Навигация
Расчёт припусков и межоперационных размеров
25866
знаков
8
таблиц
1
изображение
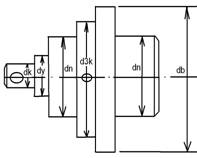
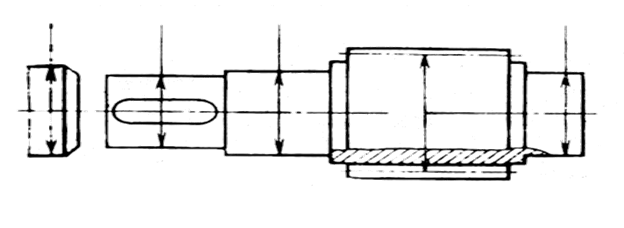
2.4 Расчёт припусков и межоперационных размеров
Расчёт выполняем для поверхности ø20 h6 (![]() ).
).
Исходные данные:
заготовка – штамповка;
материал – Сталь 45.
Последовательность обработки поверхности следующая:
– точение черновое h 12;
– точение чистовое h 9;
– шлифование предварительное h 7;
– шлифование окончательное h 6.
По таблицам 27; 28 определяем элементы минимального припуска по каждому переходу Rz, H, ρ, и записываем их в графы 2, 3,4, таблицы 2.9. Величина пространственных отклонений при обработке в центрах определяется по формуле (Табл. 31, стр. 68):
![]() =
=![]()
![]() -погрешность заготовки по смещению (табл. 34, стр. 73),
-погрешность заготовки по смещению (табл. 34, стр. 73), ![]() =0,4 мм;
=0,4 мм;
![]() - погрешность корабления (табл. 31, стр. 68).
- погрешность корабления (табл. 31, стр. 68). ![]() ;
;
l – расстояние от базовой поверхности до середины обрабатываемой поверхности. l=64 мм.
Δк – удельная кривизна заготовки (табл. 32, стр. 72.). Δк=2 мкм/мм;
![]() мкм=0,128 мм;
мкм=0,128 мм;
![]() - погрешность центрирования (табл. 31, стр. 69).
- погрешность центрирования (табл. 31, стр. 69).![]() =0,25 мм;
=0,25 мм;
[2.с. 69] Пространственные отклонения при черновом точении (формула 30, стр. 74):
![]() , (2.4.2)
, (2.4.2)
где Ку = 0,06 – после чернового точения;
Ку = 0,04 – после чистового точения;
Ку = 0,02 – после шлифования предварительного.
ρ1![]() -после точения чернового;
-после точения чернового;
ρ2![]() -после точения чистового;
-после точения чистового;
ρ3![]() -после шлифования.
-после шлифования.
Погрешность установки заготовки εу = 0, т. к. обработка ведётся в центрах.
Рассчитываем величину минимального припуска по формуле:
![]() (табл. 26, стр. 65)
(табл. 26, стр. 65)
![]()
![]()
![]()
![]()
и заносим эти данные в графу 6.
Рассчитываем минимальные размеры по формуле и заносим результаты в графу 7:
![]() . (2.4.4)
. (2.4.4)
![]() .
.
![]()
![]()
![]()
![]()
Определяем максимальные размеры и заносим в графу 9:
По СТМ-1, таблица 23, стр. 147 выбираем допуск для заготовки ei=-0.013 es=+0.003.
По СТМ-1, таблица 4 выбираем значение допусков и записываем их в соответствующую графу таблицы.
![]() получаем, округляя расчётный размер
получаем, округляя расчётный размер ![]() до того знака десятичной дроби, с каким дан допуск на размер для данного перехода.
до того знака десятичной дроби, с каким дан допуск на размер для данного перехода.
Наибольшие предельные размеры вычисляем прибавлением допуска к округлённому наименьшему предельному размеру.
![]() . (2.4.5)
. (2.4.5)
![]()
![]()
![]()
![]()
![]()
Предельные значения припусков ![]() определяем как разность наибольших предельных размеров и
определяем как разность наибольших предельных размеров и ![]() - как разность наибольших предельных размеров предшествующего и выполняемого переходов.
- как разность наибольших предельных размеров предшествующего и выполняемого переходов.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Общие припуски определяем, суммируя промежуточные припуски и записываем их значения в таблицу.
![]() =80+160+258+1778=2276 мкм;
=80+160+258+1778=2276 мкм;
![]() =88+191+416+2568=3264 мкм;
=88+191+416+2568=3264 мкм;
Проводим проверку правильности расчётов:
![]() -
-![]() =
=![]() +
+![]()
3264–2276=1000–13
987=987
Выполняем в виде таблицы для остальных поверхностей, кроме тех, которые обрабатываются
Однократно.
Таблица 2.10 Припуски и межоперационные размеры
| № поверхности. | Наименование поверхности, размер по чертежу. | Переходы (операции). | Припуск | Допуск | Операционный размер отклонения. |
| 1; 12 | Торцевая L=96 | Заготовка Точение однократное | - 2×1,5 | 1,2 0,35 | 99 96±0,175 |
| 3 | Наружная цилиндрическая Ø 25 мм | Заготовка Точение черновое Точение чистовое Шлифование предв. Шлифование оконч. | - 1,5 0,25 0,1 0,06 | 1 0,21 0,052 0,021 0,014 | 26 25,41 25,16 25,06 25 |
| 7 | Наружная цилиндрическая Ø 20 мм | Заготовка Точение черновое Точение чистовое Шлифование предв Шлифование оконч. | - 1,5 0,25 0,1 0,06 | 1 0,21 0,052 0,021 0,01 | 21,91 20,41 20,16 20,06 20 |
| 13 | Наружная цилиндрическая Ø 15 мм | Заготовка Точение черновое Точение чистовое Шлифование предв Шлифование оконч. | - 1,4 0,25 0,1 0,06 | 1 0,18 0,043 0,018 0,012 | 16,81 15,41 15,16 15,06 15 |
2.5 Расчет режимов резания и основного времени
Операция 015 Токарная с ЧПУ.
Исходные данные:
Модель станка – 16К20Ф3;
Материал режущей части резца Т5К10;
Максимальная глубина резания: t =0,889 мм.
Переходы:
1. Установить, снять заготовку.
2. Точить цилиндрические поверхности: 7; 16; 10.
3. Переустановить.
4. Точить цилиндрические поверхности: 1; 2.
Переход 2.
Ι. Точение однократное
1) Находим табличное значение подачи
Sот = 0,27 мм/об t =0,889 мм
2) Находим фактическую подачу с учетом поправочных коэффициентов:
![]()
Sф = 0,1× 1,05×1,1 ×1,0× 1,0 × 1,25 × 1,0 × 1,0 ×1,0 × 1,0 = 0,35 мм/об
3) Находим табличную скорость и мощность резания
Vт = 210 м/мин Nт = 6,3 кВт
![]() (2.4.6)
(2.4.6)
![]()
![]() .
.
4) Определяем частоту вращения шпинделя по формуле:

Принимаем nmax = 2311 об/мин; nmin = 1738 об/мин.
nср = ![]() об/мин.
об/мин.
5) Определяем фактическую мощность резания:
![]() Kn = 1,5 (2.4.8)
Kn = 1,5 (2.4.8)
![]()
6) Находим минутную подачу:
![]() ср (2.4.9)
ср (2.4.9)
Sм max = 0,35 ×2025 =709 мм/мин.
Расчет основного времени:
![]()
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
Переход 4.
1) Находим табличное значение подачи
Sот = 0,33 мм/об t = 25 мм
2) Находим фактическую подачу с учётом поправочных коэффициентов:
![]()
Sф = 0,33× 1,15×1,1 ×1,0× 0,9 × 1,0 × 1,0 × 1,0 × 0,75 × 1,0 = 0,28 мм/об
3) Находим табличную скорость и мощность резания
Vт = 203 м/мин
Nт =7,5 кВт
![]()

![]() .
.
4) Определяем частоту вращения шпинделя по формуле:
5) Определяем фактическую мощность резания:
![]() Kn = 1,5
Kn = 1,5
![]()
7) Находим минутную подачу:
![]() ср
ср
Sм max = 0,28 × 1303 = 365 мм/мин.
Расчет основного времени:
![]()
![]() мин.
мин.
![]() мин.
мин.
![]() мин.
мин.
8) Определяем время работы цикла на операцию:
![]()
Операция 030 Шпоночно-фрезерная.
Переходы:
1. Снять, установить и закрепить заготовку.
2. Фрезеровать шпоночный паз.
Материал заготовки – сталь 45 ГОСТ1050–88; 200…210 НВ;
Режущий инструмент – фреза шпоночная Р6М5; Диаметр ![]() =8 мм, число зубьев
=8 мм, число зубьев ![]() =2.
=2.
Станок – шпоночно-фрезерный 692М.
Расчет режимов резания и основного времени
1. Глубина и ширина фрезерования: t =0,2 мм. B =8 мм. h =3 мм.
2. Число проходов: 1
3. Табличная скорость резания: ![]() =25 м/мин.
=25 м/мин.
Поправочные коэффициенты: ![]() =1;
=1; ![]() =1;
=1;
![]()
4. Расчётный диаметр: ![]() =8 мм.
=8 мм.
Расчётная частота вращения фрезы:
![]() ;
;
5. Определяем фактическую скорость резания:
![]() (2.4.28)
(2.4.28)
6. Определяем минутную подачу: ![]() =45 м/мин.
=45 м/мин.
7. Длина резания: l = 28 (по эскизу);
![]()
![]()
![]()
8. Расчёт основного времени:
![]() ; (2.4.29)
; (2.4.29)
Операция 040 Круглошлифовальная
Переходы:
1. Снять, установить и закрепить заготовку.
2. Шлифовать поверхность окончательно.
Исходные данные:
Материал заготовки – сталь 45;
Метод шлифования – врезное.
Диаметр до обработки d1= 15,06 мм (определен раньше)
Диаметр после обработки d2 = 15 мм (определен раньше)
Станок круглошлифовальный модели 3М150.
Выбор характеристик шлифовального круга
1) Размеры шлифовального круга:
Диаметр Dk = 400 мм (по паспорту станка)
Высота (ширина) Вк = 40 мм (по паспорту станка)
2) Принятая форма круга – П П (прямого профиля)
Материал – 24А (электрокорунд белый)
3) Характеристики круга:
Зернистость – 25 [3.с. 245, табл. 161]
Твердость – С1 [3.с. 249]
Номер структуры – 5 [3.с. 249, табл. 167]
Связка – керамическая К5 [3.с. 247]
Допустимая окружная скорость Vк = 35 м/с
Полное обозначение круга
ПП 400×40 24А 25Н С1 5 К5 35 м/с 1 кл. А ГОСТ 2424–83
1. Расчетный диаметр круга D = Dk = 400 мм.
Расчетная частота вращения круга:
![]() .
.
Принимаем по паспорту станка nкр = 1670 об/мин.
Фактическая скорость резания:
![]() .
.
Расчетный диаметр заготовки Dз = d1= 15,06 мм.
Табличная окружная скорость заготовки:
Vз = 20…40 м/мин. [3.с. 301, табл. 55]
Принимаем Vз = 25 м/мин.
Частота вращения заготовки:
![]() . (находится в паспортных пределах)
. (находится в паспортных пределах)
2. Табличная врезная (радиальная) подача на 1 оборот заготовки:
Sрад = 0,001…0,005 мм/об.
Принимаем радиальную подачу:
Sрад = 0,002 мм/об.
Скорость минутной врезной подачи:
![]() (находится в паспортных пределах)
(находится в паспортных пределах)
Диаметры до и после обработки (по исходным данным):
d1= 15,06 мм, d2 = 15 мм.
Припуск на шлифование (на сторону):
![]() . (2.5.5)
. (2.5.5)
Расчетная длина хода L = h = 0,03 мм.
3. Число рабочих ходов i = 1.
Коэффициент, учитывающий время на выхаживание:
K = 1,2…1,3.
Принимаем K = 1,3.
4. Основное время на операцию:
![]() .
.
2.6 Нормирование операции
010 Токарная с ЧПУ
Исходные данные:
1. Станок: токарно-винторезный с ЧПУ.
2. Модель станка: 16К20Ф3
3. Модель устройства ЧПУ – «Электроника НЦ-31», программаноситель – память.
4. Наименование детали – ось.
5. Обрабатываемый материал: сталь 45,
6. Способ установки детали – в трёх кулачковом патроне, в центрах.
7. Режущий инструмент в наладке – 1: Резец 2103–0002 Т5К10 (контурный).
Расчёт норм времени на данную операцию.
1. Цикловое автоматическое время на операцию: ![]()
2. Вспомогательное время:
Установить и снять деталь: (карта 7, лист 1, позиция 8).
m = 0,314 кг. ![]() = 0,20 мин.
= 0,20 мин.
Вспомогательное время на управление станком: (карта 14, лист 1, позиция 1; 4; 6)
![]() = 0,5 мин.
= 0,5 мин.
Вспомогательное время на контрольное измерение: (карта 15, лист 5, позиция 1)
![]() = 0,07 мин.
= 0,07 мин.
![]() мин.
мин.
3. Подготовительно заключительное время:
На организационную подготовку: (карта 21, лист 1, позиция 1; 2; 3; 4)
![]() = 17 мин.
= 17 мин.
На наладку станка, приспособлений, инструмента, программных устройств: (позиция 8; 13; 25; 27 – 34)
![]() =7+0,2+0,8+1+1,2+1,2+1,5+0,4+6+2,5+0,3=22,1 мин.
=7+0,2+0,8+1+1,2+1,2+1,5+0,4+6+2,5+0,3=22,1 мин.
![]()
4. Процент времени на техническое, организационное обслуживание, отдых и личные надобности: (карта 16, позиция 2) а = 8%.
5. Определяем норму штучного времени:
![]() мин. (2.5.7)
мин. (2.5.7)
6. Определяем норму штучно-калькуляционного времени:
![]() мин (2.5.12)
мин (2.5.12)
Операция 020 Шпоночно – фрезерная
Исходные данные:
Обрабатываемый материал: сталь 45.
Масса заготовки – 0,314 кг.
Величина партии изделий: ![]() .
.
Станок – шпоночно – фрезерный: 6Р12
Способ установки заготовки – специальное приспособление.
Расчет норм времени
1. ![]() [6. карта 16, лист 1]
[6. карта 16, лист 1]
2. Определяем вспомогательное время
![]() =0,14 мин. [6. карта 31, позиция 2]
=0,14 мин. [6. карта 31, позиция 2]
3. ![]() =0,08+0,06=0,14 мин. [6. карта 86, лист 4, позиция 85]
=0,08+0,06=0,14 мин. [6. карта 86, лист 4, позиция 85]
4. К=0,3. [6. карта 87, лист 1]
5. Суммарное вспомогательное время на переход:
![]()
6. Общее вспомогательное время на операцию:
![]() (2.5.8)
(2.5.8)
7. Определяем время на обслуживание рабочего места и отдыха в долях от оперативного время:
a обс.= 3%; аот.л=4%. [6. карта 82], [6. карта 88]
8. Определяем подготовительно-заключительное время:
Тпз=10+7=17 мин. [6. карта. 32, поз. 1; 24]
9. Норма штучного времени на операцию:
![]()
10. Штучно-калькуляционное время:
![]() (2.5.10)
(2.5.10)
Операция 060 Круглошлифовальная
Исходные данные:
Масса заготовки 0,314 кг.
Установка заготовки – в центрах с хомутиком.
Величина операционной партии изделий Поп = 1 шт.
Контроль диаметра – ШЦ
Станок круглошлифовальный – модели 3М150.
Подача – автоматическая.
Расчет норм времени
Основное время То = 0,036 мин
1. Туст = 0,26 мин [карта 6, лист 5.]
2. tп = 0,07 мин [карта 44, лист 3]
3. tизм = 0,19 мин [карта 86, лист 2, поз. 25]
4. К = 1 [карта 87]
5. Суммарное вспомогательное время на переход:
Тп = tп + tизм · К = 0,07+0,19 · 1 = 0,26 мин.
6. Общее вспомогательное время на операцию:
Тв = Туст + Тп = 0,26 + 0,26 = 0,32 мин.
7. аобс = 3% [карта 32]
8. Тп.з = 7+6+1+7= 21 мин. [карта 45, поз. 2,6,7,10]
9. Определяем аот.л при автоматической подачи:
аот.л = 4%. [карта 88]
10.Норма штучного времени на операцию:
![]()
11. Штучно-калькуляционное время:
![]()
Таблица 2.12 Нормативы времени
| № операции. | Наименование операции. |
| Тв, мин. | % времени на технологическое обслуживание, отдых и личные надобности. | Тшт, мин. | Тпз, мин. | Тшт.к, мин. |
| 010 | Токарная с ЧПУ | 0,0723 | 0,77 | 8 | 1,01 | 39,1 | 1,401 |
| 020 | Шпоночно-фрезерная | 0,73 | 0,191 | 87 | 0,15 | 17 | 0,32 |
| 040 | Круглошлифовальная | 0,036 | 0,32 | 13 | 0,38 | 21 | 0,59 |
3. Конструкторская часть
3.1 Конструирование и расчёт режущего инструмента
Для обработки шпоночного паза шириной 14 мм выбираем цельную шпоночную фрезу по ГОСТ9140–78.
Исходные данные:
Обрабатываемый материал: сталь 45 ГОСТ1050–88.
Глубина паза: 3 мм.
Длина: 28 мм.
Станок: шпоночно-фрезерный модель 692М.
Подача: ![]()
Частота вращения: n = 995 об/мин.
Скорость резания: V = 24,99 м/мин.
Окружная сила резания: ![]() .
.
Осевая сила резания: ![]() .
.
Расчёт: [10. стр. 101–102]
1. Определяем геометрические и конструктивные параметры рабочей части фрезы выбираем по ГОСТ9140–78.
Угол наклона винтовой канавки: ![]() .
.
Передний угол: 5˚ (для конструкционной стали).
Задний угол: ![]() .
.
Главный угол в плане:![]()
2. Число зубьев фрезы: Z=2.
3. Определяем высоту зуба фрезы: ![]() (3.1)
(3.1)
Где, К – коэффициент высоты зуба в зависимости от типа фрезы (К=0,9).
![]()
4 Радиус перехода от спинки к передней грани фрезы:
![]() (3.2)
(3.2)
Где, ![]() – коэффициент размещения стружки (
– коэффициент размещения стружки (![]() = 3–4, принимаем
= 3–4, принимаем ![]() = 3,5)
= 3,5)
![]()
Принимаем r = 1 мм.
5. Ширина ленточки f выбираем по ГОСТ9140–78, f = 1 мм.
6. Обратная конусность фрезы на 100 мм длины рабочей части должна составлять: D = 8 мм, обратная конусность равна 0,04 – 0,1, берём 0,05.
3.2 Конструирование и расчёт мерительного инструмента
1. Определение предельных отклонений оси:
es =+0,003 мм
ei = -0,013 мм
2. Расчет предельных размеров вала:
![]() (3.3)
(3.3)
3. Определение отклонений и допуска для калибра скобы, мм:
 (3.4)
(3.4)
4. Расчет предельных и исполнительных размеров калибр скобы:
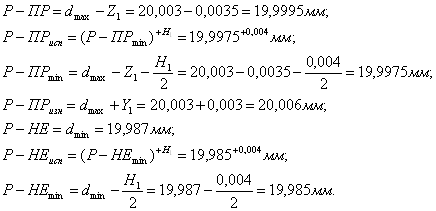 (3.5)
(3.5)
Литература
1. Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения»: Учеб. пособие для техникумов по специальности «Обработка металлов резанием». - М.: Машиностроение, 1985 г. 184 с., ил.
2. А.Ф. Горбацевич. Курсовое проектирование по технологии машиностроения. Минск, «Высшая школа», 1975 г. 88 с.
3. Справочник технолога-машиностроителя. В 2-х т. Т. 2 Под ред. А.Г. Косиповой и Р.К. Мещерякова. – 4-е изд. перераб. и доп. М.: Машиностроение, 1986. 496 с.
4. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1.
5. Общемашиностроительные нормативы времени для технического нормирования работ на металлорежущих станках. Часть 1.
6. Общемашиностроительные нормативы времени для технического нормирования работ на универсальных и специальных станках с ЧПУ.
Похожие работы
... момент М, Км электродвигатель 1620 об∕ мин 151.2 рад ∕с 33 Км ведущей 541.2 об∕ мин 56.74 рад ∕с 83.7 Км ведомый 135 об∕ мин 14.2 рад ∕с 325 Км 2. Расчет закрытой цилиндрической зубчатой передачи Материалы зубчатых колес. Сталь 45 с термообработкой – улучшенная. Выбираем 269…302 НВ; т = 650 Н ∕мн² диаметре (предполагаемом) D ≤ ...
... по ГОСТ20889-80 , (2.16) где В – ширина обода шкива, мм; Z – число ремней. = =63 мм Принимаю шкивы клиноременной передачи из СЧ15 3. Расчет зубчатых колес редуктора Так как в задании на проектирование нет особых требований в отношении габаритов передачи выбор материала произвожу со средним механическими характеристиками. Принимаю материал Сталь 45 с улучшением. Для колеса HB= ...
... *0,72*0,992=3,764 кВт; Р4=Р3 η3=5,124*0,95=3,576 кВт, что близко к заданному. Определяем вращающие моменты на каждом валу привода по формуле (Нм) (2.5) ; ; ; . Все рассчитанные параметры сводим в табл.1. Таблица 1 Параметры кинематического расчета № вала n, об/мин ω, рад/с Р, кВт Т, Нм U Дв. (1) 1444,5 151,27 5,5 36,35 2 ...
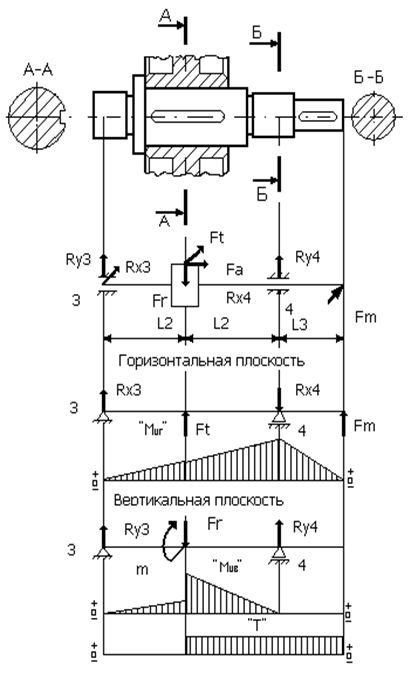
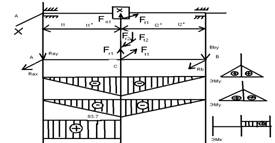
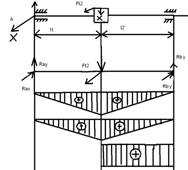
... в часах: где n1 –частота вращения ведущего вала редуктора. Ведомый вал несёт такие же нагрузки, как и ведущий: Fa=...H; Fr=...H; Ft=...H. Нагрузка на вал от муфты Fм=...Н. Из первого этапа компоновки: L2=...м. L3=...м. Составляем расчётную схему вала: Реакции опор: Горизонтальная плоскость Проверка: Вертикальная плоскость: Проверка: ...
0 комментариев