Характеристика нагревательных установок
Наибольшую температуру имеет зона шириной 20—25 мм, отстоящая от торца заготовки на расстоянии 4—6 мм
Явление скинн-эффекта при использовании тока промышленной частоты сравнительно слабо выражено
Для подвода тока, а следовательно, и для отвода тепла используется четыре контакта
Расчетные электротехнические данные в большинстве случаев являются "сугубо приближенными, поэтому требуют после дующего уточнения
Определить отношение длины к площади поперечного сечения нагреваемой детали
Степень возрастания сопротивления с температурой у заготовок диаметром 12 и 35 мм также подтверждает влияние скинн-эффекта
Основные технико-экономические показатели электроконтактного способа нагрева
Стоимость нагрева 1 т металла индукционным способом наибольшая для заготовок малого диаметра, наименьшая для заготовок среднего диаметра (40—75 мм)
Навигация
Стоимость нагрева 1 т металла индукционным способом наибольшая для заготовок малого диаметра, наименьшая для заготовок среднего диаметра (40—75 мм)
Технология электроконтактного нагрева заготовок
115787
знаков
19
таблиц
35
изображений
3. Стоимость нагрева 1 т металла индукционным способом наибольшая для заготовок малого диаметра, наименьшая для заготовок среднего диаметра (40—75 мм).
4. К. п. д. этих способов нагрева, а следовательно, и стоимость нагрева 1 т металла зависят от геометрических параметров нагреваемых заготовок.
Для получения наибольшего значения к. п. д. и большей производительности нагревательного устройства при индукционном способе необходимо иметь оптимальную частоту тока, при этом следует соблюдать условие l2/ δ2 > 5/6, а при электроконтактном способе — условие l2/s2 > 1 при прочих равных условиях.
5. При индукционном способе нагрева существенное значение имеет эксплуатационный к. п. д. индукционного устройства, включая генератор, питающий нагревательный индуктор или несколько индукторов; работа их вхолостую или с неполной нагрузкой значительно снижает к. п. д.
При электроконтактном способе нагрева понятие эксплуатационного к. п. д. теряет свой обычный смысл, так как электроконтактные установки не работают вхолостую, при выключении нагрева трансформатор отключается от сети и энергия из сети не потребляется.
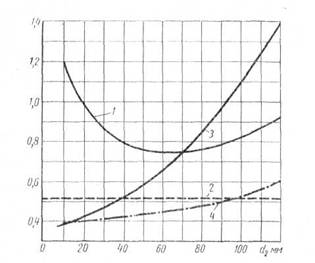
Рисунок 6.6 - Зависимость стоимости нагрева 1 т металла различными способами от диаметра заготовок:
1 — для индукционного способа нагрева; 2 — l2/ d22 = 1; 3 — l2 = 100 мм; 4 — l2 = 1000 мм для электроконтактного нагрева
Приведенные технико-экономические показатели позволяют сделать вывод о том, что электроконтактный способ является технически наиболее совершенным, экономически более эффективным и рентабельным; конструкция нагревательных установок наиболее проста и удобна в эксплуатации по сравнению с индукционными и печными установками.
Однако это ни в какой степени не снижает ценности индукционного способа при применении его в тех областях, в которых индукционный принцип передачи энергии в нагреваемую массу металла является единственно целесообразным — при нагреве коротких мерных заготовок диаметром более 50 мм под объемную штамповку, при нагреве для поверхностной закалки, сквозном нагреве заготовок с большим поперечным сечением (более 100 мм) и для других технологических операций.
Весьма существенное значение имело бы сопоставление технико-экономических показателей электрических способов нагрева с печным, но сделать это в общем виде, подобно произведенному выше, для рассмотренных способов крайне затруднительно, поэтому практически производится сопоставление для каждого конкретного случая отдельно.
Заключение
Приведенные технико-экономические показатели позволяют сделать вывод о том, что электроконтактный способ является технически наиболее совершенным, экономически более эффективным и рентабельным; конструкция нагревательных установок наиболее проста и удобна в эксплуатации по сравнению с индукционными и печными установками.
Современное развитие машиностроения связано все с большим применением труднообрабатываемых материалов, деталей сложной конфигурации, большая часть из которых имеет низкую производительность при механической обработке. Одним из перспективных направлений новых технологий, позволяющих значительно увеличить производительность обработки, а также стойкость инструментов является электроконтактная обработка, сущностью которой является создание искусственного источника тепла в зоне обработки от ввода технологического тока, что, в свою очередь, ведет к увеличению производительности обработки в несколько раз. Следует также иметь в виду, что электроконтактная обработка не только позволяет получать поверхности высокой точности и низкой шероховатости, но и при необходимости упрочнять поверхностный слой детали. Для получения же аналогичного качества поверхности при лезвийной обработке требовалась дополнительная термическая обработка поверхностей.
Одним из наиболее эффективных способов термической интенсификации рассматриваемого процесса является нагрев деформируемого профиля, позволяющий повысить пластические свойства материала заготовки. На Комсомольском-на-Амуре авиационном производственном объединении освоен процесс гибки профилей с растяжением на станке ПГР-7 с применением электроконтактного нагрева заготовки, позволяющий существенно повысить точность изготовления деталей из высокопрочных материалов.
Установка работает так: заготовку устанавливают в изолированные от корпуса зажимные патроны, к которым с помощью специальных шин от силовых трансформаторов типа ТКП 150/2 подводится электрический ток, после чего производится электроконтактный нагрев профиля до необходимой температуры. Затем заготовка подвергается предварительному растяжению и обтяжке по пуансону до заданных размеров. После окончания изгиба выключают нагрев и прикладывают к концам заготовки калибрующее усилие. При этом профиль находится на оправке до полного остывания. Благодаря тому, что профиль изолирован от корпуса с одной стороны асбестовой тканью, а с другой - асбоцементной прокладкой, которые обладают низкой теплопроводностью, удается осуществить обтяжку в нагретом состоянии, что практически полностью устраняет пружинение и повышает точность. Корректировка оснастки и промежуточный отжиг в печах при этом не требуется.
Таким образом, разработанный и внедренный в производство технологический процесс и оснастка для его реализации позволяют повысить точность изготовления гнутых из профилей деталей без корректировки формообразующей оснастки и повысить производительность за счет исключения ручных доводочных операций, что особенно важно для высокопрочных материалов.
Список использованной литературы
1. Романов Д.И. Электроконтактный нагрев металлов 2-е изд., перераб. и доп. - М. Машиностроение, 1981г. – 166 с.
2. Алиферов А.И., Лупи С. Электроконтактный нагрев. – Новосибирск: Изд-во НГТУ, 2004г. – 224 с.
3. Хасин Г.А., Дианов А.И., Попов Т.П. - М.: Металлургия, 1984г. - 284с.
4. Болотов А.В., Шепель Г.Л., Электро- технологические установки.- М. Машиностроение, 1980г. – 160 с.
5. Мостовяк И.В. Цепи уравновешивания режимов трёхфазных систем с установками электроконтактного нагрева. - Киев. ИЭД, 1988г. - 266с.
6. Болотин И.Б., Эйдель Л.З. Измерения в переходных режимах короткого замыкания. - Л.: Энергия, 1981г. -192с.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...
... для расчета основных массообменных характеристик, но эти проведены испытания ее в лабораторных и опытных условиях [27]. Из всего вышеперечисленного можно сделать вывод, что в процессе производства формовых резинотехнических изделий на ООО “Автокомплект и К” происходит загрязнение почв и осуществляются выбросы вредных веществ в атмосферу. Как уже отмечалось, отходы резины перерабатываются в ...
... и их расположение в главной линии, диаметр и длина бочки валков, скорость прокатки (м/с). 2 Технология машиностроения (технологические процессы сборки изделий машиностроения) Сборочный чертеж является основным исходным документом, по которому разрабатывается последующий технологический процесс сборки металлоизделия. Сборочный чертеж должен содержать: необходимые проекции, разрезы и сечения; ...
0 комментариев