Навигация
1.3 Сварка деталей и узлов
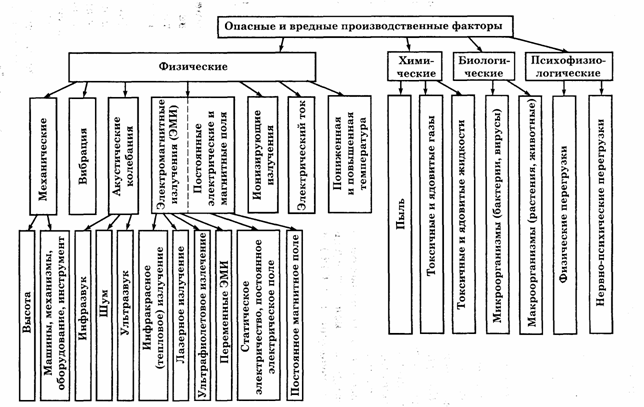
Сварка - неразъемное соединение деталей и элементов аппаратуры при местном (общем) нагреве, пластической деформации в результате установления межатомных связей в месте их соединения.
Наиболее распространена дуговая, контактная, конденсаторная сварка, а также сварка электронным и лазерным лучом.
Дуговая сварка осуществляется электрической дугой, температура которой достигает 6000° С, при напряжениях переменного тока от 80 до 140 В, а в случае применения осциллятора - до 3000 В. Поэтому для обеспечения безопасной работы при сварке необходимо выполнять требования безопасности. Устройства для ручной дуговой сварки на переменном токе должны иметь ограничители напряжения холостого хода, снижающие его на выходных зажимах сварочной цепи до 12 В. Ограничитель напряжения холостого хода снабжается световой сигнализацией о наличии опасного напряжения. Осциллятор должен иметь блокировку, исключающую его включение при снятом защитном кожухе.
При сварочных работах воздушная среда производственных помещений загрязняется сварочным аэрозолем: окислами марганца, азота, озона, окисью углерода, что может привести к профессиональным заболеваниям.
Основными профессиональными заболеваниями сварщиков являются пневмокониоз; интоксикации марганцем, характеризующиеся заболеванием центральной нервной системы, и электроофтальмия - поражение слизистых оболочек глаз ультрафиолетовой радиацией электросварочной дуги. Тепловое излучение дуги, приводящее к ожогам кожи лица и рук, вызывает катаракту хрусталика глаза; видимые лучи дуги действуют ослепляюще на сетчатку глаз.
Для создания нормальных условий труда при сварке руководствуются Санитарными правилами. Для улавливания сварочного аэрозоля рабочие места оборудуются местной вытяжной вентиляцией. Общеобменная механическая вентиляция обязательна, если расход сварочных материалов на 1 м3 здания более 0,2 г/ч.
Электросварщик должен быть обеспечен спецодеждой по нормам и светофильтрами по ГОСТ 9447-60. Так, для тока от 30 до 75 А принимают светофильтр типа Э1. Цвет стекла темный, марка его ТС-3.
Контактная сварка (точечная, роликовая и стыковая) осуществляется местным нагревом или расплавлением металлов при прохождении через небольшие площадки в месте контакта свариваемых деталей электротока большой силы (напряжение до 42 В).
Контактные сварочные машины обеспечиваются ограждениями, предохраняющими оператора от выплесков металла и искр и позволяющими наблюдать за сваркой.
Машины для рельефной сварки должны иметь устройства, обеспечивающие безопасную работу оператора (двухкнопочное включение, фотоэлементы и др.).
При использовании конденсаторной сварки для обеспечения безопасности работы установки должны иметь разрядные устройства.
Электронно-лучевая сварка - это сварка расплавлением материалов за счет тепла, создаваемого электронной пушкой, работающей на постоянном токе при ускоряющих напряжениях до 70 кВ. Процесс сварки сопровождается электромагнитными излучениями (от рентгеновского до видимого). Сварка проводится в камере глубокого вакуума.
Основными опасностями являются: высокое напряжение, рентгеновское и световое излучения, вредные выделения при сварке.
![]() Защита от источников рентгеновского излучения должна производиться согласно требованиям безопасности при работах с источниками рентгеновских излучений, например, при напряжении 30 кВ и токе 30 мА толщина стального корпуса сварочной камеры должна быть равной 4,7 мм три расстоянии от антикатода 0,3 м. Смотровые окна вакуумной камеры должны быть выполнены из стекла марки ТФ-5 толщиной 6,2 мм и дополнительно из стекла для защиты глаз от светового излучения.
Защита от источников рентгеновского излучения должна производиться согласно требованиям безопасности при работах с источниками рентгеновских излучений, например, при напряжении 30 кВ и токе 30 мА толщина стального корпуса сварочной камеры должна быть равной 4,7 мм три расстоянии от антикатода 0,3 м. Смотровые окна вакуумной камеры должны быть выполнены из стекла марки ТФ-5 толщиной 6,2 мм и дополнительно из стекла для защиты глаз от светового излучения.
При расчете защитных экранов следует исходить из того, чтобы мощность дозы рентгеновского излучения на расстоянии 5 см установки не превышала 0,288 мР/ч при 36-часовой рабочей неделе.
В целях электробезопасности все токоведущие устройства, находящиеся под напряжением, должны быть расположены внутри заземленного металлического корпуса; электронно-лучевая пушка должна иметь блокировку, отключающую электропитание при снятии заземленного колпака; в источнике питания должен быть разрядник.
Лазерная сварка выполняется с помощью оптических квантовых генераторов (ОКГ), которые позволяют получить высоконаправленные пучки с большой плотностью энергии.
Поэтому основная опасность при лазерной сварке - прямой или отраженный луч ОКГ, попадающий в глаз, что приводит к повреждению сетчатки и роговой оболочки глаза, а также кожи век.
Другими опасными и вредными факторами являются: высокое напряжение до 18 кВ зарядных устройств, питающих батарею конденсаторов; загрязнение воздушной среды при разрядке импульсных ламп накачки азоном, окислами азота и окисью углерода при сварке материалов.
Меры защиты предусмотрены Санитарными нормами и Правилами устройства и эксплуатации лазеров (СНиПУЭЛ). При работе лазерных установок применяются коллективные (организационные и технические) и индивидуальные средства защиты. Правильная организация работ исключает попадание людей в лазерно-опасную зону. Предусматривается постоянный контроль работ и состояния здоровья персонала. В случае облучения глаз или кожи лазерными излучениями выше предельно допустимых уровней, установленных СНиПУЭЛ, надо немедленно обратиться к врачу и заполнить карту экстренного извещения.
Лазерно-опасная зона определяется расчетными и экспериментальными методами, она четко обозначается и ограждается стойкими непрозрачными экранами.
Излучающие головки с импульсными лампами накачки должны иметь блокировку, исключающую возможность их вспышки при открытом осветителе. Лампы накачки заключаются в светонепроницаемые кожухи, а конденсаторы обеспечиваются разрядными устройствами.
Рабочие помещения сварки оборудуются приточно-вытяжной вентиляцией, обеспечивающей предельно допустимые концентрации вредных веществ.
Похожие работы

... : трудового и коллективного; —правила внутреннего трудового распорядка организации, ответственность за нарушение этих правил; —организацию работы по управлению охраной труда; —контроль и надзор за соблюдением требований охраны труда в организации; —основные опасные и вредные производственные факторы, характерные для данного производства; —СИЗ, порядок и нормы выдачи их и сроки носки; — ...
... лица подразделения воинской части, органа управления внутренних войск Министерства внутренних дел Российской Федерации - об административных правонарушениях, предусмотренных частью 1 статьи 19.3, частью 3 статьи 20.2, статьями 20.5, 20.13, 20.17 - 20.19 настоящего Кодекса; 79) должностные лица, осуществляющие контртеррористическую операцию, - об административных правонарушениях, ...
... монтажника укладывают коврик из губчатой резины, а для хранения легко воспламеняющих жидкостей используют металлический ящик. 7 Экономическая часть 7.1 Расчет себестоимости на устройство управления вентиляторами компьютера через порт LPT Себестоимость - изделия, детали представляет собой сумму затрат в денежном выражении на производство и реализацию, приходящихся на единицу продукции. В ...

... приведен полный перечень и расчетные формулы используемых для оценки ТК РЭА количественных показателей. 3.2 Разработка информационного обеспечения системы показателей эффективной организации управленческого труда в организации и технологичности конструкции изделий и их составных частей Стандартами ЕСТПП введена система количественных оценок технологичности конструкций, охватывающая всю ...
0 комментариев