Характеристика нагревательных установок
Наибольшую температуру имеет зона шириной 20—25 мм, отстоящая от торца заготовки на расстоянии 4—6 мм
Явление скинн-эффекта при использовании тока промышленной частоты сравнительно слабо выражено
Для подвода тока, а следовательно, и для отвода тепла используется четыре контакта
Расчетные электротехнические данные в большинстве случаев являются "сугубо приближенными, поэтому требуют после дующего уточнения
Определить отношение длины к площади поперечного сечения нагреваемой детали
Степень возрастания сопротивления с температурой у заготовок диаметром 12 и 35 мм также подтверждает влияние скинн-эффекта
Основные технико-экономические показатели электроконтактного способа нагрева
Стоимость нагрева 1 т металла индукционным способом наибольшая для заготовок малого диаметра, наименьшая для заготовок среднего диаметра (40—75 мм)
Навигация
Расчетные электротехнические данные в большинстве случаев являются "сугубо приближенными, поэтому требуют после дующего уточнения
Технология электроконтактного нагрева заготовок
115787
знаков
19
таблиц
35
изображений
4. Расчетные электротехнические данные в большинстве случаев являются "сугубо приближенными, поэтому требуют после дующего уточнения.
5. Принимать во внимание, что нагрев деталей и целых узлов происходит за счет энергии излучения с нагреваемых заготовок
и вихревых токов Фуко, возбуждаемых в металлических деталях магнитными потоками рассеяния.
Это обстоятельство, как и предыдущее, не поддается теоретическому расчету и может быть учтено при разработке конструкции нагревательной установки. При этом следует помнить, что металлические массы, особенно стальные, необходимо располагать как можно дальше от токоподводящих элементов и от нагреваемой детали.
6. Максимально возможную универсальность нагревательной установки, так как важна не только техническая эффективность применения данного типа нагревательной установки, но и возможность использования ее для разнообразных типоразмеров заготовок. При этом во много раз возрастает техническое совершенство, технико-экономическая эффективность, рентабельность, а следовательно, и народнохозяйственная значимость нагревательной установки.
Исходные данные для расчета и проектирования
Расчет и проектирование электроконтактной установки производится на основании определенного технологического задания, в котором должны содержаться перечисленные ниже исходные технологические, технические и эксплуатационные данные.
1. Марка материала и типоразмеры заготовок.
2. Темп выдачи нагретых заготовок или производительность нагревательной установки с учетом времени, потребного на загрузочно-разгрузочные, транспортные и другие операции.
3. Технологическая разновидность электроконтактного нагрева и назначение электроконтактной установки.
4. Температура нагрева, точность регулирования и допустимые пределы неравномерности распределения ее по длине и сечению нагреваемой заготовки.
5. Напряжение для питания установки, т. е. напряжение сети, к которой она подсоединяется.
6. Технические данные о заводской пневмосистеме и водопроводе, если в электроконтактной установке предусмотрен пневматический привод зажимных головок и водоохлаждение элементовсиловой цепи проточной водой.
7. Специальные требования, касающиеся механизации и авто матизации загрузки и выгрузки заготовок, или условия встройки установки в автоматические линии или привязки ее к другому оборудованию.
Особое внимание следует обратить на технологический принцип электроконтактного нагрева. Он должен быть подробно указан в задании, в противном случае при проектировании прежде всего должен быть решен вопрос о технологически-конструктивном типе нагревательной установки, дающем наилучшие технико-экономические показатели.
Иногда вместо производительности или скорости нагрева в задании указывается мощность установки и по ней требуется определить время нагрева деталей заданного типоразмера. В этом случае необходимо исследовать вопрос, подойдет ли вычисленное по заданной мощности время нагрева (по условиям равномерности распределения температуры по длине и сечению детали, а также по токовой нагрузке на контакты). Если этому или одному из этих условий время нагрева не удовлетворяет, то заданная мощность должна быть уменьшена.
Механизация загрузки и выгрузки заготовок и автоматизация работы нагревательной установки являются очень важными вопросами не только с эксплуатационной точки зрения, но и с точки зрения конструкции установки, которая при этом усложняется. Поэтому, прежде чем приступить к разработке проекта, нужно обосновать необходимость и целесообразность механизации и автоматизации загрузки и выгрузки заготовок, учитывая все ее преимущества и отрицательные стороны.
Определениепроизводительности электроконтактной установки
Производительность электроконтактной установки задается или устанавливается исходя из местных специфических условий каждого отдельного предприятия.
Она указывается в соответствующем технологическом задании. При разработке проекта остается определить скорость нагрева с учетом времени, необходимого для разгрузочно-загрузочных, транспортных и других операций.
Если расчетное время не отличается от полученного графическим путем, то заданную производительность можно считать приемлемой, в противном случае необходимо выяснить обоснованность заданной производительности и принять меры к устранению осложнений, которые могут возникнуть при нагреве.
Но если время нагрева или производительность должны быть определены при проектировании, то первое находят по указанному графику с учетом типоразмера заготовки; затем, прибавив к этой величине дополнительное время, затрачиваемое на другие операции и равное 15—25% от, времени нагрева (зависит от величины последнего), по формуле (25) определяют производительность электроконтактной установки:
П = (3,6 К.' G2 )/τ т/ч, (25)
где G2 — масса нагреваемой части заготовки в кг;
К.' — коэффициент, учитывающий дополнительное время, за трачиваемое на другие операции, связанные с нагревом;
τ — время нагрева в сек.
Темп выдачи нагретых заготовок или время одного Цикла работы установки определяется по формуле:
![]() (26)
(26)
Выбор технологического варианта и типа электроконтактной установки
Выбор технологического варианта электроконтактного нагрева и соответственно выбор конструктивного типа нагревательной установки является одним из основных вопросов, который должен быть решен, как правило, перед проектированием конкретной установки определенной технологически-конструктивной группы.
В большинстве случаев технологический принцип или вариант нагрева определяет тип нагревательной установки, конструкцию и предопределяет принадлежность ее к соответствующей технологически-конструктивной группе. Но разнообразие конструктивных типов электроконтактных
установок данной группы
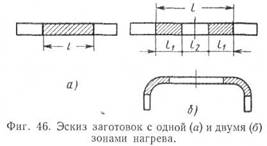
Рисунок 5.1 - График
приводит к необходимости выбирать установки с оптимальными данными, обеспечивающими наилучшие технико-экономические показатели: к. п. д., коэффициент мощности, стоимость нагрева, производительность и др.
Бывает, что, несмотря на меньшую массу металла, подлежащего нагреву, двухзональная установка оказывается менее рентабельной и эффективной, чем однозональная, на которой будет нагреваться заготовка по всей длине, включая и участок между зонами.
Вопрос о выборе конструкций установки должен быть решен в каждом отдельном случае применительно к конкретным условиям.
Покажем это на конкретном примере. Предположим, что по технологическим соображениям требуется нагреть заготовку в двух местах для гибки (рисунок 5.1). Участок заготовки /2 = 200 мм между нагреваемыми зонами можно не нагревать, так как это не требуется по условиям гибки.
Если остановить выбор на однозональной установке, т. е. нагревать заготовку по всей длине, включая и участок между зонами, то отношение длины к площади сечения /2/s2 будет равно 2,4, а при двухзональном варианте установки — 1,6.
По графикам на рисунке 5.2 и 5.3 находим к. п. д. и коэффициент мощности для указанных значений /2/s2 применительно к однозональнои и двухзональной установкам. Для первой ή = 0,67 и cos f1 = 0,65, а для второй ή= 0,46 и cos f 2 = 0,64.
Если принять полезную энергию для нагрева двух зон заготовки на двухзональной установке W2, то расход энергии из сети будет:
 (27)
(27)
Для однозональной установки потребный минимум энергии возрастет в 1,5 раза по сравнению с двухзональной установкой, поэтому энергия, потребляемая из сети однозональнои установкой, будет равна:
Wс1=1,5 W2 /(ή1cos f 2) (28)
Расход активной и реактивной энергии, потребляемой из сети этими установками, практически одинаковый, несмотря на то, что на однозональнои установке нагревается большая масса металла; поэтому, учитывая сложность конструкции двухзональной установки и неудобство ее эксплуатации, целесообразно в подобных случаях применять однозональную установку.
Подобные примеры еще чаще встречаются при проектировании установок других технологически-конструктивных групп многозонального нагрева.
При проектировании установок сталкиваются с двумя основными вопросами: выбором технологического варианта нагрева и выбором конструктивного типа нагревательной установки данной технологически-конструктивной группы.
Определение коэффициента полезного действия
Для определения к. п. д. наиболее целесообразно расчеты производить в следующей последовательности:
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...
... для расчета основных массообменных характеристик, но эти проведены испытания ее в лабораторных и опытных условиях [27]. Из всего вышеперечисленного можно сделать вывод, что в процессе производства формовых резинотехнических изделий на ООО “Автокомплект и К” происходит загрязнение почв и осуществляются выбросы вредных веществ в атмосферу. Как уже отмечалось, отходы резины перерабатываются в ...
... и их расположение в главной линии, диаметр и длина бочки валков, скорость прокатки (м/с). 2 Технология машиностроения (технологические процессы сборки изделий машиностроения) Сборочный чертеж является основным исходным документом, по которому разрабатывается последующий технологический процесс сборки металлоизделия. Сборочный чертеж должен содержать: необходимые проекции, разрезы и сечения; ...
0 комментариев