Характеристика нагревательных установок
Наибольшую температуру имеет зона шириной 20—25 мм, отстоящая от торца заготовки на расстоянии 4—6 мм
Явление скинн-эффекта при использовании тока промышленной частоты сравнительно слабо выражено
Для подвода тока, а следовательно, и для отвода тепла используется четыре контакта
Расчетные электротехнические данные в большинстве случаев являются "сугубо приближенными, поэтому требуют после дующего уточнения
Определить отношение длины к площади поперечного сечения нагреваемой детали
Степень возрастания сопротивления с температурой у заготовок диаметром 12 и 35 мм также подтверждает влияние скинн-эффекта
Основные технико-экономические показатели электроконтактного способа нагрева
Стоимость нагрева 1 т металла индукционным способом наибольшая для заготовок малого диаметра, наименьшая для заготовок среднего диаметра (40—75 мм)
Навигация
Для подвода тока, а следовательно, и для отвода тепла используется четыре контакта
Технология электроконтактного нагрева заготовок
115787
знаков
19
таблиц
35
изображений
3. Для подвода тока, а следовательно, и для отвода тепла используется четыре контакта.
4. Потери конвекции определяются по формуле (12).
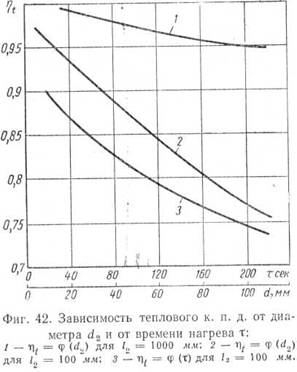
Рисунок 4.3 - График
Если скорость нагрева определяется из формулы (5), то тепловой к. п. д. можно выразить либо через параметры детали, либо через длину детали и время нагрева:
 (23)
(23)
На рисунке 4.2 и 4.3 приведены кривые зависимости теплового к. п. д.
ήt от отношения /2/s2, диаметра d2 и времени нагрева τ для двух значений длин нагреваемых зон детали (/2 =100 и 1000 мм).
Большее значение теплового к. п. д. для заготовок большой длины объясняется относительно меньшими потерями теплопроводности через токоподводящие контакты, приходящимися на единицу длины детали; при этом энергия, вводимая в деталь, пропорциональна ее длине. Поэтому хотя потери конвекции и излучения и пропорциональны длине детали, они в данном случае не сказываются на величине к. п. д.
Общий к. п. д. В связи с тем, что все три коэффициента формулы (21) определены, общий к. п. д. электроконтактного устройства может быть выражен кривой 4 (на рисунке 4.2) в зависимости от отношения длины заготовки к сечению при среднем значении к. п. д. силового трансформатора ήтр = 0,94.
Для сопоставления расчетно-теоретической кривой общего к. п. д. с экспериментальной на той же фигуре приведена кривая 5, выражающая значения общего к. п. д. одной из однопозиционных электроконтактных установок.
Из рассмотрения кривых видно, что действительный к. п. д. нагревательной установки в функции отношения l 2/s2 в основном соответствует расчетно-теоретическому, отличаясь от него только при малых значениях l 2/s2 (от 2,2 до 1,2).
При теоретических расчетах электротехнических характеристик нагревательных установок целесообразнее пользоваться расчетно-теоретической кривой 4 общего к. п. д., а не экспериментальной 5, справедливой для определенной конкретной установки. Экспериментальные данные можно было бы обобщить для любого случая электроконтактного нагрева, если бы они отвечали условию изменения напряжения на заготовке в соответствии с потребной мощностью, вычисляемой по теоретической формуле.
Но так как в действительности такое изменение напряжения осуществить очень трудно, то и получить обобщенную зависимость общего к. п. д. от отношения l2/s2 почти невозможно, поэтому наиболее приемлемой является расчетно-теоретическая зависимость.
Коэффициент мощности
Для всякой электронагревательной установки коэффициент мощности, (после коэффициента полезного действия) является наиболее важным технико-экономическим показателем.
В связи с тем, что электроконтактные установки в большинстве своем имеют большую мощность и преимущественно активную нагрузку при сравнительно высоком коэффициенте мощности, применение компенсирующих конденсаторов для увеличения коэффициента мощности, как правило, нерационально. Тем не менее повышение его весьма желательно, поэтому при разработке электроконтактных установок необходимо использовать все имеющиеся в распоряжении проектанта и конструктора средства, чтобы получить оптимальный для данных конкретных условий коэффициент мощности.
Коэффициент мощности электроконтактных установок зависит от типа и конструкции обмоток трансформатора, их взаимного размещения, от конструкции магнитопровода, а также от индуктивного и активного сопротивления вторичной цепи установки и геометрических параметров нагреваемой детали.
Теоретически учесть перечисленные факторы чрезвычайно сложно и можно только очень приближенно. Поэтому целесообразнее коэффициент мощности выразить с помощью экспериментальных и эксплуатационных данных. Изменение коэффициента мощности в процессе Рисунок 4.4 – График нагрева аналогично изменению сопротивления детали, напряжения на ней и т. Д.
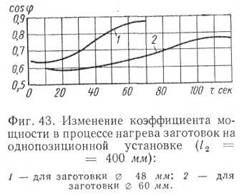
На рисунке 4.4 приведены кривые изменения коэффициента мощности первичной цепи однопозиционной нагревательной установки в процессе нагрева деталей различных типоразмеров.
Из рассмотрения кривых на рисунке 4.4 можно сделать следующие выводы:
1. Коэффициент мощности медленно возрастает с повышением температуры нагрева детали.
2. Коэффициент мощности изменяется тем быстрее, чем меньше диаметр нагреваемой детали. Это объясняется тем, что у заготовок малого диаметра относительное влияние активного сопротивления значительно больше, чем у заготовок большего диаметра.
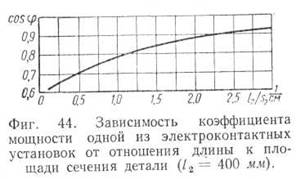
Рисунок 4.5 – График
На рисунке 4.5 приведена зависимость коэффициента мощности от отношения длины к площади сечения детали; коэффициент мощности тем больше, чем больше указанное отношение.
В данном случае речь идет о коэффициенте мощности всей установки, включая и силовой трансформатор, определяемом по формуле:
![]() . (24)
. (24)
где rт — активное сопротивление силовой цепи установки, приведенное к сопротивлению первичной обмотки силового трансформатора, включая нагрузку;
rm — приведенный импеданс указанной цепи.
Поскольку электрическая цепь установки состоит из трех составных частей: силового трансформатора, вторичной цепи и нагреваемой детали (нагрузки), то и косинусы соответственно этому будут определены по формуле (24) для каждой составной части. В формулу должны быть подставлены значения сопротивлений соответствующей цепи или элемента.
Если электрические сопротивления, входящие в формулу для определения коэффициента мощности, выразить через параметры, определяющие указанные сопротивления, то можно убедиться, что последний находится в наибольшей зависимости от геометри-ческих размеров нагреваемой зоны детали, от числа витков первичной обмотки и индукции в сердечнике магнитопровода трансформатора.

Рисунок 4.6 – График
На рисунке 4.6 дана зависимость коэффициента мощности и характеристик холостого хода трансформатора (250 ква) от числа витков первичной обмотки при нагреве заготовок одинакового типоразмера.
Эксперименты производились при 36, 33, 30, 27 и 24 витках в первичной обмотке и при напряжении на ней, равном 185—210 в.
Изменение коэффициента мощности обусловливалось использованием различного числа витков, а значит, и различной индукцией в железе трансформатора; изменение последней примерно на 40% вызывает уменьшение коэффициента мощности на 5—7%. Такое снижение коэффициента мощности следует признать значительным и избегать его; правда на практике это не всегда удается, но об этом надо помнить, особенно при использовании мощных трансформаторов.
4. Особенности расчета и проектирования
Следует иметь в виду, что, говоря о приведенных ниже специфических особенностях, с которыми приходится сталкиваться при расчете и проектировании электроконтактных установок, нельзя их все рассмотреть в данной книге из-за многообразия технологических разновидностей и конструктивных типов нагревательных устройств. Поэтому целесообразно остановиться только на основных и наиболее важных общих особенностях, справедливых для всех установок независимо от их технологического назначения и конструкции.
При проектировании и расчете электроконтактных установок необходимо учитывать следующее:
1. Зависимость технологических и электротехнических характеристик режима нагрева от температуры нагреваемой детали или заготовки, т. е. непостоянство характеристик во времени (в процессе нагрева).
2. Неравномерное распределение температуры по длине и при больших диаметрах (более 50 мм) по сечению нагреваемой заготовки и во времени.
3. Зависимость тепловых явлений, происходящих под кон тактами, от контактного давления и состояния поверхности нагреваемой детали, а в связи с этим использование тока и мощности нагревательной установки большой величины.
Учесть эту технологическую особенность можно только на основе опытных данных эксплуатации электроконтактных установок.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...
... для расчета основных массообменных характеристик, но эти проведены испытания ее в лабораторных и опытных условиях [27]. Из всего вышеперечисленного можно сделать вывод, что в процессе производства формовых резинотехнических изделий на ООО “Автокомплект и К” происходит загрязнение почв и осуществляются выбросы вредных веществ в атмосферу. Как уже отмечалось, отходы резины перерабатываются в ...
... и их расположение в главной линии, диаметр и длина бочки валков, скорость прокатки (м/с). 2 Технология машиностроения (технологические процессы сборки изделий машиностроения) Сборочный чертеж является основным исходным документом, по которому разрабатывается последующий технологический процесс сборки металлоизделия. Сборочный чертеж должен содержать: необходимые проекции, разрезы и сечения; ...
0 комментариев