Уточнюємо величину Rтр та Rв
Хімічний спосіб виготовлення плат
Комбінований спосіб
Адитивний спосіб
Вимоги техніки безпеки до радіоелектронного обладнання
Охорона навколишнього середовища
ТЕХНІЧНЕ ОБСЛУГОВУВАННЯ ТА РЕМОНТ ПРОЕКТОВАНОГО ПРИСТРОЮ
Мультиметри. Технічні характеристики: верхня межа діапазону вимірюваних величин:
Розрахунок витрат на основні матеріали
Розрахунок витрат на купувальні комплектуючи вироби
Розрахунок витрат на заробітну плату основним виробничим робітникам
Навигация
Хімічний спосіб виготовлення плат
Розробка конструкції та техніко-економічне обґрунтування таймера-регулятора потужності
96681
знак
7
таблиц
4
изображения
4.2.2 Хімічний спосіб виготовлення плат
Послідовність основних технологічних операцій позитивним і негативним методом відрізняється.
Негативний метод - для отримання захисного рельєфу методом фотодруку як фотошаблон використовується негативне зображення провідного малюнка плати, тобто пробільні місця чорні, а провідники - оптично прозорі. Таким чином, проходячи через світлі ділянки потік ультрафіолетового проміння при експонуванні полімеризує фоторезист, нанесений на поверхню заготовки, утворюючи захисний рельєф.
Позитивний метод – захисний шар наноситься на провідний малюнок, бо витравлювання здійснюється металевим покриттям, тому захисний рельєф наноситься на пробільні місця і для фотодруку використовується позитивне зображення плати.
Негативний метод найбільш поширений у виробництві плат побутової радіоапаратури, він характеризується мінімальною трудоємністю і можливостями автоматизації всіх операцій. Як метод отримання захисного рельєфу при цьому використовується найдешевший в масовому виробництві спосіб трафаретного друку – сіткографія із застосуванням фарби, що полімеризується за допомогою ультрафіолетового опромінювання.
Хіміко-механічна підготовка поверхні фольги може проводитися також на автоматичній лінії ГГМ 1.240.006. Захисна маска з епоксидної смоли наноситься на поверхню плати так, щоб відкритими були тільки контактні майданчики провідників, які залужуються припоєм ПОС при виконанні монтажних операцій.
Провідники, захищені епоксидним покриттям, обробці не піддаються і цим досягається значна економія олов'яного сплаву. Епоксидна захисна маса наноситься також способом трафаретного друку. Пробивка отворів звичайно проводиться штампуванням за допомогою кривошипних пресів.
З досвіду одного з підприємств захист провідників від лудіння при паянні виводів радіоелементів здійснюється за допомогою їх хімічної пасивації (хромування), оскільки хромова плівка на міді запобігає змочуванню її припоєм.
Захисна маска на контактних майданчиках служить потім флюсом при паянні на хвилі припою.
Головною перевагою даного методу є виключення з технології операції нанесення маски з епоксидної смоли, що представляє велику професійну шкідливість.
Позитивний метод застосовується вельми рідко і обмежується звичайно виготовленням смужкових плат. Як гальванічне покриття при цьому служить срібло з товщиною шару 9-12 мкм.
Плата з одностороннім або двостороннім розташуванням провідників без металізації отворів можуть бути виготовлені способами штампування, перенесення а також нанесення струмопровідних фарб (паст).
Спосіб штампування рекомендований для масового виробництва, при цьому як підставка служить будь-який діелектрик, у тому числі і картон. Мідна фольга завтовшки 35 мкм, змотана в рулон, з одного боку покрита
адгезійним шаром. Цим шаром фольга накладається на діелектрик, при штампуванні вирубка провідників комбінується з їх притиском до діелектрика. Непотрібна частина фольги відділяється. Потім плата піддається нагріву в пресованому положенні для полімеризації адгезійного шару з метою міцного зчеплення провідників з підложкою. Метод ефективний для плат масового виробництва з відносно простою схемою провідників.
Операція витравлення не застосовується, тому мідь витрачається по прямому призначенню, а відходи міді використовуються для переплавлення. Даний спосіб - найдешевший по витраті матеріалів і якнайменше трудомісткий.
Спосіб перенесення полягає в отриманні провідного малюнка на тимчасовій металевій підложці і потім перенесення його на діелектрик. Як тимчасова підложка служить пластина з корозійностійкої сталі типу 18ХН9Т. На пластині одержують захисний малюнок, як і при позитивному процесі, тобто пробільні місця закриті фоторезистом або фарбою.
Потім пластину піддають гальванічному мідненню в кислих електролітах і на ній утворюється провідний малюнок з міді завтовшки 35-50 мкм. Фоторезист або фарба відділяється, а пластина з провідним малюнком притискається до діелектрика, на поверхню якого нанесений клейовий шар.
Провідний малюнок легко відділяється від поверхні корозійностійкої сталі і приклеюється до діелектрика унаслідок дуже слабкого зчеплення електрообложеної міді з корозійностійкою сталлю. Як і у попередньому випадку, плата піддається нагріву в пресованому поляганні для полімеризації клейового з'єднання.
Метод перенесення доцільний в умовах дослідницького і дрібносерійного виробництва за відсутності очисних споруд і умов для утилізації міді з травильних відходів. Технологічний процес є прикладом безвідходної технології.
Спосіб отримання провідного малюнка за допомогою електропровідних фарб або паст ще не одержав широке вживання в промисловості через відсутність відповідних матеріалів необхідної якості, проте він є вельми перспективним і економічним для отримання плат широкомовної апаратури.
4.2.3 Електрохімічний спосіб отримання друкованої плати
Цей спосіб здійснюється за допомогою наступних основних операцій: нарізка заготовок, свердлення отворів, що підлягають металізації, підготовка поверхні; хімічного міднення; посилення міді гальванічним мідненням; нанесення захисного рельєфу на пробільні місця; гальванічне міднення; гальванічного покриття сплавом олово-свинець; видалення захисного рельєфу; витравлення міді з пробільних місць.
Вихідним матеріалом служить нефольгованний текстоліт, на обидві якого сторони нанесений адгезійний шар з епоксидно-каучукової композиції.
Підготовка поверхні діелектрика полягає в її хімічній обробці сумішшю хромової і сірчаної кислот, в результаті якої на поверхні утворюються мікрозападини, що забезпечують хорошу адгезію металізованого шару і хорошу змочуваність водними розчинами. Операція витравлення в даному процесі характеризується дуже малою тривалістю (до 1 хв), оскільки витравленню підлягає вельми тонкий шар хімічно обложеної і посиленої гальванічно до товщини 5-7 мкм міді. При витравленні такого тонкого шару міді ефект бічного затравлення практично відсутній, що дозволяє одержувати дуже вузькі провідники шириною до 0,15 мм і з таким же зазором між провідниками.
Таким чином, технологічний процес виготовлення друкарської плати електрохімічним (напіваддитивним) способом звільняє від необхідності фольгувати міддю діелектрики і забезпечує підвищену густину монтажу на платі, що обумовлює можливість у ряді випадків замінити складну у виробництві багатошарову друкарську плати на двосторонні. Нижче приведені характеристики окремих операцій і умови їх виконання.
Заготовки із текстоліта нарізаються з урахуванням технологічних полів на одноножових або багатоножових ножицях. На технологічному полі свердляться фіксуючі отвори відповідно до рекомендацій. Підготовка поверхні проводиться таким чином. Знежирену поверхню діелектрика піддають хімічній обробці з метою додання гідрофільності і виявлення в адгезійному шарі мікронерівностей. Видалення залишків хромових з'єднань з поверхні заготовки проводиться в наступній послідовності: промивка у воді, нейтралізація в розчині NaOH (5-10 %), повторна промивка, нейтралізація в розчині HCI (50-100 г/л), ще одна промивка у воді.
Для видалення продуктів реакції промивання водою чергують з промиванням в солянокислому розчині гидроксиламіна (20 г/л) і лужному розчині трилона Б. Поверхня адгезійного шару після того, що витравлення набуває рівномірний матовий відтінок унаслідок створення мінкрошороховатості. Свердлення отворів, що підлягають металізації, здійснюють за допомогою твердосплавних свердел.
Перед хімічним міднення заготовка обезжирюється в лужних розчинах з добавками ПАВ, а потім активується в суміщеному розчині. Рекомендується заготовки плат перед активацією промивати в розчині соляної кислоти (50 г/л), щоб уникнути розбавлення розчину-активатора водою.
Подальші операції технологічного процесу: нанесення захисного рельєфу, гальванічне міднення, гальванічне покриття сплавом олово-свинець, видалення захисного рельєфу і труїння міді з пробільних місць.
У виробничій практиці зустрічаються інші різновиди технологічного процесу, відмінні від приведеного вище, але в даний час вони застосовуються рідко, наприклад при виготовленні смужкових плат з нефольгованних діелектриків. Характерною особливостю цих процесів є вживання рідких фоторезистів, які наносяться на плату до свердлення отворів під металізацію.
Одним з варіантів електрохімічного процесу є так званий «тентинг-процес». В цьому варіанті заготовка друкованої плати, в якій просвердлені отвори, металізується повністю хімічним, а потім - гальванічним мідненням з товщиною шару 25-30 мкм. Далі за допомогою сухого плівкового фоторезисту завтовшки 40-60 мкм і фотошаблону-негативу виходить захисний малюнок з плівки фоторезисту, що перекриває всі отвори і захищаючі їх від попадання травильного розчину. Як і в звичному хімічному методі, провідний малюнок тут утворюється після труїння міді. Провідники, контактні майданчики і стінки отворів лудяться сплавом ПОС гарячим способом по методу «Льовельер» або ППВ (покриття припоєм з вигладжуванням). Тентинг-процес дає добрі результати при виготовленні багатошарової плати з внутрішніми переходами з діелектрика, обидві сторони якого покрито 5- або 35-мікронною мідною фольгою.
Основними операціями технологічного процесу є: свердлення отворів; анодування в 20 % розчині H2SO4 при Ia=1,5 А/дм2 протягом двох годин для отримання оксидної плівки, що підвищує електроізоляційні властивості поверхні; нанесення ізоляційного шару; хімічне міднення всієї поверхні із «затяжним» гальванічним мідненням.
Подальші операції виконуються в описаній вище послідовності. Як ізоляційний шар краще використовувати порошкові фарби ПЕП-219 з оплавленням кожного шару при температурі 180 оС.
Підготовка поверхні перед хімічним мідненням здійснюється таким чином. Після знежирення в розчині тринатрійфосфату проводиться обробка в ацетоні, розбавленим водою відносно 2:1, протягом 10 хв для підвищення гідрофільності поверхні, а потім затруювання в розчині наступного складу: хромовий ангідрид (30 г/л), сірчана кислота (650 мл/л) при температурі 50-60 °С із подальшою промивкою і нейтралізацією.
З метою забезпечення необхідної міцності зчеплення провідників з підложкою передбачено створення мікрошорсткості поверхні за допомогою того, що труїння в сірчанохромовій суміші. Ця операція викликає серйозні ускладнення у виробництві, пов'язані з токсичністю хромових з'єднань і необхідністю вживання заходів по знешкодженню відходів.
Оброблюваний діелектрик у вигляді плівкового матеріалу поміщається між алюмінієвою пластиною і епоксисклотканиною, по зовнішній поверхні якої виконує поворотно-поступальна рухи електрод з чотирьох циліндрів.
На рухомий електрод і алюмінієву пластину подається напруга від високочастотного генератора (20-40 кГц) величиною 1,4 кВ. Густина струму, при якій виникають коронні розряди, складає 1,5 мА/см2. В результаті дії коротких розрядів поверхня стає мікрошорсткою.
Технологічний процес електрохімічної металізації заготівок при використовуванні різних плівкових матеріалів складається з операцій: очищення (звичне), сушка, обробка коротким розрядом, активація, обробка в розчині «прискорювача», хімічного міднення і гальванічного міднення.
Похожие работы

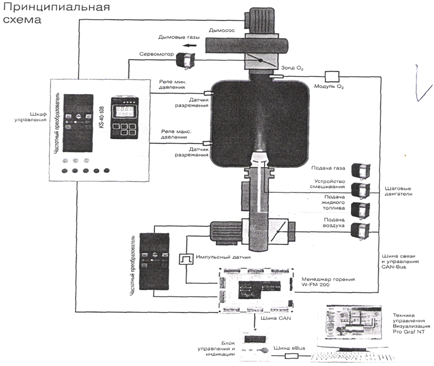
... або до безпечної зниженої швидкості. Може використовуватися без датчика швидкості двигуна. 3 рівень Нижчий рівень або палевої, використовуються периферійні засоби контролю, регулювання технологічного процесу лінії пакування гипсокартону. Опис використовуваних технічних засобів Штапельний стіл (конвеєр з функцією підйому). Привод №01 4.0 kW 8,2 А Частотний перетворювач VLT 5008 6,0 kW 01) Y ...
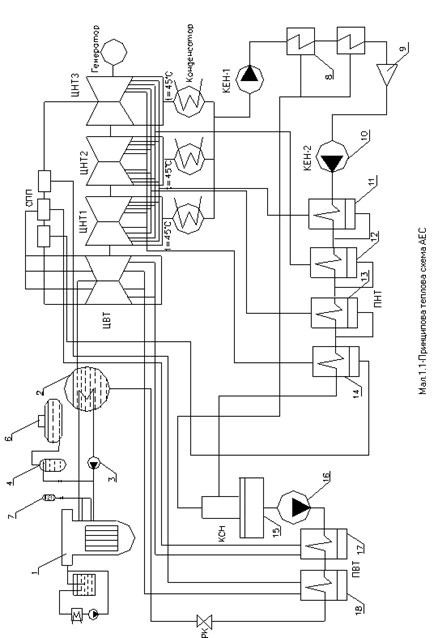
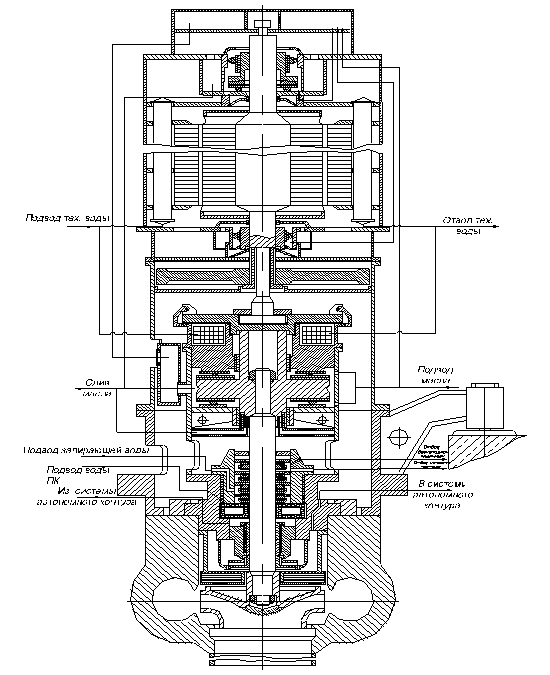

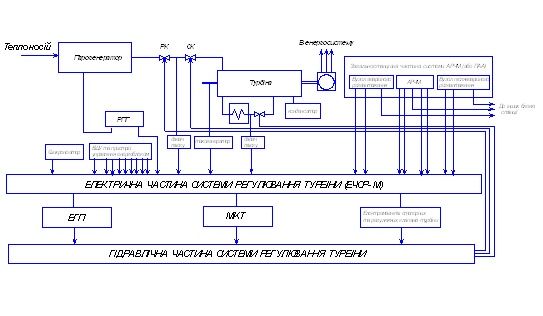
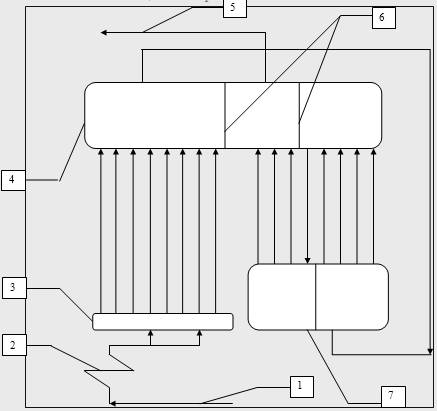
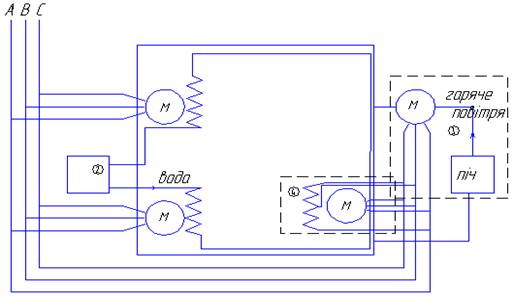
... , звитих в плоскі спіралі. Кінці спіралей приварені до трьох роздаючих і до трьох колекторних труб. 2. Призначення, склад, технічні характеристики системи автоматичного регулювання 2.1 Призначення системи автоматичного регулювання Система автоматичного регулювання (САР) турбіни виконується електрогідравлічною і структурно складається з електричної і гідравлічної частин, робота яких взає ...

... Знайдемо потужність променевого опалення для всіх 5 виробничих цехів депо, яка дорівнює їхній сумі. Рн=165,88+148,26+176,9+132,24+71,34=694,62кВт 7. ТЕХНІКО-ЕКОНОМІЧНІ РОЗРАХУНКИ ЗА РАХУНОК ЕНЕРГОЗБЕРІГАЮЧИХ ЗАХОДІВ 7.1 Розрахунок економічної доцільності переводу парового котла на водогрійний режим Перелік матеріалів та обладнання, необхідних для переводу парового котла типу ...
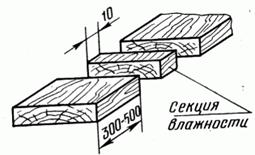
... Вологість дошки в точці 2 Аналоговий % 5…100 – 4. Функціональна структура системи управління Функціональна схема автоматизації є основним документом, який визначає функціонально-блокову організацію структури керування. Для процесу вакуумної сушки деревини функціональна схема приведена в графічній частині проекту (лист 6). Система складається з лісосушильної камери, вентиляторів, насос ...
0 комментариев