Исходные данные
Холодная сварка чугуна
Заделка эпоксидной пастой
Определение последовательности выполнения операций, подбор оборудования и инструментов
Расчет припусков на механическую обработку
Выбор оборудования, режущего и измерительного инструмента
ТЕХНИКА БЕЗОПАСНОСТИ, ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ, ОХРАНА ТРУДА, ПОЖАРНАЯ БЕЗОПАСНОСТЬ, ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Производственная санитария
Противопожарная безопасность
Навигация
ТЕХНИКА БЕЗОПАСНОСТИ, ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ, ОХРАНА ТРУДА, ПОЖАРНАЯ БЕЗОПАСНОСТЬ, ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Проект сварочно-наплавочного участка с разработкой технологического процесса восстановления блока цилиндров автомобиля ЗИЛ-130
43839
знаков
5
таблиц
0
изображений
2. ТЕХНИКА БЕЗОПАСНОСТИ, ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ, ОХРАНА ТРУДА, ПОЖАРНАЯ БЕЗОПАСНОСТЬ, ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
2.1 Техника безопасности
Охрана труда - это система законодательных актов, социально -экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособность человека в процессе труда.
Техника безопасности - система организационных мероприятий и технических средств, предотвращающих воздействий на работающих опасных производственных факторов.
Производственная санитария - система организационных мероприятий и технологических средств, предотвращающих или уменьшающих воздействие на работающих вредных производственных факторов.
Техника безопасности и производственная санитария являются составной частью термина охраны труда.
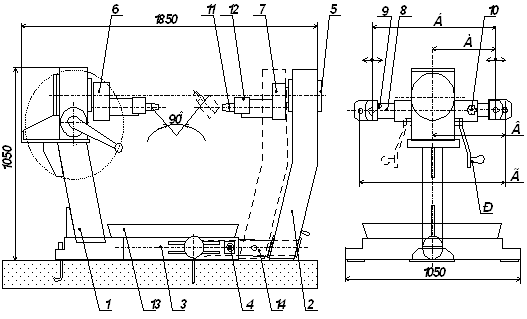
В зависимости от применяемого метода сварки и наплавки зависит организация рабочего места при выполнении работ по восстановлению деталей сваркой и наплавкой. Комплекс технически связанного между собой оборудования для выполнения сварочно-наплавочных работ называется постом, установкой (станком), линией. В комплексы в зависимости от оснащения входят: сварочное оборудование (источник питания, сварочный аппарат с приборами управления и регулирования процесса); технологические приспособления и инструмент; механическое и вспомогательное оборудование (транспортные, погрузочные и разгрузочные устройства); система управления.
Источники переменного тока — это сварочные трансформаторы (для ручной сварки и наплавки ТД-ЗОО, ТД-500, СТШ-500, механизированной — ТДФ-1001, ТДФ-1002 и др.) и специализированные установки на их основе, постоянного тока — сварочные выпрямители (для ручной сварки и наплавки ВД-201УЗ, ВД-306УЗ, ВД-401УЗ и др., механизированной — ВС-600, ВСЖ-303, ВДГ— 302 и др., универсальные — ВДУ-1201УЗ, ВДУ-1601 и др.; для многопостовой сварки — ВКСМ-100-1-1, ВДМ-1001 и др.), преобразователи (ПСО-300-2, ПСО-315М и др.) и агрегаты, специализированные источники на базе выпрямителей. Сварочные машины рекомендуется устанавливать в отдельном помещении, а на рабочем месте в этом случае должен находиться щиток для дистанционного управления.
В состав установки (станка) для сварки или наплавки, кроме электросварочного оборудования, входят: технические средства размещения и перемещения сварочных автоматов, головок, инструментов; технические средства размещения, закрепления и перемещения изделия (сварочные манипуляторы, позиционеры, кантователи, поворотные столы, вращатели); флюсовое оборудование (при сварке и наплавке под флюсом); вспомогательное оборудование и средства управления.
Вращатели — это шпиндельные устройства, предназначенные для вращения детали вокруг оси.
Основной частью комплекса оборудования для механизированной сварки и наплавки является сварочная и наплавочная аппаратура — полуавтоматы и автоматы.
На рабочем месте газосварщика устанавливают сварочный стол с подставкой для газосварочной горелки. На расстоянии 3-4 м от сварочного стола монтируют рампу с кислородным и ацетиленовым редукторами и шкаф для хранения шлангов и горелок. Ацетиленовый генератор, а также баллоны с кислородом и ацетиленом хранятся в отдельных помещениях.
К электрогазосварочным и наплавочным работам допускаются рабочие не моложе 18 лет, прошедшие медицинское освидетельствование и специальное обучение, имеющие удостоверение на право выполнения указанных работ. Все сварщики, выполняющие дуговую и газовую сварку, должны ежегодно проходить проверку знаний. Рабочий пост сварщика должен быть оборудован местной вытяжной вентиляцией для отсоса вредных паров, газов и аэрозолей, состоящих из окислов металлов и продуктов сгорания обмазок и флюсов. Правильное и рациональное размещение рабочего места сварщика имеет большое значение в повышении безопасности сварочных работ, производительности труда и качества сварки. В целях защиты сварщиков, подсобных и вспомогательных рабочих от лучистой энергии, горящих поблизости сварочных дуг в постоянных местах сварки для каждого сварщика устраивают отдельные кабины площадью (2х2)-(2хЗ) м (не считая площади, занятой оборудованием) и высотой 1,8-2 м.
Для улучшения вентиляции стены кабины не доводят до пола на 15-20 см. Материалом стен кабин может служить тонкое железо, фанера, брезент, покрытые огнестойким составом, или другие огнестойкие материалы. Дверной проем, как правило, закрывается брезентовым занавесом на кольцах. Стены окрашивают в светлые матовые тона. Полы должны иметь ровную нескользкую поверхность, без выбоин и порогов. В помещениях с холодными полами, например, цементными на рабочих местах под ноги укладывают деревянные решетки или настилы.
При ручной дуговой сварке в кабине сварщика устанавливают сварочный стол или кондуктор, настенную полку для мелкого инструмента и приспособлений, стул со спинкой и другое оборудование. Кабина оборудуется местной вентиляцией.
Для предохранения глаз и лица сварщика от вредного воздействия дуги необходимо использовать щитки или маски со специальными светофильтрами в зависимости от силы сварочного тока: Э-1 — при силе тока до 75 А, Э-2 — при 75-200 Л, Э-3 — 200-400 Л, а также ЭС-100, ЭС-300, ЭС-500.
В целях исключения попадания под напряжение при замене электродов сварщик обязан пользоваться сухими брезентовыми рукавицами, которые одновременно защищают его руки от расплавленного металла и лучистой энергии дуги.
Большое значение для безопасности сварщика имеет проверка правильности проведения проводов к сварочным постам и оборудованию. Прокладка проводов к сварочным машинам по полу или земле, а также другим способом, при котором изоляция проводов не защищена и провод доступен для прикосновения, не разрешается. Ток от сварочных агрегатов к месту сварки передается гибкими изолированными проводами. Для предупреждения поражения электрическим током все оборудование должно быть заземлено.
Похожие работы
... во времени. Для этого устанавливается единый для всех рабочих мест такт производства: τ=Фдо/N=152ч./300к.в.=0,5ч/к.в (4) 6.Проектирование технологического процесса восстановления коленчатого вала ЗИЛ-130. Технический процесс проектируем применительно к абразивно-электрохимическому шлифованию, опираясь при этом на технологию ВНПО «Ремдеталь» [7,8]. Используем ...
... ) и т. п. Перечень работ, выполняемых при ремонте агрегатов, весьма разнообразен и велик. Участок в большей степени специализирован на ремонт двигателей.. Годовой объем работ, выполняемых на агрегатном участке составляет Тагр.г. = 39835 чел-ч (см. проектную часть дипломного проекта). Число рабочих, занятых в агрегатном участке составляет 22 человека. К основному оборудованию относятся: ...


... сельскохозяйственная академия" Инженерный факультет "УТВЕРЖДАЮ" Зав.кафедрой__________ Кафедра ____________ (подпись) (название) "___"______ 200 г. ЗАДАНИЕ на дипломное проектирование студента _________________________ 1. Тема: ___________________________________________________ утверждена приказом по академии №__от "__" ________ 200 г. 2. Срок сдачи студентом законченного проекта ...
... запасных частей приходится отправлять ее в специальные ремонтные предприятия. Следовательно увеличивается время нахождения в ремонте и затраты на транспортировку. Для более полного использования возможностей машинотракторного парка, необходимо, чтобы состав МТП соответствовал молочному направлению хозяйства и его конкретным возможностям для более полной загрузки техники в течении всего года, ...
0 комментариев