Цели, задачи, назначение ОКР
Требования к программному обеспечению
Патентный поиск
Анализ дестабилизирующих факторов
Описание блока обмена сообщениями
ВЫБОР И ОБОСНОВАНИЕ ЭЛЕМЕНТНОЙ БАЗЫ, УНИФИЦИРОВАННЫХ УЗЛОВ, УСТАНОВОЧНЫХ ИЗДЕЛИЙ И МАТЕРИАЛОВ КОНСТРУКЦИИ
Описание материалов конструкции
Общие требования к конструкции АТС
Компоновка шкафа
Выбор способа охлаждения на ранней стадии проектирования
Обоснование необходимости защиты от механических воздействий
Обоснование необходимости экранирования
РАСЧЕТ КОНСТРУКТИВНЫХ ПАРАМЕТРОВ ИЗДЕЛИЯ
Рассчитываются: удельная мощность элементов по формуле
Определяем минимальную ширину проводника, мм, исходя из допустимого падения напряжения на нем по формуле
Расчет электромагнитной совместимости
ОБОСНОВАНИЕ ВЫБОРА СРЕДСТВ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ
Разработка технологической схемы сборки блока
Расчет сметной стоимости НИОКР
Расчет стоимостной оценки затрат
ОХРАНА ТРУДА И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
АНАЛИЗ И УЧЕТ ТРЕБОВАНИИ ЭРГОНОМИКИ И ТЕХНИЧЕСКОЙ ЭСТЕТИКИ
Навигация
Рассчитываются: удельная мощность элементов по формуле
Блок обмена сообщениями коммутационной станции
148336
знаков
19
таблиц
1
изображение
9. Рассчитываются: удельная мощность элементов по формуле
![]() ; (6.10)
; (6.10)
перегрев поверхности элементов по формуле
![]() ; (6.11)
; (6.11)
перегрев окружающей среды у элементов по формуле
![]() ;
(6.12)
;
(6.12)
10. Находятся температура корпуса блока по выражению
![]() ; (6.13)
; (6.13)
температура нагретой зоны по формуле
![]() ; (6.14)
; (6.14)
температура поверхности элементов по формуле
![]() ; (6.15)
; (6.15)
средняя температура воздуха в блоке
![]() ; (6.16)
; (6.16)
температура окружающей среды у элементов
![]() ; (6.17)
; (6.17)
Расчет теплового режима произведен при помощи ЭВМ. Исходные данные и результаты расчета приведены в приложении.
6.3 Расчет конструктивно-технологических параметров ПП
6.3.1 Выбор и обоснование методов изготовления ПП
Миниатюризация радиоэлектронной аппаратуры в большой степени зависит от технологии производства печатных плат, особенно многослойных. Многослойные печатные платы, сохраняя свойства обычных ПП, имеют свои особенности: высокая плотность монтажа; однотипность и воспроизводилось электрического взаимодействия между проводниками различных цепей (возможность учета паразитных связей и наводок, применение экранирующих слоев); размещение монтажа в однородной диэлектрической среде; более высокая устойчивость внутренних слоев к климатическим воздействиям; лучшая теплоотдача, меньшее число контактов входа и выхода [10].
Эти особенности МПП обусловили основные области применения: для выполнения соединений между интегральными микроузлами; в аппаратуре, размеры и масса которой должны быть минимальными, а также требуется экранирования большого числа электрических цепей; в аппаратуре, где должна быть обеспечена электрическая стабильность по всему тракту прохождения сигнала.
Требования, предъявляемые к аппаратуре, такие как надежность, малые габаритные размеры и масса, обеспечение теплоотводов, оптимальное резервирование, ремонтопригодность, а также экономичность конструкции, определили появление многочисленных методов изготовления MПП. В настоящее время известно около двухсот конструктивно-технологических способов получения MПП. В лабораторных условиях осуществляются 10-20 методов, а некоторые требования производственного, экономического и конструктивного характера ограничивают число методов, применяемых в промышленности до двух-трех. Широкое распространение получили метод открытых контактных площадок и метод металлизации сквозных отверстий,
В методе открытых контактных площадок межслойные соединения выполняются с помощью пайки выводов компонентов к контактным площадкам любого слоя. В этом способе главным критерием качества является малый сдвиг слоев, для определения максимально допустимого смещения слоев МПП относительно друг друга следует установить технологические критерии сдвига, руководствуясь при этом электрическими, технологическими и конструкционными требованиями. Говоря об электрических параметрах, в первую очередь необходимо иметь в виду обеспечение высокой надежности печатного монтажа, для чего надо избегать пробоев и электрических замыканий между проводниками и контактными площадками ПП. Отдельные слои МПП изготавливаются фотохимическим способом на одностороннем фальгированном диэлектрике. В слоях штампом вырубаются отверстия так, чтобы после их сборки в МПП ко всем контактным площадкам имелся свободный доступ. После сборки в пакет платы совмещаются и спрессовываются. Однако наибольшее распространение получил метод металлизации сквозных отверстий.
Этот метод является сравнительно простым и широко используется нас в стране и за рубежом. В мировой практике достигнуты определенные успехи в технологии изготовления МПП с применением химико-гальванической металлизации для создания электрических межслойных соединений. Металлизация позволяет повысить плотность монтажа, сократить число контактов, снизить продолжительность производственного цикла. Метод металлизации сквозных отверстий по существу, единственный метод создания конструкций МПП с наиболее оптимальной электрической структурой, обеспечивающий надежную передачу наносекундных импульсов и распределение питания между активными элементами быстродействующих вычислительных машин. Изготовление этим методом MПП имеют: более короткие линии связей; возможность электрического экранирования; улучшение характеристик, связанное с устойчивостью к воздействию окружающей среды в результате расположения всех печатных проводников в массе монолитного диэлектрика; возможность увеличения числа слоев без существенного возрастания стоимости и длительности процесса. Более 80% всех MПП изготавливаются методом металлизации сквозных отверстий. Такие платы могут быть жесткими, гибкими и комбинированными. Сущность метода состоит в следующем. Сначала собирают пакет из отдельных слоев с монтажными схемами на внутренних слоях (выполненными химическим способом или позитивным) и из склеивающихся прокладок. На каждом отдельном слое с проводящим рисунком пробивают базовые (фиксирующие) отверстия, с помощью которых совмещают контактные площадки по вертикали. Число отверстий устанавливается в зависимости от размеров платы. Данная операция проводится на установке совмещения и пробивки фиксирующих отверстий. Аналогичные отверстия пробиваются и в листах прокладочной стеклоткани.
После склеивания прессованием слоев в монолитный пакет проводят сверление - на стенках отверстий вскрывают торцы контактных площадок внутренних слоев. Соединения их друг с другом и с контактными площадками наружного слоя осуществляется в результате металлизации отверстий. Недостаток - необходимость подтравливания диэлектрика, что вызывает опасность загрязнения изоляционного основания продуктами травления. Однако подтравливание диэлектрика в отверстиях МПП позволяет увеличить поверхность фольги в переходном отверстии примерно на 300%. Это повышает надежность межслойного соединения.
Таким образом, вышеуказанные достоинства метода металлизации сквозных отверстий обуславливают его использование при производстве печатной платы.
6.3.2 Расчет параметров печатного монтажа
Последовательность расчета:
1. Исходя из технологических возможностей производства выбирается метод изготовления и класс точности 1111. Для изготовления МИН выбираем химический способ изготовления, класс точности 3.
2. Определяем минимальную ширину, мм, печатного проводника по постоянному току для цепей питания и заземления:
 ; (6.18)
; (6.18)
где Jмах - максимальный постоянный ток, протекающий в проводниках, А;
Jдоn - допустимая плотность тока, А/мм2 ;
t- толщина проводника, мм.
![]() ;
;
Похожие работы
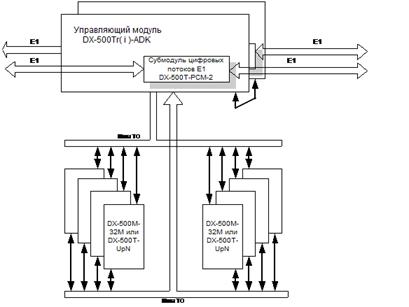
... Входящая междугородняя связь – 4 В сумме количество линий на ГАТС составляет 24, значит нам потребуется организовать 1 поток Е1. 3. Определение объема оборудования Следующим шагом в проектировании цифровой станции является определение объема оборудования. Сначала рассчитаем число субмодулей, далее в расчетах пойдем по возрастающей от количества субмодулей до количества базовых блоков. ...

... 2.1 Особенности концепции учрежденческой автоматической телефонной станции Технический уровень. При проектировании необходимо применение цифровой учрежденческой автоматической телефонной станции (УАТС), построенной на унифицированной архитектуре, обеспечивающую масштабируемость, надежность, простоту обслуживания. УАТС должна обеспечить: масштабируемость; возможность наращивания внутренней ...
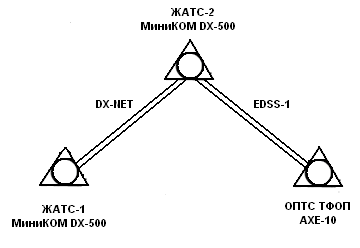
... и ЦСП интегральных сетей связи, позволяющих обеспечить внедрение различных видов и служб электросвязи на единой методологической и технической основе. В данной курсовой работе мы проектируем электронную АТС DX-200 на районированной сети. 1. ПРОЕКТИРОВОЧНЫЙ РАЗДЕЛ 1.1. РАЗРАБОТКА СХЕМЫ ПОСТРОЕНИЯ ГТС Городская телефонная сеть (ГТС) – это совокупность станционных и линейных сооружений, а также ...
... управления. Кроме того, УУ разных модулей обмениваются между собой сообщениями по каналам ОКС-ПД, управляя формированием сигналов управления и процессом установления телефонных соединений. На верхней ступени подсистемы управления станции располагается УУ МТЭ. Это программно-аппаратный комплекс, включающий локальную вычислительную сеть (ЛВС) и коммутатор сообщений, который соединен каналами ОКС ...
0 комментариев