Склад ТЗ
Опис електричної принципіальної схеми пристрою
Вимоги до електричних параметрів функціональних вузлів
Розробка топології і конструкторсько-технологічні розрахунки плати
Розробка конструкції деталей і вибір конструкційних матеріалів
Розрахунки, підтверджуючі робото здатність пристрою
Розрахунок віброміцності та удароміцності друкованої плати
Розрахунок надійності за раптовими відмовами
Технологічна підготовка виробництва пристрою
Аналіз зборки пристрою
Обґрунтування технологічної схеми збірки
Економічні розрахунки і організація виробництва
Визначення собівартості нового виробу
Визначення ціни на нову продукцію
Визначення рівня беззбитковості виробництва продукції й прибутку від її реалізації
Охорона праці
Визначення концентрації аерозолю свинцю
Заходи щодо поліпшення умов праці на робочому місці
Навигация
Аналіз зборки пристрою
Акустичний мікшерний пульт
107659
знаков
32
таблицы
13
изображений
5.2 Аналіз зборки пристрою
Операції складання виробу являються більшою частиною всього процесу виготовлення РЕА. У відношенні до складання, в поняття технологічності найчастіше входять: проста “складність” усіх деталей та вузлів без пригонок і доробок, без селективної підготовки, забезпечена економічно прийнятними допусками в розмірних, кінематичних і електричних колах і компенсатори в них, можливість паралельного складання при максимальному використанні фронту робіт для отримання більш коротких машинних циклів, можливість найбільшого диференціювання процесу складання та забезпечення нормальної послідовності (без додаткового розбирання і повторного складання).
Для оцінки технологічності об¢єктів складання скористаємось системою часткових показників технологічності РЕА[5].
На основі креслень і специфікацій, складених при розробці приладу складемо таблицю (таб.5.3.) в яку занесемо всі необхідні вихідні дані необхідні для подальшого розрахунку технологічності процесу складання.
Таблиця 5.3 - Вхідні данні для розрахунку технологічності процесу складання
| № | Вхідні дані | Умовне позначення | Кількість |
| 1. | Загальна кількість деталей у виробі |
| 116 |
| 2. | Кількість основних схемних деталей |
| 102 |
| 3. | Кількість деталей кріплення, що йдуть на кріплення вузлове складання |
| 20 |
| 4. | Кількість виводів, що приєднуються вручну |
| 82 |
| 5. | Кількість деталей для кріплення, що йдуть на кріплення деталей вузлової збірки |
| 20 |
| 6. | Кількість виводів, що приєднуються вручну та механізованими засобами |
| 108 |
| 7. | Кількість операцій автоматизованого і механізованого виконання роз¢ємних з¢єднань |
| 12 |
| 8. | Кількість операцій автоматизованого отримання нероз¢ємних з¢єднань |
| 14 |
| 9. | Загальна кількість операцій отримання роз¢ємних і не роз¢ємних з¢єднань |
| 108 |
| 10. | Кількість деталей, що збираються без доробки |
| 10 |
| 11. | Кількість деталей не для кріплення, що йдуть на вузлове складання |
| 12 |
За вихідними даними, наведеними в таблиці, визначимо основні показники технологічності складання:
коефіцієнт економічності конструктивного оформлення
![]()
для характеристики розчленованості виробу(показує можливість максимального диференціювання процесу складання) використовують коефіцієнт розчленованості процесу складання:
![]()
для характеристики технологічності конструкції з точки зору пригоночних і доводочних операцій використовують коефіцієнт загальної якості процесу складання:
![]()
для оцінки технологічності конструкції з точки зору при застосовуваності автоматизованих та механізованих типових технологічних процесів отримання роз¢ємних і нероз¢ємних з¢єднань вводиться коефіцієнт технологічності складальних процесів:
![]()
технологічність складання електронного пристрою оцінюють також за допомогою коефіцієнта технологічності приєднання виводів ЕРЕ та функціональних вузлів:
![]()
Складемо таблицю(таб.5.4), в яку занесемо дані часткові показники та відповідні їм вагові коефіцієнти.
Таблиця 5.4 - Часткові показники
| Часткові показники, | Значення показників | Ваговий коефіцієнт, |
|
|
| 0,87 | 1 | 0,87 |
|
| 0,3 | 1 | 0,3 |
|
| 0,09 | 0,75 | 0,068 |
|
| 0,4 | 0,5 | 0,2 |
|
| 0,24 | 0,3 | 0,06 |
На підставі даних, отриманих у таблиці 5.4, проведемо розрахунок комплексного показника технологічності процесу складання:
Обчислимо комплексний базовий показник технологічності за наступною формулою:
![]() ,де
,де
КА - комплексний показник технологічності виробу аналога, КА =0,43;
КСК - коефіцієнт складності, КСК =1,02;
![]() - поправочні коефіцієнти у відповідності до рекомендацій, наведених у[5], приймаємо їх рівними одиниці.
- поправочні коефіцієнти у відповідності до рекомендацій, наведених у[5], приймаємо їх рівними одиниці.
![]()
Якщо відомо базовий коефіцієнт технологічності, то оцінка рівня технологічності складання розробленого виробу вираховується відношенням досягнутого показника K до КБ. Це відношення повинно задовольняти вимогу Y ³ 1:
![]()
Як видно, необхідна умова (![]() ) виконується, отже, подальшу доробку виробу не треба проводити.
) виконується, отже, подальшу доробку виробу не треба проводити.
Похожие работы
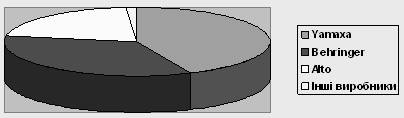
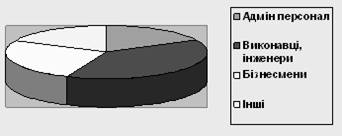


... і, менеджери столичних і регіональних фірм і магазинів - 30 відсотків., які і є цільовою аудиторією даної виставки (див. рис. 1.2) . Рис. 1.2. Цільова аудиторія професійної апаратури для звукорежисури (%) Далі в ході виставки за допомогою методу експертного опитування з'ясовувався інтегральний показник якості апаратури фірм - лідерів : Yamaxa, Behringer, Alto. Для того, щоб оцінити і ...
0 комментариев