Уточнюємо величину Rтр та Rв
Хімічний спосіб виготовлення плат
Комбінований спосіб
Адитивний спосіб
Вимоги техніки безпеки до радіоелектронного обладнання
Охорона навколишнього середовища
ТЕХНІЧНЕ ОБСЛУГОВУВАННЯ ТА РЕМОНТ ПРОЕКТОВАНОГО ПРИСТРОЮ
Мультиметри. Технічні характеристики: верхня межа діапазону вимірюваних величин:
Розрахунок витрат на основні матеріали
Розрахунок витрат на купувальні комплектуючи вироби
Розрахунок витрат на заробітну плату основним виробничим робітникам
Навигация
Адитивний спосіб
Розробка конструкції та техніко-економічне обґрунтування таймера-регулятора потужності
96681
знак
7
таблиц
4
изображения
4.2.5 Адитивний спосіб
Цей спосіб передбачає отримання провідного малюнка з міді завтовшки 25—30 мкм, обложеної хімічним способом (товстошарове хімічне міднення). При цьому шар міді повинен мати густину 8800—8900 кг/м3, чистоту 99,8—99,9 %, електричний опір не більше 0,0188 Ом•мм і еластичність, що характеризується величиною відносного подовження ε= 4÷6 % Міцність зчеплення міді з діелектриком повинна відповідати ОТУ і складати не менше 0,4 Н/3 мм.
Основні переваги адитивного методу наступні: зменшення кількості операцій і відповідно виробничих площ і устаткування; рівномірність шару обложеної міді при співвідношенні товщини плати до діаметру отворів 10: 1; висока густина монтажу, що допускає можливість створення зазорів між провідниками і ширину їх до 0,1 мм; зниження витрати матеріалів унаслідок відсутності труїння; можливість використовування для хімічної металізації солей міді з травильних відходів; можливість повного виправлення дефектних плат після підбурювання міді і повторної металізації.
Технологічні процеси виготовлення друкованої плати визначаються типом вихідного матеріалу і можуть бути представлені в трьох варіантах:
1 з діелектрика з введенням в його склад каталізатором процесу хімічного міднения;
2 на матеріалі СТЕФ з покриттям каталітичною емаллю;
3 з діелектрика для напіваддитивної технології.
1 Вихідним матеріалом для плат служить діелектрик марки СТАМ по ТУ ОЯЩ.503.041-78. Основними операціями технологічного процесу є нарізання заготовок; свердлення отворів; отримання захисного рельєфу; підготовка поверхні; хімічне міднення, попереднє і товстошарове.
Отримання захисного рельєфу здійснюється за допомогою сухого плівкового фоторезисту СПФ-2. З метою підвищення стійкості рисунка до тривалої обробки в лужних розчинах хімічного міднення, плата піддається термообробці в повітряному середовищі при температурі 95±5°С протягом 30хв. Підготовка поверхні полягає в тому, що труїння в сірчанохромній суміші з подальшими промивками і нейтралізацією від залишків CrO24. Активація поверхні проводиться в суміщеному розчині з подальшою обробкою в розчині NaOH (20 г/л).
Попереднє хімічне міднення проводиться в тартратному розчині протягом 15-20 хв. Перед товстошаровим мідненням проводиться термообробка тонкого шару хімічно обложеної міді при 100 °С протягом 1—2 г. Товстошарове хімічне міднення проводиться в трилонатному або тартратному розчині.
2 Вихідним матеріалом для плат служить нефольгований текстоліт СТЕФ-1. Свердленння заготовки з цього матеріалу покривають з фарборозпилювача епоксидною емаллю з наповнювачем, як пігмент
служить двоокис титану TiO2, до якого додано 0,04 % солей паладію. Емаль ЕП-5215 поставляється по ТУ 6-10-11 -19-30-79 (титан IV, окис в рутильній формі, активований паладієм по ТУ 6-09-05—1025—79).
Основні операції технологічного процесу наступні: різання заготівок; свердлення отворів; нанесення емалі ЕП-5215 на поверхню і в отвори; труїння; отримання захисного рисунка; хімічне міднення (попереднє і товстошарове).
Попереднє хімічне міднення проводиться в стандартному розчині, минувши активацію, оскільки каталізатор процесу хімічного міднення знаходиться в шарі емалі. Товстошарове хімічне міднення і отримання захисного рельєфу виконується аналогічно попередньому варіанту.
3 Вихідним матеріалом служить діелектрик СТЕК або СТЕФ-1-2ЛК. Основними операціями технологічного процесу при цьому є нарізання заготівок; свердлення отворів; підготовка поверхні; активація; отримання захисного рельєфу; хімічне міднення попереднє і товстошарове.
Істотною особливістю даного технологічного процесу є відділення операції активації від хімічного міднення, внаслідок чого хімічне відновлення міді відбувається на ділянках, вільних від захисного рисунка, тобто в отворах і на провідниках.
Підготовка поверхні відбувається так само, як і в напіваддитивній технології: заготовки піддаються знежиренню, набуханню адгезійного шару і труїння в суміші СгО3 + Н2SО4.
Активація проводиться в суміщеному розчині, причому йому передує занурення в розчин, що містить 75-80 г/л NaOH. Після промивки в уловлювачі проводиться сушка шляхом легкого обдування повітрям. Хімічне міднення проводиться в розчинах, як і в попередніх варіантах.
Одним з варіантів адитивного методу є процес під назвою «фотоформ», або фотоселективна металізація. Технологічний процес виготовлення друкованої плати, розроблений для умов лабораторного або дослідного виробництва, складається з наступних операцій: свердлення отворів в заготовках з матеріалу типа СТЕК або СТЕФ-1-2ЛК; підготовки поверхні діелектрика (знежирення, труїння); нанесення фотоактиватора (фотопромотора) і його підсушки експонуванням провідного малюнка на плату; проявки малюнка у ванні хімічного міднення; видалення фотоактиватора з незасвічених місць; товстошарового хімічного міднення; відмивання плати від залишків електролітів.
Ключовою операцією процесу є нанесення фотоактиваторів на плату. Фотоактиватором при цьому служать вельми складні по складу розчини, в яких містяться з'єднання міді або заліза. Склад фотоактиваторів ще недостатньо відпрацьований для виробничих умов, проте деякі з них рекомендовані в літературних джерелах і представляють вельми складні суміші органічних речовин.
Під дією ультрафіолетового світла, що проходить через фотошаблон фотоактиватор розкладається і на експонованих ділянках утворюється ледве помітний для ока провідний рисунок з продуктів розпаду фотоактиватора, що виконують роль каталізаторів процесу відновлення міді при хімічному мідненні.
Таким чином, при виконанні наступної операції відбувається утворення рисунка з тонкого шару хімічно відновленої міді. Збільшення шару міді до товщини 25 мкм відбувається у ванні товстошарогового хімічного міднення.
Для забезпечення паяння електрорадіоелементів плату необхідно піддати покриттю сплавом ПОС гарячим способом. Звичайно прийнята техніка лудіння в даному випадку непридатна, оскільки шар припою досягає значної товщини, що може викликати утворень «містків» між
провідниками. Покриття необхідно проводити по методиці, що передбачає після занурення плати в розплавлений припій обдування їх гарячим повітрям з метою вигладжування шару припою і видалення його надлишків.
В установках для виконання цієї операцій плати, піддані флюсуванню, проходять зону підігріву з метою видалення вологи і пом'якшення термоударів, що викликає викривлення при зануренні в розплавлений припій, час витримки плати в розплавленому припої не повинен перевищувати 4 с. Основна частина установки - повітряні ножі - призначена для рівномірної подачі гарячого повітря по всій довжині плати. Товщина шару припою на платі в середньому складає близько 8 мкм.
Оглянувши усе вищерозглянуте, згідно до ТЗ для виготовлення друкованої плати я вибрав комбінований позитивний метод, тому як він має такий ряд переваг, як висока надійність монтажу, висока ремонтоздатність. Але цей метод має такі недоліки: велика витрата міді і порушення екології і навколишнього середовища. Ці недоліки усуваються за допомогою комп'ютерних технологій, при яких провідники на друкованій платі виконуються методом фрезирування фольги. Також цей метод частіше використовують для малих партій пристроїв, це також можна вважати перевагою.
Маршрутний лист операцій
| № операції | Найменування операції | Необхідне устаткування | Розряд | Норма часу T | |||
| 1 | Нарізка заготовок | Ножиці гільйотинні ОА085 | 2 | 1,2 | |||
| 2 | Свердлення базових отворів | Свердлильний верстат „Мультифор” | 2 | 1,1 | |||
| 3 | Очищення поверхні заготовки | Установка гідроабразивної очищення Ю.108626 | 2 | 2,5 | |||
| 4 | Декопіювання | Установка промивання та декопіювання Ю.108620 | 2 | 1,5 | |||
| 5 | Сушка | Шафа сушильна ФКШ -50 ПП.92.02.26142 | 3 | 12 | |||
| 6 | Нанесення фоторезисту | Установка нанесення фоторезисту „Ламінатор” КМЗ.289.003 | 2 | 1,5 | |||
| 7 | Суміщення та експонування | Установка суміщення та експонування УПЕ-9001-М | 3 | 2,5 | |||
| 8 | Зняття лавсанової плівки | Стіл робочий ГОСТ 116003-84, пінцет ГОСТ 4.585-83 | 2 | 1,0 | |||
| 9 | Прояв фоторезисту | Установка прояву СПФ „Процесор” | 3 | 1,9 | |||
| 10 | Промивання | Ванна для промивання | 3 | 1,6 | |||
| 11 | Задублення фоторезисту | Шафа термодубління ФСШ-50 | 3 | 1,5 | |||
| 12 | Контроль ОТК | Стіл робочий ГОСТ 116003-84, мікроскоп | 4 | 1,3 | |||
| 13 | Нанесення лаку ХВЛ | Установка нанесення та сушіння лаку | 2 | 1,5 | |||
| 14 | Сушіння лаку ХВЛ | Установка нанесення та сушіння лаку | 3 | 7,1 | |||
| 15 | Свердління монтажних отворів | Свердлильний верстат „Мультифор” | 2 | 2,5 | |||
| 16 | Активація | Автоматична лінія АГ – 38 | 3 | 2,5 | |||
| 17 | Сенсибілізація | Автоматична лінія АГ – 38 | 3 | 2,5 | |||
| 18 | Хімічне осадження міді | Автоматична лінія АГ – 38 | 3 | 2,6 | |||
| 19 | Видалення лаку ХВЛ | Установка зняття ХВЛ „Уніком” | 2 | 1,8 | |||
| 20 | Гальванічне осадження міді | Автоматична лінія АГ – 38 | 3 | 2,5 | |||
| 21 | Гальванічне осадження (олово свинець) | Автоматична лінія АГ – 38 | 3 | 2,5 |
| ||
| 22 | Промивання | Ванна для промивання | 3 | 1,6 |
| ||
| 23 | Видалення фоторезисту | Автоматична лінія АГ – 38 | 3 | 1,9 |
| ||
| 24 | Труїння плати | Установка труїння друкованих плат ТАУ 2М | 3 | 1,4 |
| ||
| 25 | Промивання | Ванна для промивання | 3 | 1,6 |
| ||
| 26 | Сушіння | Шафа сушильна ФКШ -50 ПП.92.02.26142 | 3 | 12 |
| ||
| 27 | Обрізка плати по контуру | Ножиці роликові ОА085 | 2 | 1,9 |
| ||
| 28 | Контроль електричних параметрів | Стіл робочий ГОСТ 116003-84; тестер ЦЧ 353 | 4 | 1,7 |
| ||
| 29 | Контроль ОТК | Стіл робочий ГОСТ 116003-84; тестер ЦЧ 353 | 4 | 1,3 |
| ||
| 30 | Формування виводів елементів | Напівавтомат формування та лудіння виводів ПАФ-1 | 3 | 1,1 |
| ||
| 31 | Лудіння виводів елементів | Напівавтомат формування та лудіння виводів ПАФ-1 | 3 | 1,0 |
| ||
| 32 | Встановлення елементів | Напівавтомат установки елементів | 3 | 1,4 |
| ||
| 33 | Монтаж елементів | Установка пайки УП-2М НГО.054.21 | 3 | 1,2 |
| ||
| 34 | Видалення флюсу | Автоматична установка видалення флюсу | 3 | 1,4 |
| ||
| 35 | Контроль | Стіл робочий ГОСТ 116003-84 | 4 | 1,3 |
| ||
| 36 | Установка та монтаж пристрою в корпус | Стіл робочий ГОСТ 116003-84 | 4 | 3,6 |
| ||
| 37 | Контроль на функціонування | Блок живлення лабораторний БП-1; випробувальний стенд | 4 | 3,0 |
| ||
| 38 | Налагодження та регулювання | Стіл монтажний СМ-3, тестер, осцилограф С1-55А | 4 | 4,0 |
| ||
| 39 | Контроль ОТК | Стіл робочий ГОСТ 116003-84 | 4 | 1,1 |
| ||
| 40 | Пакування | Пакувальний автомат | 4 | 1,2 |
| ||
5 РОЗРАХУНОК НАДІЙНОСТІ
Надійність є однією з основних інженерних проблем. Останнім часом проблема надійності сильно загострилася. Це обумовлено наступними причинами :
1. Ростом складності сучасних технічних систем сотні, що включає часом, тисяч окремих елементів .
2. Інтенсивність режимів роботи систем й окремих їхніх частин .
3. Складність умов експлуатації
4. Вимогами до якості роботи .
5. Повної або часткової автоматизації технічних систем
Проблема забезпечення надійності зв'язана з усіма етапами створення виробу і його використань. Надійність заставляється в процесі його проектування й забезпечується в процесі його виготовлення.
Шляхи підвищення надійності лежать у методах конструювання виробництва й експлуатації приладу.
- надійність - основна технічна характеристика виробу й кількісно оцінюється за допомогою наступних показників:
- імовірність безвідмовної роботи P(t) - це ймовірність того, що в межах заданого наробітку на відмову за певних умов експлуатації не відбудеться жодної відмови, тобто порушення роботи виробу;
- середній час наробітку до відмови То - це відношення наробітку (тривалості роботи в годинах, циклах) відновлюваного встаткування до математичного очікування відмов протягом його наробітку;
- інтенсивність відмов λ(t) - імовірність відмов виробу в одиницю часу
- після даного моменту відмова не виникала;
- імовірність відмови Q(t) - імовірність того, що в заданому інтервалі часу відбудеться хоча б одна відмова;
частота відмови f(t) - кількість відмов в одиницю часу.
На окремих етапах проектування виробляється орієнтовний розрахунок надійності. Джерелом інформації про надійність елементів, приладів, пристроїв є дані про відмови, отримані у процесі випробування.
На стенді встановлюється N однотипних елементів приладу, які включаються на задане навантаження й працюють при певних зовнішніх умовах.
У процесі роботи деякі елементи відмовляють. Для одержання показників надійності системи, що складається з N випробуваних елементів, використовують вираження, що випливають із визначення цих показників.
Q(t) =n(t)/N
де Q(t) - імовірність відмови елемента,
n(t) - число елементів, що відмовляли, за час С,
N - загальне число випробовуваних елементів.
Тому що безвідмовність і відмова елемента утворять повну групу подій, тоді P(t)+ Q(t)= 1
де P(t) – імовірність безвідмовної роботи елемента P(t) = (N-n(t))/N
Якщо Q(t) → 0, то P(t) → 1 - система наближається до ідеального.
Якщо ж Q(t) → 1 , то P(t) → 0 система ненадійна.
Частота відмов випробуваних елементів обчислюється по формулі
f(t)=Dn(t)/ DtN
де Dn(t) - число елементів, що відмовили, за час D t.
Тоді інтенсивність відмов буде дорівнює
λ(t) = f (t) / Р(t)
Дані про інтенсивність відмов випробуваних елементів заносяться в таблиці, які потім використають при розрахунку надійності пристроїв, приладів, виробів.
Далі на підставі даних, отриманих при випробуванні елементів, виробляється розрахунок усього пристрою. Розрахунок ведуть по наступних формулах.
P(t) = е -λt
де λ - загальна інтенсивність відмов,
λ = ni λi
де k - число типів компонентів,
nі - число компонентів певного типу,
λi - інтенсивність відмов певного типу компонентів.
Якщо проектований пристрій складається з N типів блоків (приладів, пристроїв) і відома ймовірність безвідмовної роботи Рj цих блоків, то для всього пристрою:
P(t) = ![]() Pj (t), де m - число блоків,
Pj (t), де m - число блоків,
Середній час наробітку на відмову Т0 = 1 / λ
Залежно від умов експлуатації табличне значення інтенсивності відмов λ0 коректується за допомогою поправочного коефіцієнта K1, враховуючи дію реальних умов. Тоді інтенсивність відмов певного типу компонентів обчислюється по формулі λ1= kλ0. Тому, що проектований пристрій призначений для експлуатації в упоряджених приміщеннях, то k = 1 ,тобто λ відповідає табличним значенням.
Імовірність безвідмовної роботи за час 10000 годин.
P(t) = е-λt = е -22,996× 10 × 10 = 1 / е 0,22996 = 0,795
Середній час наробітку на відмову
Т0 = 1 / λ = 1/ 22,996×10-6 = 43485,82 годин
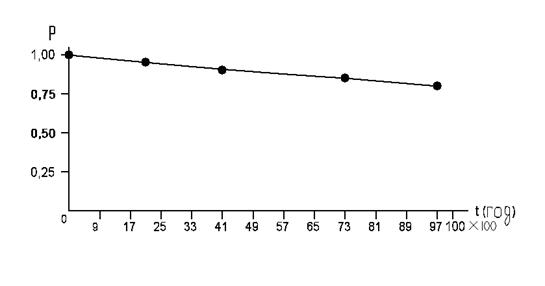
Рисунок 5.1 - Графік надійності виробу
6 ОХОРОНА ПРАЦІ ТА НАВКОЛИШНЬОГО СЕРЕДОВИЩА
6.1 Охорона праці, техніка безпеки та протипожежна безпека
Для забезпечення нормальної роботи пристрою, уникнення зайвих матеріальних витрат під час його ремонту та експлуатації, а також заради особистої безпеки користувача або ремонтника, необхідно дотримуватися правил техніки безпеки, обов'язково дотримуватися протипожежних вимог, а також основних положень по охороні праці, встановлених законодавством і ДСТ України. Загальні вимоги до техніки безпеки стосовно виробничого устаткування вказані у ДСТ 12.2.003-91 та ДСТ 12.0.049-80
Похожие работы

... або до безпечної зниженої швидкості. Може використовуватися без датчика швидкості двигуна. 3 рівень Нижчий рівень або палевої, використовуються периферійні засоби контролю, регулювання технологічного процесу лінії пакування гипсокартону. Опис використовуваних технічних засобів Штапельний стіл (конвеєр з функцією підйому). Привод №01 4.0 kW 8,2 А Частотний перетворювач VLT 5008 6,0 kW 01) Y ...
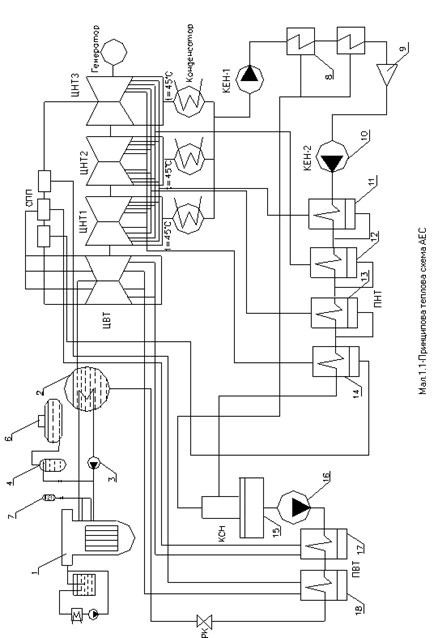
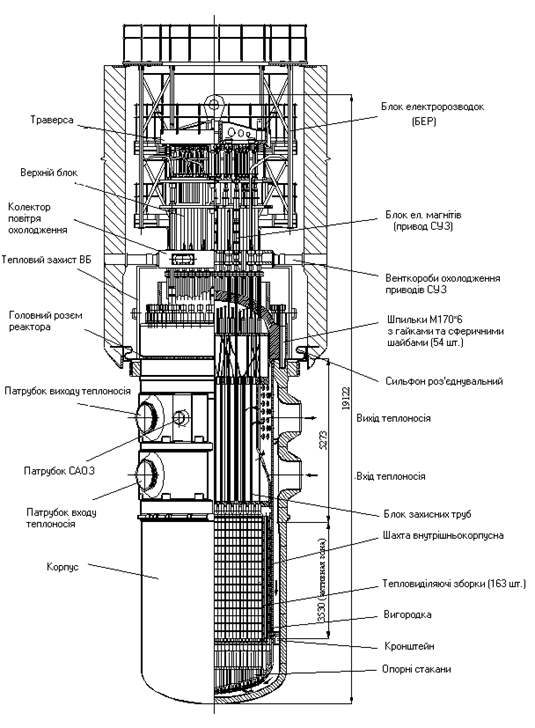
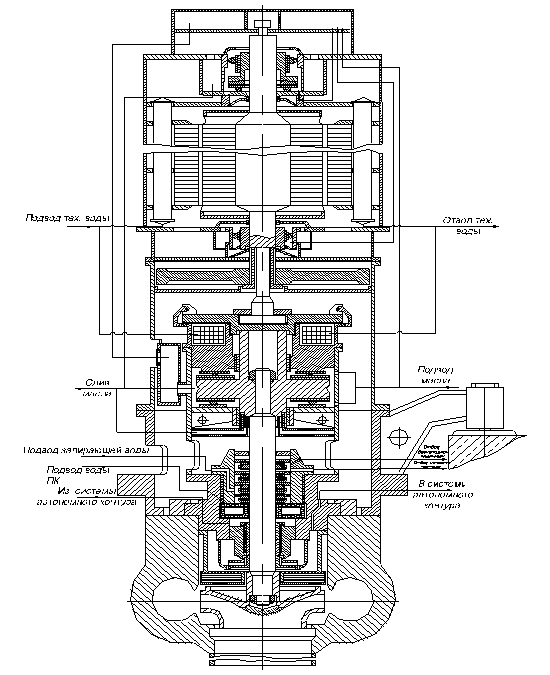

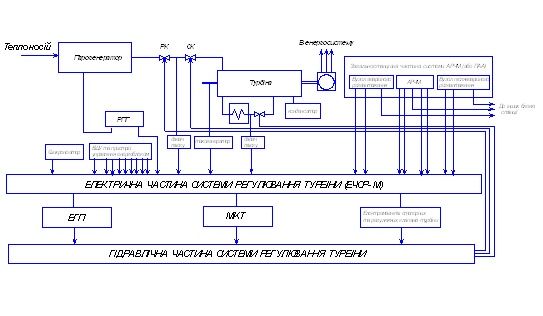
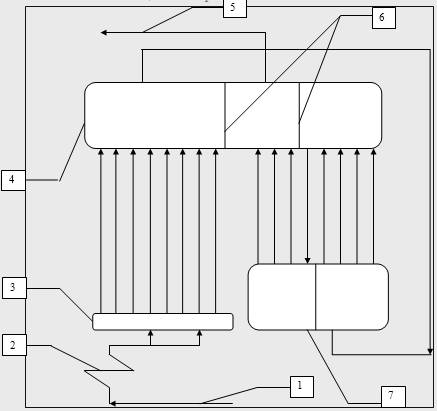
... , звитих в плоскі спіралі. Кінці спіралей приварені до трьох роздаючих і до трьох колекторних труб. 2. Призначення, склад, технічні характеристики системи автоматичного регулювання 2.1 Призначення системи автоматичного регулювання Система автоматичного регулювання (САР) турбіни виконується електрогідравлічною і структурно складається з електричної і гідравлічної частин, робота яких взає ...

... Знайдемо потужність променевого опалення для всіх 5 виробничих цехів депо, яка дорівнює їхній сумі. Рн=165,88+148,26+176,9+132,24+71,34=694,62кВт 7. ТЕХНІКО-ЕКОНОМІЧНІ РОЗРАХУНКИ ЗА РАХУНОК ЕНЕРГОЗБЕРІГАЮЧИХ ЗАХОДІВ 7.1 Розрахунок економічної доцільності переводу парового котла на водогрійний режим Перелік матеріалів та обладнання, необхідних для переводу парового котла типу ...
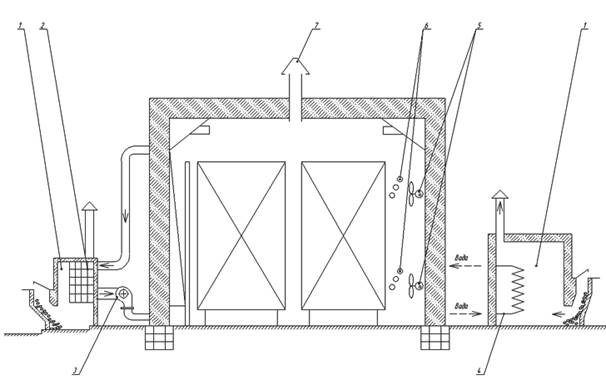
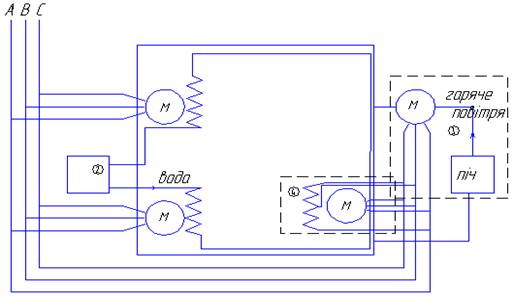
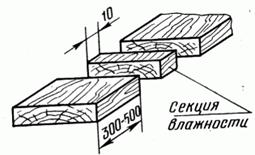
... Вологість дошки в точці 2 Аналоговий % 5…100 – 4. Функціональна структура системи управління Функціональна схема автоматизації є основним документом, який визначає функціонально-блокову організацію структури керування. Для процесу вакуумної сушки деревини функціональна схема приведена в графічній частині проекту (лист 6). Система складається з лісосушильної камери, вентиляторів, насос ...
0 комментариев