Характеристика нагревательных установок
Наибольшую температуру имеет зона шириной 20—25 мм, отстоящая от торца заготовки на расстоянии 4—6 мм
Явление скинн-эффекта при использовании тока промышленной частоты сравнительно слабо выражено
Для подвода тока, а следовательно, и для отвода тепла используется четыре контакта
Расчетные электротехнические данные в большинстве случаев являются "сугубо приближенными, поэтому требуют после дующего уточнения
Определить отношение длины к площади поперечного сечения нагреваемой детали
Степень возрастания сопротивления с температурой у заготовок диаметром 12 и 35 мм также подтверждает влияние скинн-эффекта
Основные технико-экономические показатели электроконтактного способа нагрева
Стоимость нагрева 1 т металла индукционным способом наибольшая для заготовок малого диаметра, наименьшая для заготовок среднего диаметра (40—75 мм)
Навигация
Наибольшую температуру имеет зона шириной 20—25 мм, отстоящая от торца заготовки на расстоянии 4—6 мм
Технология электроконтактного нагрева заготовок
115787
знаков
19
таблиц
35
изображений
1. Наибольшую температуру имеет зона шириной 20—25 мм, отстоящая от торца заготовки на расстоянии 4—6 мм.
2.Положение этой зоны в процессе нагрева меняется — в начале нагрева она занимает место у самого торца (перегрет сам торец), а затем при повышении температуры зона постепенно перемещается в сторону от торца. При температуре 600—800° С температура на конце детали длиной 4—6 мм становится не только ниже температуры рядом расположенной зоны перегрева длиной 20—25 мм, но и ниже всей остальной (средней) части заготовки.
3.Степень неравномерности распределения температуры тем больше, чем больше ток.
Зависимость температурного перепада от тока количественно может быть выражена так: при изменении тока в 1,5 раза температурный перепад между зоной, перегрева и средней частью возрастает примерно в 1,5 раза, т.. е. можно сделать вывод о том, что изменение температурного перепада пропорционально току.
4. Наибольшее значение температурного перепада наблюдается в концевой зоне. Отставание роста температуры на конце заготовки от двух других зон объясняется отводом тепла от торца детали контактом, охлаждаемым водой.
5. Наибольшее значение температурного перепада наблюдается при температуре 700—1000° С.
Еще одним условием, лимитирующим скорость нагрева заготовок или производительность нагревательных устройств, является продолжительность протекания структурных и фазовых превращений. Приведенные выше скорости нагрева соответствующих типоразмеров заготовок значительно меньше тех, которые необходимы для указанных превращений, 'поэтому последнее условие при электроконтактном нагреве во внимание не принимается.
До сих пор речь шла о зависимости температурного перепада между зонами заготовки, расположенными близко от токоподводящего контакта, от различных факторов, но не о ширине зоны. Последняя существенно зависит от физических свойств материала заготовок, от формы поперечного сечения, а главным образом от теплопроводности и соотношения между площадью поперечного сечения и его периметром. Чем больше теплопроводность и указанное соотношение, тем больше ширина зоны перегрева. Это особенно необходимо иметь в виду в тех случаях, когда продолжительность нагрева очень мала, т. е. скорость нагрева большая, а длина нагреваемых заготовок небольшая, а перегрев широких зон заготовок у контактов недопустим. Но такого рода случаи не являются общими, хотя и нередко встречаются на практике. Вообще при контактном нагреве под гибку и штамповку целесообразнее использовать стали с большим коэффициентом теплопроводности, так как в этом случае при относительно большой ширине ион с различными температурами абсолютное значение температурного перепада будет относительно меньшим, при прочих равных условиях.
Эксперименты и практика эксплуатации электроконтактных установок показали, что при времени нагрева, близком к данным, приведенным выше, получается вполне удовлетворительная равномерность нагрева, с точки зрения требований, предъявляемых к равномерности нагрева заготовок подлине при радиальных и торцовых контактах.
2. Характеристика материала заготовок
Нагреву для последующей обработки давлением подвергаются преимущественно стальные заготовки, поэтому ниже рассматриваются характеристики и приводятся данные, относящиеся главным образом к стали.
Для электроконтактного нагрева существенное значение имеют следующие характеристики материала нагреваемых заготовок: теплоемкость, теплопроводность, магнитная проницаемость и удельное электрическое сопротивление.
Все они в большей или меньшей степени оказывают влияние на режим нагрева, его технологические особенности и на технико-экономические показатели работы электроконтактной установки. Поэтому знание закономерностей, свойственных каждой из этих характеристик, и технологических особенностей режима нагрева необходимо для рационального и эффективного применения данного способа нагрева в каждом конкретном случае.
Теплоемкость материала является фактором, определяющим "количество тепловой энергии, которую необходимо сообщить нагреваемой части заготовки для нагрева ее до заданной температуры.
Теплоемкость большинства материалов, в том числе и стали, зависит от температуры нагрева, поэтому теплосодержание массы материала нагреваемой детали или заготовки, необходимое для повышения температуры до заданного значения, зависит от этого значения.
На рисунке 3.1 приведена зависимость теплоемкости и теплопроводности сталей от температуры . Из фигуры видно, что теплоемкость до температуры 450—500" С изменяется незначительно, при 500—800о С она изменяется резко, затем снова незначительно, а при температуре свыше 1000° С она остается почти постоянной (даже несколько падает).
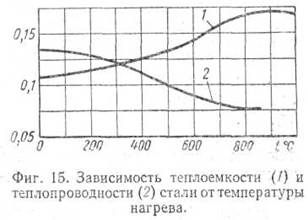
Рисунок 3.1 - График
При расчете характеристик электроконтактных нагревательных установок удобно пользоваться средней теплоемкостью для заданных температур нагрева, по которой и определяется теплосодержание, потребное для нагрева данной массы металла до соответствующей температуры.
Теплопроводность материала нагреваемой детали и контакта играет довольно большую роль при электроконтактном нагреве и оказывает влияние на следующие технологические показатели: на скорость выравнивания температуры по поперечному сечению нагреваемой детали и по длине, а следовательно, и на производительность установки; на возможность оплавления заготовки под контактами и сварки детали с контактом, а это, в свою очередь, сказывается на конструкции контактов и допустимом токе.
Скорость выравнивания температуры тем быстрее, чем больше теплопроводность материала. Поэтому детали, обладающие большим коэффициентом теплопроводности, в меньшей степени склонны к неравномерному распределению температуры по длине, так как тепловая энергия, выделяемая в переходном контактном сопротивлении, отводится быстрее и в больший объем детали, следовательно, температура этой, хотя и более широкой, зоны будет относительно ниже.
Выравнивание температуры по сечению детали облегчается в большей степени, чем выше теплопроводность, так как при этом тепловая энергия, сконцентрированная в начальный период нагрева в сравнительно узком поверхностном слое детали, интенсивней отводится в центральную зону, что приводит к уменьшению температурного перепада между поверхностной и центральной зонами и выравниванию температуры по длине.
Следовательно, величина температурного перепада по сечению становится меньше в тем большей степени, чем больше теплопроводность.
Изучение характера и степени влияния теплопроводности осложняется еще и тем, что коэффициент теплопроводности, как и теплоемкость, изменяется в процессе нагрева в зависимости от температуры.
Важную, а иногда и решающую роль теплопроводность материала играет при торцовом нагреве (деталь зажимается с торцов) и при электроконтактной высадке металлов. В этих случаях режим нагрева, скорость протекания процесса высадки, а следовательно, и производительность, качество нагрева и набора металла или высадка изделия зависят от теплопроводности материала обрабатываемой детали.
Не менее важное значение имеет теплопроводность токоподводящего зажимного торцового контакта, так как от того, насколько интенсивно тепло отводится от нагреваемой детали с торца в толщу контакта, зависит перегрев или недогрев конца детали, а также оплавление и сварка контактирующих участков детали и контакта.
О роли теплопроводности при торцовом нагреве можно сказать следующее:
1. Если теплопроводность материала контакта и детали мала, то неизбежен перегрев конца детали.
2. Если теплопроводность материала детали мала, а контакта велика, то конец детали будет недогрет, а зона детали, находящаяся на небольшом расстоянии от торца, будет перегрета.
3. Существуют оптимальные значения коэффициентов теплопроводности материала детали и контакта, при которых условия нагрева будут наиболее благоприятными.
Магнитная проницаемость. Так как при электроконтактном нагреве используется переменный ток промышленной частоты ( 50 периодов), то, как уже указывалось, в нагреваемых телах в и большей или меньшей степени наблюдается явление скинн-эффекта, влияние которого зависит не только от геометрических размеров поперечного сечения тела и его удельного электрического сопротивления, но и от магнитной проницаемости. Последняя оказывает существенное влияние на следующие характеристики нагреваемой детали и нагревательной установки: на электрическое (активное и реактивное) сопротивление детали, а следовательно, и на технико-экономические показатели электроконтактной установки; на степень неравномерности распределения температуры по сечению нагреваемой детали, а следовательно, и на скорость нагрева; па энергетические характеристики режима нагрева (тока, мощности и напряжения), изменяющиеся в процессе нагрева в зависимости от изменения магнитной проницаемости.
Такое влияние магнитной проницаемости объясняется тем, что толщина поверхностного слоя детали, в котором концентрируется ток, тем меньше, чем больше проницаемость.
Как известно, сущность явления скинн-эффекта заключается и том, что электрический ток распределяется неравномерно по поперечному сечению нагреваемой детали, концентрируясь в периферийном слое определенной толщины.
Чем больше магнитная проницаемость, тем меньше глубина слоя концентрации тока и тем более резко выражена неравномерность распределения тока в этом слое.
Дли упрощения расчетов неравномерное распределение переменного тока заменяется условно током постоянного значения, равным току на поверхности детали, распределенному в поверхностном слое определенной толщины, и носящим название глубины проникновения тока. Последняя определяется из условия одинаковой тепловой эффективности неравномерно распределенного тока с равномерно распределенным на глубину проникновения и равного по величине значению тока на поверхности.
Исходя из этого условия глубину проникновения δ (в см) можно определить из формулы:
![]() (7)
(7)
Где ς - удельное электрическое сопротивление в ом-см;
f — частота тока в гц;
μ— магнитная проницаемость материала детали.
Из формулы следует, что глубина проникновения обратно пропорциональна корню квадратному из магнитной проницаемости. Следовательно, значение величины μ для данного материала в известной степени определяет значение указанных выше характеристик. Однако вопрос осложняется тем, что μ находится в своеобразной зависимости от температуры и тока. Поэтому изменение соответствующих характеристик детали и нагревательной установки в процессе нагрева определяется преимущественно характером зависимости магнитной проницаемости от температуры и в меньшей степени от тока.
До температуры точки Кюри, различной для различных материалов, магнитная проницаемость почти не изменяется или изменяется очень незначительно. При переходе через точку Кюри магнитная проницаемость независимо от дальнейшего повышения температуры быстро падает до постоянной величины.
Исходя из этого можно сделать вывод, что и указанные выше характеристики, зависящие от магнитной проницаемости, претерпевают аналогичные изменения, когда деталь достигнет температур, близких к температуре точки Кюри. Однако это не так — изменение характеристик происходит плавно во всем диапазоне температур нагрева.
Изложенное может быть объяснено следующим образом:
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...
... для расчета основных массообменных характеристик, но эти проведены испытания ее в лабораторных и опытных условиях [27]. Из всего вышеперечисленного можно сделать вывод, что в процессе производства формовых резинотехнических изделий на ООО “Автокомплект и К” происходит загрязнение почв и осуществляются выбросы вредных веществ в атмосферу. Как уже отмечалось, отходы резины перерабатываются в ...
... и их расположение в главной линии, диаметр и длина бочки валков, скорость прокатки (м/с). 2 Технология машиностроения (технологические процессы сборки изделий машиностроения) Сборочный чертеж является основным исходным документом, по которому разрабатывается последующий технологический процесс сборки металлоизделия. Сборочный чертеж должен содержать: необходимые проекции, разрезы и сечения; ...
0 комментариев