Навигация
Изготовление деталей из керамики
76036
знаков
0
таблиц
1
изображение
2.3 Изготовление деталей из керамики
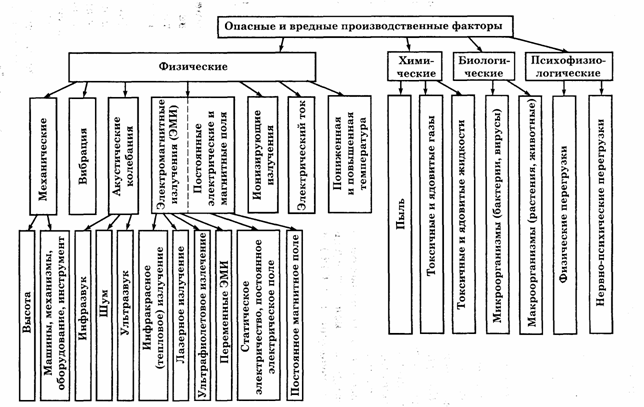
При изготовлении радиоэлектронных приборов широко применяются детали из керамики, для изготовления которых используются порошкообразные материалы из окиси алюминия, углекислого бария, соединений хрома и марганца, окиси бериллия, шамота и др.
В процессе изготовления керамики проводятся измельчение керамических материалов и приготовление масс, литейные работы, обжиг изделий, токарная обработка и шлифование, металлопокрытие и др.
Все перечисленные технологические операции сопровождаются большим выделением пыли, которая неблагоприятно воздействует на организм работающих.
Кварцсодержащая пыль может вызвать заболевание - силикоз. Пыль и пары марганца проникают в организм через дыхательные пути. При длительном воздействии марганца могут возникнуть тяжелые изменения центральной нервной системы; расстройство речи, замедление движений, затрудненная походка, понижение памяти, апатия и др.
Окись хрома может вызвать язвенные и атрофические процессы на слизистой оболочке носа. При попадании хрома на кожу могут образоваться глубокие и медленно заживающие язвы.
Окись бериллия, применяемая для получения вакуумной керамики, обладает чрезвычайно токсичными свойствами. Попадание окиси бериллия в легкие может вызвать тяжелое заболевание - бериллиоз. Попадание мелких частиц бериллия в ссадины, ранки кожного покрова может привести к развитию длительно не заживающих язвочек.
При токарной обработке и шлифовке керамики воздушная среда загрязняется аэрозолями керамической пыли и эмульсии.
Загрузка исходных материалов в дробильно-размольное оборудование и выгрузка их должны быть механизированы и герметизированы и производиться при включенной вентиляции.
Подготовка компонентов для приготовления керамических масс, перемещение материалов от одного агрегата к другому и загрузка их должны быть механизированы. Ручной труд можно допускать только при очистке и сортировке глины, талька и спека.
Размол хромисто-марганцевых и других порошков в шаровых, валковых и других мельницах необходимо производить мокрым способом и при полной герметизации. Увлажнение должно производиться под вытяжкой.
Просев молотых материалов и порошков должен производиться механизированным способом на виброситах или в ситах закрытого типа. Сита независимо от конструкции должны быть заключены в герметичные кожухи и присоединены к системе вытяжной вентиляции. При небольших объемах работ допускается ручное просеивание в вытяжном шкафу, скорость движения воздуха .в котором должна быть не менее 1,5 м/с.
Взвешивание порошковых материалов необходимо проводить в вытяжном шкафу с нижним отсосом со скоростью движения .воздуха в рабочем проеме 0,7-1,0 м/с.
Прессовку керамических изделий из порошка производят на прессах, работа на которых должна производиться с соблюдением мер безопасности.
В производстве керамики литейным способом необходимо приготовление литейных шликеров.
Разгрузка горячего шликера должна производиться, как правило, механическим способом, допускается вручную в опытном производстве. При разгрузке вручную операции выполняются не менее чем двумя рабочими в спецодежде и защитных очках. Переноску горячего шликера необходимо осуществлять в закрытой таре с ручкой.
Заливка шликера в литьевую машину и перемешивание должны быть механизированы. В случае же ручной заливки работающие должны надевать двойные хлопчатобумажные перчатки, рукава халата застегивать и пользоваться воронкой во избежание расплескивания шликера.
Для предотвращения выплескивания горячего шликера из литьевой машины работающие должны строго соблюдать технологический процесс, на машине должен быть установлен щиток (ограждение из прозрачного оргстекла).
Предварительный и окончательный обжиг керамических деталей, а также обжиг капсюлей производится в газовых и электрических печах.
Помещение печного участка должно быть оборудовано приточно-вытяжной вентиляцией, обеспечивающей не менее трехкратного обмена воздуха в час. Печи должны быть оборудованы местными отсосами в местах загрузки и выгрузки. Скорость движения воздуха в рабочем проеме отсоса должна быть не менее 1 м/с.
Конструкция печей должна удовлетворять требованиям максимальной автоматизации и механизации технологического процесса (подъем дверок и крышек окон, загрузка, выгрузка и перемещение изделий в печах и т. п.).
Срезка литников с керамических деталей на токарных станках должна производиться с соблюдением правил при холодной обработке металлов. При обточке больших изделий применяются люнеты.
При опиловке и полировке изделий на станке должны применяться приспособления, обеспечивающие безопасное выполнение обеих операций (щитки, экраны и др.). Полировочные, токарные и другие станки должны быть оборудованы пылеотсосами.
В процессе зачистки, обдува и шлифовки может выделяться много пыли и других аэрозолей, неблагоприятно воздействующих на организм работающих.
Участок зачистки и обдувки деталей после обжига должен находиться в отдельном помещении и быть оборудован приточно-вытяжной вентиляцией. Зачистка керамических деталей от засыпочного материала должна производиться в боксах, оборудованных местной вытяжной вентиляцией, с применением щеток, хлопчатобумажной ткани и др.
Обдувка деталей от засыпочного материала должна производиться в боксах с минимальными проемами для рук и внесения деталей, оборудованных местной вытяжной вентиляцией.
Шлифовка керамических изделий должна производиться мокрым способом. Если по технологии необходима сухая шлифовка, то станки должны оборудоваться местной вытяжной вентиляцией.
Работающие на станках с абразивным инструментом должны хорошо знать меры безопасности при работе на данных станках.
При работе на токарном станке со шлифовальной бормашиной особое внимание следует обращать на крепление абразива и состояние ограждения бормашины.
Во избежание поражения электрическим током электротермическую резку необходимо производить в диэлектрических перчатках, стоя на резиновом коврике (напряжение не должно превышать 42 В).
Процесс металлизации керамики заключается в обезжиривании, травлении, горячей промывке и гальваническом покрытии. Все рабочие места должны быть оборудованы местной вытяжной вентиляцией в соответствии с требованиями СНиП II-33-75.
В процессе приготовления суспензий для металлизации керамики и нанесения на керамику неблагоприятное воздействие на организм оказывают пары органических растворителей (амилацетат, ацетон и др.), которые не только токсичны, но и пожаро- и взрывоопасны.
Большую опасность представляет работа с цианистыми электролитами, применяемыми при дополнительном наращивании серебра или меди электролитическим путем. Учитывая все вредные и опасные факторы, участки для изготовления керамики следует выделить в отдельные помещения, оборудовать общей приточно-вытяжной вентиляцией, местными отсосами обеспечивающими чистоту воздуха с содержанием пыли и паров вредных веществ в концентрациях, не превышающих предельно допустимые нормы.
Особое внимание следует уделять мерам безопасности при изготовлении бериллиевой керамики. Все оборудование, производственные помещения и технологические процессы должны отвечать требованиям санитарных правил при работе с бериллием и его соединениями. Станочное оборудование, предназначенное для механической обработки бериллиевой керамике должно быть полностью изолировано от других участков и оборудовано местными вытяжными устройствами со специальными насадками обеспечивающими полное удаление образующейся пыли.
Металлизацию необходимо проводить в боксах со скоростью движения воздуха в рабочем проеме не менее 1 м/с.
При вжигании в бериллиевую керамику металлизированного слоя в атмосфере водорода необходимо строго соблюдать технологический режим - не допускать переувлажнения водорода и повышения температуры в печи, так как это может привести к образованию газообразных соединений бериллия. Перед выгрузкой деталей необходимо производить продувку печи азотом не менее 30 мин для удаления аэрозолей окиси бериллия. Все оборудование, на котором производится обработка бериллиевой керамики, должно быть оборудовано фильтрами, которые очищают воздух, поступающий в производственное помещение выбрасываемый в атмосферу.
Похожие работы

... : трудового и коллективного; —правила внутреннего трудового распорядка организации, ответственность за нарушение этих правил; —организацию работы по управлению охраной труда; —контроль и надзор за соблюдением требований охраны труда в организации; —основные опасные и вредные производственные факторы, характерные для данного производства; —СИЗ, порядок и нормы выдачи их и сроки носки; — ...
... лица подразделения воинской части, органа управления внутренних войск Министерства внутренних дел Российской Федерации - об административных правонарушениях, предусмотренных частью 1 статьи 19.3, частью 3 статьи 20.2, статьями 20.5, 20.13, 20.17 - 20.19 настоящего Кодекса; 79) должностные лица, осуществляющие контртеррористическую операцию, - об административных правонарушениях, ...
... монтажника укладывают коврик из губчатой резины, а для хранения легко воспламеняющих жидкостей используют металлический ящик. 7 Экономическая часть 7.1 Расчет себестоимости на устройство управления вентиляторами компьютера через порт LPT Себестоимость - изделия, детали представляет собой сумму затрат в денежном выражении на производство и реализацию, приходящихся на единицу продукции. В ...

... приведен полный перечень и расчетные формулы используемых для оценки ТК РЭА количественных показателей. 3.2 Разработка информационного обеспечения системы показателей эффективной организации управленческого труда в организации и технологичности конструкции изделий и их составных частей Стандартами ЕСТПП введена система количественных оценок технологичности конструкций, охватывающая всю ...
0 комментариев