спосіб легше освоюється через знижені вимоги до стійкості фоторезисту і можливості труїння в будь-яких розчинах (у тому числі Fе2CI3), позитивний - забезпечує більш високу густину монтажу і кращі діелектричні властивості плати, він дозволяє також здійснювати автоматизацію окремих операцій, наприклад гальванічне осадження.
Обидва способи характеризуються значною трудомісткістю, оскільки в технологічних процесах використовується багато ручних операцій, тому вони можуть використовуватися лише в умовах дослідного і дрібносерійного виробництва. Найперспективнішим є позитивний спосіб, здійснюваний по так званому базовому технологічному процесу, структура якого аналогічна вищевикладеному напіваддитивному процесу. До основних операцій процесу можна віднести нарізка заготівок і свердлення
отворів, що підлягають металізації; підготовчі операції; хімічне міднення; потовщення шару міді до 5-7 мкм гальванічним мідненням; нанесення захисного рельєфу на пробільні місця; гальванічне міднення; гальванічне покриття сплавом олово-свинець; видалення захисного рельєфу; труїння; обрізання по контуру, оплавлення покриття олово - свинець; маркування, консервацію, упаковку.
Процес забезпечує отримання зазорів між провідниками і ширину провідників до 0,2 мм.
Підготовчі операції перед хімічним мідненням заготівок плат з просвердленими отворами можуть здійснюватися в двох варіантах:
1) Механічна зачистка з метою видалення заусенців і дефектів на поверхні фольги в поєднанні з хімічними операціями. Послідовнічсть виконання технологічних операцій є такою: механічна зачистка фольги, хімічне знежирення, промивка в гарячій і холодній воді, затруювання, промивка в холодній воді, активація, промивка в уловлювачах, промивка в холодній воді, обробка в розчині «Прискорювач», промивка в холодній воді.
2) Електролітичне полірування. Послідовність операцій: хімічне знежирення, промивка в гарячій і холодній воді, активація, промивка в уловлювачах, промивка в холодній воді, електролітичне полірування, промивка в холодній воді.
Використовуючи комбінований метод, можна виготовляти плати з підвищеною густиною монтажу. В цьому випадку початковим матеріалом служить текстоліт, фольгованний дуже тонкою мідною фольгою (товщина фольги 5 мкм). Мідна фольга захищається від можливих пошкоджень, при зберіганні, транспортуванні і свердленні отворів мідним або алюмінієвим листовим протектором завтовшки 50-75 мкм. Матеріал з мідним протектором одержав назву «Слофадіт», а з алюмінієвим протектором - СТПА.
Після свердлення отворів в заготовці і операції хімічного міднення протектор відділяється від поверхні фольги і укладається в окрему тару для подальшої здачі підприємствам кольорової металургії як вторинна сировина. Заготовка піддається гальванічній металізації («затягуванню») і іншим операціям приведеним вище.
Тривалість операції труїння зменшується в 5 разів, оскільки товщина шаруючої міді, що підлягає витравленню, складає 10-12 мкм замість 45-50 мкм у разі застосування звичайних фольгованих діелектриків. В результаті цього ефект бічного затруювання практично виключається і досягається можливість отримання вузьких провідників шириною до 0,15 мм і таких же зазорів між ними, що характерно для плат, що виготовляються по напіваддитивній технології.
Технологічний процес виготовлення двобічної друкованної плати комбінованим методом з матеріалу типа «Слофадіт» забезпечує підвищену густину монтажу (клас 3 згідно з ГОСТ 23751-79), що дозволяє у багатьох випадках багатошарові плати в 6-8 шарів замінити на двосторонні.
Широке вживання мікрозбірок, інтегральних схем і виробів сучасної напівпровідникової техніки привело до того, що при монтажі їх на друкованну плату різко зросла комутація між ними і з'явилась необхідність розміщення провідників в різних, ізольованих один від одного шарах багатошарової плати. Багатошарові з'єднання здійснюються через металізовані скрізні отвори, тому і метод виготовлення БДП одержав назву «метод наскрізної металізації». Інші способи міжслойового з'єднання застосовуються дуже рідко і тому не передбачені нормативно-технічною документацією .
На заготовках з тонких фольгованих діелектриків, наприклад мазкий СТФ-1 або СТФ-2, хімічним методом одержують провідний малюнок,
використовуючи рідкі або сухі плівкові фоторезисти. Як витравлювачі можуть бути використані різні по типу розчини: кислотні або лужні. При виборі розчину слід зупинитися на тому складі, який прийнятий для основного процесу. Після витравлення міді спостерігається небажана деформація стиснення діелектрика, обумовлена внутрішніми напруженнями, що проявляють свою дію після видалення частини мідної фольги. Величина цих деформацій залежить від характеру провідного малюнка і вона мінімальна у разі вживання діелектриків, фольгованих міддю з двох сторін.
Спочатку на кожному технологічному полі окремо узятого шару з провідним малюнком пробиваються базові або фіксуючі отвори, за допомогою яких при збірці досягається хороше поєднання контактних майданчиків по вертикалі. Кількість отворів встановлюється залежно від розмірів плати нормативно-технічною документацією і доходить до 10.
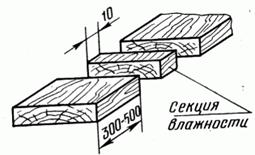
Для виконання даної операції призначена установка поєднання і штампування базових отворів. Установка розрахована на заготовки плат з максимальним розміром 500x500 мм і мінімальним - 200x200 мм. Крок переміщення столу -10 мм. Точність базування ±0,05 мм. Діаметр базових отворів - 5 мм. Аналогічні отвори пробиваються в листах прокладки склотканини.
Прокладки із склотканини є листами із кручених ниток діаметром 0,1-0,25 мм, просоченої епоксидним лаком ЕД-8-Х. Цей матеріал знаходиться в недополімеринзованому положенні і має наступний склад (мас, частки %): летючі -0,3-1,2; зв'язуючі -45-52; розчинні смоли – 85-100. Час гелеоутворения – 5-15 хв, термін зберігання прокладки із склотканини - 6 міс. Після закінчення цього терміну процеси полімеризації в матеріалі, що протікають мимовільно, погіршують його здібність до склеювання при пресуванні багатошарової плати.
Для забезпечення високої міцності зчеплення поверхні мідних провідників з ізолюючими між шаровими матеріалами необхідно додати їм мікрошорсткість, а ще краще створити оксидний шар відповідною хімічною або струменевою обробкою травильними розчинами складу (г/л): CUCI2-40-45, NH4CI-145-150 або (NH4) 2S2O8 - 200-250, H2SO4 -5-7. Температура розчину - до 60 °С. Для виконання цієї операції випускається установка у вигляді лінії хімічної підготовки шарів перед пресуванням. Лінія модульної конструкції має в своєму складі окремі модулі для затруювання, промивки і сушки заготовок. Швидкість конвеєра регулюється і цим забезпечується необхідна продуктивність і якість обробки.
За наявності великих ділянок міді більш ефективне хімічне оксидування в розчинах типу «Етанол» наступного складу (мас, частки %): NaCIO2-48; NaOH- 40; Na3PO4 - 12. Обробка заготовок проводиться у водному розчині, що містить 180 г/л цього складу, при температурі 90°С до утворення чорного оксидного покриття. Для здійснення цієї операції можна використовувати лінії з комплекту ванн гальванічної лінії АГ, по окремій компоновці.
Збірка пакету проводиться в прес-формі шляхом послідовного укладання окремих шарів БДП і склотканини прокладки із склотканини, кількість листів якої визначається відповідною нормативно-технічною документацією, наприклад три листи завтовшки 0,025 мм для односторонніх шарів. При збірці пакету необхідно звертати увагу на правильне орієнтування ниток склотканини. Для усунення впливу нерівностей поверхні прес-форми, різнотовщинності листів, прокладок і т.п. на них укладаються листи триацетатної плівки, кабельного паперу і інших матеріалів.
Пресування відбувається при постійній температурі (160- 170 °С) в два ступені: перша - при тиску 0,1-0,5 МПа, тривалості її - від 10 до 200 хв залежно від часу гелеоутворения, характерного для даної партії склотканини; друга - при тиску від 2 до 3,4 МПа. Тиск уточнюється для
кожної партії склотканини на основі результатів аналізу при вхідному контролі. Час витримки 50-70 хв. Після охолоджування прес-форми і витягання спресованого пакету слідує обрізання шару на роликових ножицях.
Для забезпечення хорошої якості БДП необхідно стежити за мікрокліматом в приміщенні. Температура повітря в приміщенні повинна бути в межах 23-25°С, відносна вологість - не більше 40%. Приміщення повинне бути знепилено, оскільки попадання порошинок при збірці викликає утворення різних дефектів в БДП.
Отримання провідників, а також металізація монтажних і перехідних отворів проводиться восновному за вищенаведеною технологією комбінованого методу з додатковою хіміко-механічною обробкою стінок отвору для забезпечення міцного зчеплення шару металізації з торцями контактних майданчиків в окремих шарах.
Окрім, того, при цьому мідні торці контактних майданчиків добре очищаються від епоксидної смоли, наволоченої на них в процесі свердлення, а голі нитки склотканини стають злегка шорсткими.
Хіміко-механічна обробка отворів включає операції, які проводяться в наступній послідовності:
- Гідроабразивне обдування. Абразивно-водяна пульпа, що містить електрокорунд зернистістю М40 у відношенні з водою 1:4 по масі, проганяється через кожний отвір під тиском 0,4-0,5 МПа в спеціально створеній для цієї мети установці.
- Труїння діелектрика. Обробка в концентрованій сірчаній кислоті при температурі 35-40 °С протягом 0,5-0,7 хв, при цьому глибина труїння виходить в межах 15-20 мкм.
- Двократна промивка в проточній воді з інтенсивним похитуванням плати.
- Сушка теплим повітрям.
- Вторинне гідроабразивне обдування вторинне.
- Промивка в проточній воді.
- Промивка з накладенням ультразвукових коливань.
Застосовуючи базову технологію виробництва БДП, можна
одержати гнучко-жорстку конструкцію плати.
Збірка пакету і пресування всіх елементів конструкції проводяться одночасно.
За допомогою металізованих отворів досягаються міжшарові з'єднання у тому числі і з'єднання з провідниками гнучкого шару.
Похожие работы

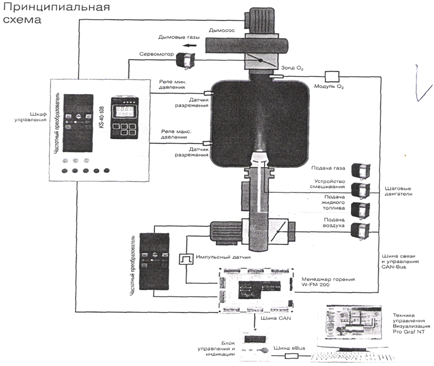
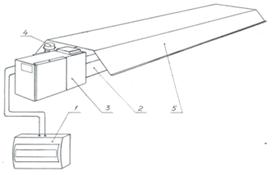
... або до безпечної зниженої швидкості. Може використовуватися без датчика швидкості двигуна. 3 рівень Нижчий рівень або палевої, використовуються периферійні засоби контролю, регулювання технологічного процесу лінії пакування гипсокартону. Опис використовуваних технічних засобів Штапельний стіл (конвеєр з функцією підйому). Привод №01 4.0 kW 8,2 А Частотний перетворювач VLT 5008 6,0 kW 01) Y ...
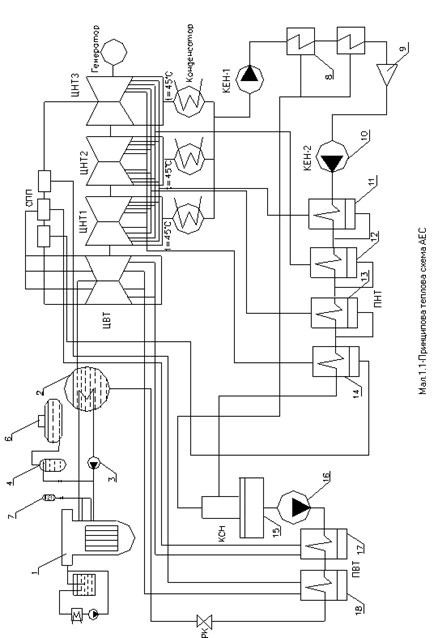
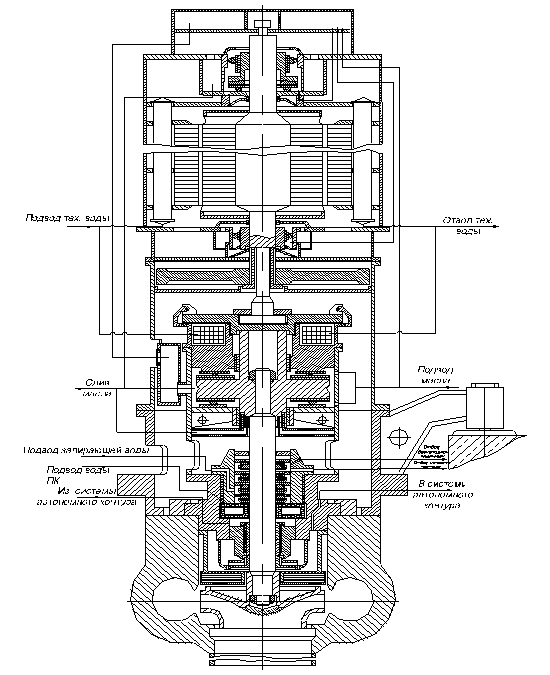

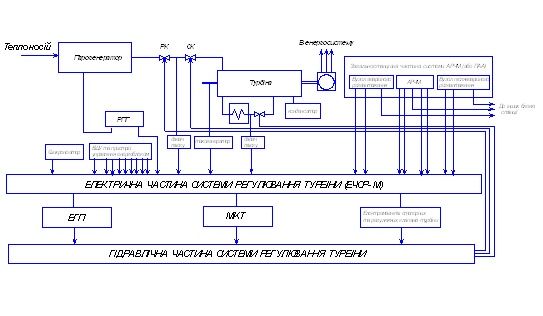
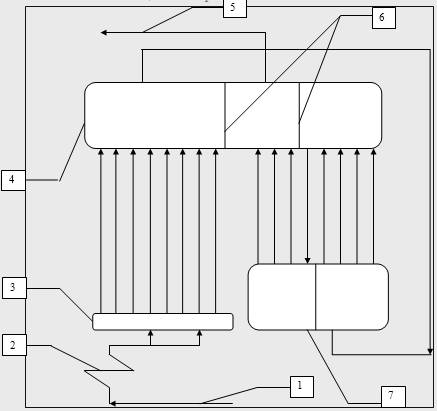
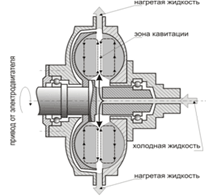
... , звитих в плоскі спіралі. Кінці спіралей приварені до трьох роздаючих і до трьох колекторних труб. 2. Призначення, склад, технічні характеристики системи автоматичного регулювання 2.1 Призначення системи автоматичного регулювання Система автоматичного регулювання (САР) турбіни виконується електрогідравлічною і структурно складається з електричної і гідравлічної частин, робота яких взає ...

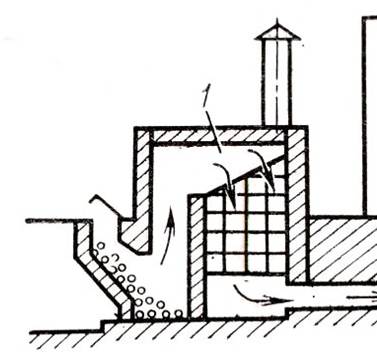
... Знайдемо потужність променевого опалення для всіх 5 виробничих цехів депо, яка дорівнює їхній сумі. Рн=165,88+148,26+176,9+132,24+71,34=694,62кВт 7. ТЕХНІКО-ЕКОНОМІЧНІ РОЗРАХУНКИ ЗА РАХУНОК ЕНЕРГОЗБЕРІГАЮЧИХ ЗАХОДІВ 7.1 Розрахунок економічної доцільності переводу парового котла на водогрійний режим Перелік матеріалів та обладнання, необхідних для переводу парового котла типу ...
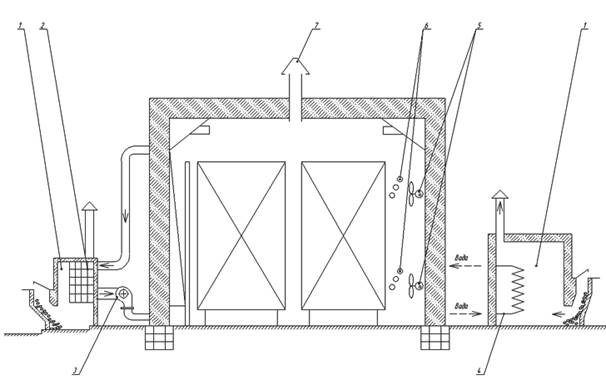
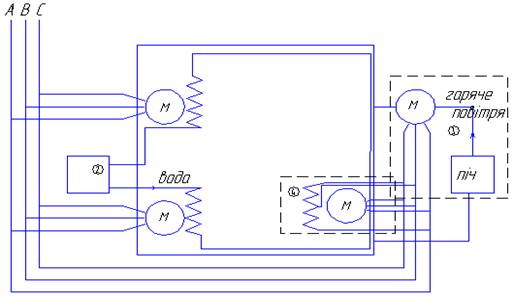
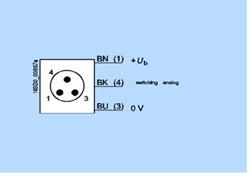
... Вологість дошки в точці 2 Аналоговий % 5…100 – 4. Функціональна структура системи управління Функціональна схема автоматизації є основним документом, який визначає функціонально-блокову організацію структури керування. Для процесу вакуумної сушки деревини функціональна схема приведена в графічній частині проекту (лист 6). Система складається з лісосушильної камери, вентиляторів, насос ...
0 комментариев