Цели, задачи, назначение ОКР
Требования к программному обеспечению
Патентный поиск
Анализ дестабилизирующих факторов
Описание блока обмена сообщениями
ВЫБОР И ОБОСНОВАНИЕ ЭЛЕМЕНТНОЙ БАЗЫ, УНИФИЦИРОВАННЫХ УЗЛОВ, УСТАНОВОЧНЫХ ИЗДЕЛИЙ И МАТЕРИАЛОВ КОНСТРУКЦИИ
Описание материалов конструкции
Общие требования к конструкции АТС
Компоновка шкафа
Выбор способа охлаждения на ранней стадии проектирования
Обоснование необходимости защиты от механических воздействий
Обоснование необходимости экранирования
РАСЧЕТ КОНСТРУКТИВНЫХ ПАРАМЕТРОВ ИЗДЕЛИЯ
Рассчитываются: удельная мощность элементов по формуле
Определяем минимальную ширину проводника, мм, исходя из допустимого падения напряжения на нем по формуле
Расчет электромагнитной совместимости
ОБОСНОВАНИЕ ВЫБОРА СРЕДСТВ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ
Разработка технологической схемы сборки блока
Расчет сметной стоимости НИОКР
Расчет стоимостной оценки затрат
ОХРАНА ТРУДА И ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
АНАЛИЗ И УЧЕТ ТРЕБОВАНИИ ЭРГОНОМИКИ И ТЕХНИЧЕСКОЙ ЭСТЕТИКИ
Навигация
ОБОСНОВАНИЕ ВЫБОРА СРЕДСТВ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ
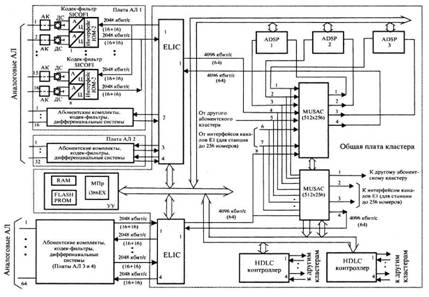
Блок обмена сообщениями коммутационной станции
148336
знаков
19
таблиц
1
изображение
7. ОБОСНОВАНИЕ ВЫБОРА СРЕДСТВ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ
Одной из важнейших задач конструирования РЭА является максимальное внедрение методов автоматизированного проектирования, что в итоге должно привести к минимальному участию человека в процессе создания конструкции. Основную работу по созданию конструкции проводит ЭВМ, оснащенная соответствующим информационным и программным обеспечением.
Проектирование РЭА и создание оптимального технического решения в сжатые сроки связано с трудностями, основными из которых являются;
- невозможность учета человеком огромного количества разнообразных факторов, влияющих на техническое решение;
- большая трудоемкость и стоимость изготовления макета изделия, особенно при интегральной технологии;
- сложность имитации условий, в которых должна работать современная РЭА.
Один из путей преодоления этих трудностей без существенного увеличения численности работающих - использование возможностей современных ЭВМ, что позволяет заменить макет радиоэлектронного узла его математической моделью, комплекс измерительно-испытательного оборудования - программами анализа, оптимизации и испытаний, а затем обработать узел на ЭВМ при помощи этого математического комплекса.
В процессе проектирования возникает необходимость большого числа вычислений, обращения к стандартным алгоритмам решения типовых задач, увязки различных, зачастую противоречивых требований этапов функционального и конструкторского проектирования, а также проверки правильности результатов различных этапов проектирования. В связи с этим целесообразно объединить отдельные алгоритмы в единую автоматическую систему конструкторского проектирования (САПР КП), ориентированную на конкретную базу конструкций.
Необходимо иметь в виду, что изменение конструкторской базы требует переработки многих программ и алгоритмов существующих САПР. Разрабатываемые языки и системы программ должны быть по возможности универсальными и минимально зависящими от конструктивно-технологическими особенностей проектируемых модулей. Учитывая сложность программ, целесообразно разработку САПР ориентировать на РЭА определенного класса, используя иерархический принцип ее конструкций [18].
Система проектирования печатных плат PCAD является интегрированным набором специализированных программных пакетов, работающих в интерактивном режиме. Средства системы позволяют проектировать принципиальные электрические схемы, печатные платы, в том числе многослойные, а также получать конструкторскую документацию. [19]
В данном проекте был использован PCAD, с помощью которого была разработана схема электрическая принципиальная, разведена и откорректирована печатная плата.
Также, при помощи системы ACAD , были спроектированы сборочные чертежи печатной платы и кассеты.
8. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ И МОНТАЖА
8.1 Расчет показателей технологичности
Проектирование технологического процесса сборки и монтажа радиоэлектронной аппаратуры начинается с тщательного изучения исходных данных (ТУ и технических требований, комплекта технической документации, программы выпуска, условий запуска в производство и т.д.). На данном этапе основным критерием, определяющим пригодность аппаратуры к промышленному выпуску, является технологичность конструкции.
Под технологичностью конструкции понимают совокупность ее свойств, проявляемых в возможности оптимальных затрат труда, средств, материалов, времени при технической подготовке производства, изготовлении, эксплуатации и ремонте по сравнению с соответствующими показателями конструкций изделий аналогичного назначения при обеспечении заданных показателей качества [24].
Оценка технологичности преследует цели:
- определение соответствия показателей технологичности нормативным значениям;
- выявление факторов, оказывающих наибольшее влияние на технологичность изделий;
- установление значимости этих факторов и степени их влияния на трудоемкость изготовления и технологическую себестоимость изделий.
Вид изделия, объем выпуска, тип производства и уровень развития науки и техники являются главными факторами, определяющими требования к технологичности конструкции изделия. Для оценки технологичности конструкции используются многочисленные показатели, которые делятся на качественные и количественные. К качественным относят взаимозаменяемость, регулируемость, контролепригодность и инструментальная доступность конструкции. Количественные показатели классифицируются на:
– базовые (исходные) показатели технологичности конструкций, регламентируемые отраслевыми стандартами;
– показатели технологичности конструкций, достигнутые при разработке изделий;
– показатели уровня технологичности конструкции, определяемые как отношение показателей технологичности разрабатываемого изделия к соответствующим значениям базовых показателей.
Номенклатура показателей технологичности конструкций выбирается в зависимости от вида изделия, специфики и сложности конструкции, объема выпуска, типа производства и стадии разработки конструкторской документации. Отработка конструкций на технологичность включает:
– комплекс работ по снижению трудоемкости и себестоимости изготовления изделий.
– комплекс работ по снижению трудоемкости, цикла и стоимости ремонта и эксплуатации.
Все блоки по технологичности делятся на 4 основные группы: электронные, радиотехнические, электромеханические и коммутационные.
Для каждого блока определяются 7 показателей технологичности, каждый из которых имеет свою весовую характеристику ![]() . Величина коэффициента весомости
. Величина коэффициента весомости ![]() зависит от порядкового номера частного показателя в ранжированной последовательности и рассчитывается по формуле:
зависит от порядкового номера частного показателя в ранжированной последовательности и рассчитывается по формуле:
![]() (8.1)
(8.1)
где q – порядковый номер ранжированной последовательности частных показателей.
Таблица 8.1 – Значение весовой характеристики частных показателей технологичности.
| q |
|
| 1 | 1,0 |
| 2 | 1,0 |
| 3 | 0,8 |
| 4 | 0,5 |
| 5 | 0,3 |
| 6 | 0,2 |
| 7 | 0,2 |
Затем на основании расчета всех показателей вычисляют комплексный показатель технологичности:
 (8.2)
(8.2)
Коэффициент технологичности находится в пределах ![]() .
.
Состав показателей технологичности в ранжированной последовательности для блока приведен в таблице 8.2.
Таблица 8.2 – Показатели технологичности конструкции электронных РЭС.
| Порядковый номер (i) показателя | Показатели технологичности | Обозначение | Степень влияния |
| 1 | Коэффициент применения микросхем и микросборок | Км.с. | 1,0 |
| 2 | Коэффициент автоматизации и механизации монтажа | Км.м. | 1,0 |
| 3 | Коэффициент автоматизации и механизации подготовки ИЭТ к монтажу | Км.п.иэт | 0,8 |
| 4 | Коэффициент автоматизации и механизации регулировки и контроля | Ка.р.к. | 0,5 |
| 5 | Коэффициент повторяемости ИЭТ | Кпов.иэт | 0,3 |
| 6 | Коэффициент применения типовых технологических процессов | Кт.п. | 0,2 |
| 7 | Коэффициент прогрессивности формообразования деталей | Кф | 0,1 |
1) Коэффициент применения микросхем и микросборок:
 (8.3)
(8.3)
где ![]() – общее число дискретных элементов, замененных микросхемами и установленных на микросборках в РЭС;
– общее число дискретных элементов, замененных микросхемами и установленных на микросборках в РЭС;
![]() – общее число ИЭТ, не вошедших в микросхемы.
– общее число ИЭТ, не вошедших в микросхемы.
Поскольку разрабатываемое устройство содержит ИМС большой и сверхбольшой степени интеграции, содержащих до нескольких десятков тысяч элементов, Км.с практически не будет отличаться от единицы.
![]()
2) Коэффициент автоматизации и механизации монтажа:
 (8.4)
(8.4)
где ![]() – количество монтажных соединений ИЭТ, которые предусматривается осуществить автоматизированным или механизированным способом. Для блоков на печатных платах механизация относится к установке ИЭТ и последующей пайке волной припоя;
– количество монтажных соединений ИЭТ, которые предусматривается осуществить автоматизированным или механизированным способом. Для блоков на печатных платах механизация относится к установке ИЭТ и последующей пайке волной припоя;
![]() – общее количество монтажных соединений. Для разъемов, реле, микросхем и ЭРЭ определяется по количеству выводов. Информация об элементах, паяемых волной приведена в таблице 8.
– общее количество монтажных соединений. Для разъемов, реле, микросхем и ЭРЭ определяется по количеству выводов. Информация об элементах, паяемых волной приведена в таблице 8.
Таблица 8.3 – Элементы, паяемые волной припоя.
| Наименование элемента | Количество элементов | Количество выводов у одного элемента | Всего выводов |
| Конденсаторы К53-4А-16В-10мкФ+20% ОЖО.464.149 ТУ | 4 | 2 | 8 |
| К10-17-1б-Н90-0,1мкФ ОЖО.460.107 ТУ | 63 | 2 | 126 |
| К10-17-1б-М1500-470пкФ ОЖО.460.107 ТУ | 1 | 2 | 2 |
| Резисторы ОЖО.467.093 ТУ С2-33Н-0,125-1кОм+5% А-Д-В | 1 | 2 | 2 |
| С2-33Н-0,125-330 Ом+5% А-Д-В | 3 | 2 | 6 |
| С2-33Н-0,125-510 Ом+5% А-Д-В | 1 | 2 | 2 |
| Диод 2Д522б дР3.362.029-01 ТУ | 1 | 2 | 2 |
| Индикатор единичный АЛ307БМ аАО.336.076. ТУ | 1 | 2 | 2 |
| Генератор ГК1-07 ЕИМН.433526.001 ТУ | 1 | 3 | 3 |
| Микрсхемы КР1533ТМ2 бКО.348.806-02 ТУ | 5 | 14 | 70 |
| Набор резисторов НР1-4-9-1кОм+5% | 1 | 8 | 8 |
| КР1533СП1 бКО.348.806-05 ТУ | 1 | 14 | 14 |
| КР1533ИД4 бКО.348.806-06 ТУ | 3 | 16 | 48 |
| КР1533АП9 бКО.348.806-46 ТУ | 1 | 20 | 20 |
| КР1533ЛА23 бКО.348.806-40 ТУ | 2 | 14 | 28 |
| КР1533ЛН1 бКО.348.806-01 ТУ | 3 | 14 | 42 |
| КР1533ТМ8 бКО.348.806-24 ТУ | 1 | 16 | 16 |
| КР1533ЛА3 бКО.348.806-01 ТУ | 1 | 14 | 14 |
| К170АП2 бКО.348.037-04 ТУ | 1 | 8 | 8 |
| К170УП2 бКО.348.037-05 ТУ | 1 | 16 | 16 |
| КР1810Гф84 бКО.348.800-04 ТУ | 1 | 20 | 20 |
| КР1533ИР23 бКО.348.806-26 ТУ | 8 | 20 | 160 |
| КР1533ИР22 бКО.348.806-26 ТУ | 4 | 20 | 80 |
| КР1533АП6 бКО.348.806-30 ТУ | 6 | 20 | 120 |
| КР1533ИР10 бКО.348.806-42 ТУ | 1 | 20 | 20 |
| КР1533КП11А бКО.348.806-28 ТУ | 7 | 16 | 112 |
| КР1533ИЕ10 бКО.348.806-27 ТУ | 4 | 16 | 64 |
| КР1533ЛЛ1 бКО.348.806-40 ТУ | 3 | 14 | 42 |
| КР537РУ25А бКО.348.532-10 ТУ | 2 | 24 | 48 |
| КР1533ИР8 бКО.348.806-50 ТУ | 1 | 14 | 14 |
| КР753РФ6А бКО.348.422-06 ТУ | 2 | 28 | 56 |
| КР537РУ17 бКО.348.532-17 ТУ | 2 | 28 | 56 |
| ЭКР1834ВМ86 бКО.348.806-06 ТУ | 1 | 40 | 40 |
| КР1533ЛИ1 бКО.348.806-13 ТУ | 1 | 14 | 14 |
| КР1533ЛА4 бКО.348.806-09 ТУ | 1 | 14 | 14 |
| КР580ВИ53 бКО.348.745-10 ТУ | 1 | 24 | 24 |
| КР1810ВН59АбК0.348.800-01 ТУ | 1 | 28 | 28 |
| КР580ВВ51А бКО.348.745-03 ТУ | 1 | 28 | 28 |
| КР1533ТМ7 бКО.348.806-48 ТУ | 1 | 16 | 16 |
| КР1533ИД7 бКО.348.806-08 ТУ | 3 | 14 | 42 |
| КР1533ИЕ2 бКО.348.806-41 ТУ | 1 | 14 | 14 |
Всего выводов 1446.
Элементы, которые не паяются волной припоя и информация о них для дальнейшего расчета представлена в таблице 8.4.
Таблица 8.4 – Элементы, не паяемые волной припоя.
| Наименование элемента | Количество элементов | Количество выводов у одного элемента | Всего выводов |
| Резонатор РК169МА-6АП-18432К-В | 1 | 2 | 2 |
| Конденсатор К10-17-2б-Н90-1,0мкФ ОЖО.460.107 ТУ | 1 | 2 | 2 |
| Соединители СНП221-64 РП31-1 АШДК.434410.063 ТУ | 1 | 34 | 34 |
| СНП221-64 РП31 АШДК.434410.063 ТУ | 1 | 21 | 21 |
Всего выводов 62.
![]()
3) Коэффициент автоматизации и механизации подготовки ИЭТ к монтажу:
 (8.5)
(8.5)
где ![]() – количество ИЭТ в штуках, подготовка выводов которых осуществляется с помощью автоматов и полуавтоматов; в их число включаются ИЭТ, не требующие специальной подготовки (патроны, реле, разъемы и т.д.);
– количество ИЭТ в штуках, подготовка выводов которых осуществляется с помощью автоматов и полуавтоматов; в их число включаются ИЭТ, не требующие специальной подготовки (патроны, реле, разъемы и т.д.);
![]() – общее число ИЭТ, которые должны подготавливаться к монтажу в соответствии с требованиями конструкторской документации.
– общее число ИЭТ, которые должны подготавливаться к монтажу в соответствии с требованиями конструкторской документации.
Элементы, которые к монтажу подготавливаются с помощью автоматов или полуавтоматов представлены в таблице 8.5.
Элементы, подготавливаемые к монтажу вручную, соблюдая требования к установке, представлены в таблице 8.6.
Таблица 8.5 – Элементы, подготавливаемые к монтажу с помощью оборудования.
| Наименование элемента | Количество элементов |
| Конденсаторы К53-4А-16В-10мкФ+20% ОЖО.464.149 ТУ | 4 |
| К10-17-1б-Н90-0,1мкФ ОЖО.460.107 ТУ | 63 |
| К10-17-1б-М1500-470пкФ ОЖО.460.107 ТУ | 1 |
| К10-17-2б-Н90-1,0мкФ ОЖО.460.107 ТУ | 1 |
| Резисторы ОЖО.467.093 ТУ С2-33Н-0,125-1кОм+5% А-Д-В | 1 |
| С2-33Н-0,125-330 Ом+5% А-Д-В | 3 |
| С2-33Н-0,125-510 Ом+5% А-Д-В | 1 |
| Диод 2Д522б дР3.362.029-01 ТУ | 1 |
| Индикатор единичный АЛ307БМ аАО.336.076. ТУ | 1 |
| Резонатор РК169МА-6АП-18432К-В | 1 |
| Генератор ГК1-07 ЕИМН.433526.001 ТУ | 1 |
Всего элементов 80.
Таблица.8.6 – Элементы, подготавливаемые к монтажу с соблюдением ГОСТов.
| Наименование элемента | Количество элементов |
| Микрсхемы КР1533ТМ2 бКО.348.806-02 ТУ | 5 |
| Набор резисторов НР1-4-9-1кОм+5% | 1 |
| КР1533СП1 бКО.348.806-05 ТУ | 1 |
| КР1533ИД4 бКО.348.806-06 ТУ | 3 |
| КР1533АП9 бКО.348.806-46 ТУ | 1 |
| КР1533ЛА23 бКО.348.806-40 ТУ | 2 |
| КР1533ЛН1 бКО.348.806-01 ТУ | 3 |
| КР1533ТМ8 бКО.348.806-24 ТУ | 1 |
| КР1533ЛА3 бКО.348.806-01 ТУ | 1 |
| К170АП2 бКО.348.037-04 ТУ | 1 |
| К170УП2 бКО.348.037-05 ТУ | 1 |
| КР1810Гф84 бКО.348.800-04 ТУ | 1 |
| КР1533ИР23 бКО.348.806-26 ТУ | 8 |
| КР1533ИР22 бКО.348.806-26 ТУ | 4 |
| КР1533АП6 бКО.348.806-30 ТУ | 6 |
| КР1533ИР10 бКО.348.806-42 ТУ | 1 |
| КР1533КП11А бКО.348.806-28 ТУ | 7 |
| КР1533ИЕ10 бКО.348.806-27 ТУ | 4 |
| КР1533ЛЛ1 бКО.348.806-40 ТУ | 3 |
| КР537РУ25А бКО.348.532-10 ТУ | 2 |
| КР1533ИР8 бКО.348.806-50 ТУ | 1 |
| КР753РФ6А бКО.348.422-06 ТУ | 2 |
| КР537РУ17 бКО.348.532-17 ТУ | 2 |
| ЭКР1834ВМ86 бКО.348.806-06 ТУ | 1 |
| КР1533ЛИ1 бКО.348.806-13 ТУ | 1 |
| КР1533ЛА4 бКО.348.806-09 ТУ | 1 |
| КР580ВИ53 бКО.348.745-10 ТУ | 1 |
| КР1810ВН59АбК0.348.800-01 ТУ | 1 |
| КР580ВВ51А бКО.348.745-03 ТУ | 1 |
| КР1533ТМ7 бКО.348.806-48 ТУ | 1 |
| КР1533ИД7 бКО.348.806-08 ТУ | 3 |
| КР1533ИЕ2 бКО.348.806-41 ТУ | 1 |
| Соединители СНП221-64 РП31-1 АШДК.434410.063 ТУ | 1 |
| СНП221-64 РП31 АШДК.434410.063 ТУ | 1 |
Всего элементов, подготавливаемых к монтажу таким образом 74.
![]()
4) Коэффициент автоматизации и механизации регулировки и контроля:
 (8.6)
(8.6)
где![]() –число операций контроля и регулировки, выполняемых на полуавтоматических и автоматических стендах;
–число операций контроля и регулировки, выполняемых на полуавтоматических и автоматических стендах;
![]() – общее количество операций контроля и регулировки. Две операции: визуальный контроль и электрический являются обязательными. Если в конструкции имеются регулировочные элементы, то количество операций регулировки увеличивается пропорционально числу элементов. В разрабатываемом устройстве имеются два подстроечных резистора, следовательно, число операций контроля увеличится на два.
– общее количество операций контроля и регулировки. Две операции: визуальный контроль и электрический являются обязательными. Если в конструкции имеются регулировочные элементы, то количество операций регулировки увеличивается пропорционально числу элементов. В разрабатываемом устройстве имеются два подстроечных резистора, следовательно, число операций контроля увеличится на два.
![]()
5) Коэффициент повторяемости ИЭТ:
 (8.7)
(8.7)
где ![]() – количество типоразмеров оригинальных ИЭТ в РЭС. К оригинальным относятся ИЭТ, разработанные и изготовленные впервые по техническим условиям; типоразмер определяется компоновочным размером и стандартом на элемент;
– количество типоразмеров оригинальных ИЭТ в РЭС. К оригинальным относятся ИЭТ, разработанные и изготовленные впервые по техническим условиям; типоразмер определяется компоновочным размером и стандартом на элемент;
![]() – общее количество типоразмеров элементов.
– общее количество типоразмеров элементов.
![]()
6) Коэффициент применения типовых технологических процессов:
 (8.8)
(8.8)
где ![]() и
и ![]() – число деталей и сборочных единиц, изготавливаемых с применением типовых и групповых технологических процессов;
– число деталей и сборочных единиц, изготавливаемых с применением типовых и групповых технологических процессов;
Д и Е – общее число деталей и сборочных единиц В РЭС, кроме крепежа.
![]()
7) Коэффициент повторяемости печатных плат:
 , (8.9)
, (8.9)
где Дтпп - число типоразмеров печатных плат;
Дпп - общее число печатных плат.
![]()
По формуле (8.1.2) рассчитываем комплексный показатель технологичности:
![]()
Так как заданный показатель технологичности 0,8, то можно сказать, что данная конструкция удовлетворяет требованиям технологичности.
Похожие работы
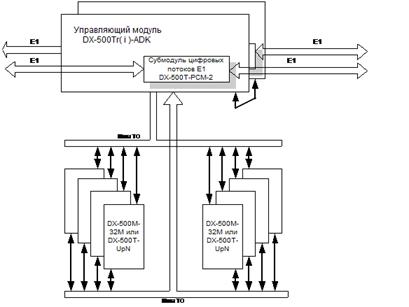
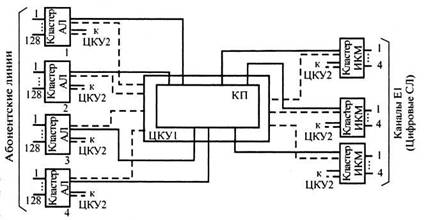
... Входящая междугородняя связь – 4 В сумме количество линий на ГАТС составляет 24, значит нам потребуется организовать 1 поток Е1. 3. Определение объема оборудования Следующим шагом в проектировании цифровой станции является определение объема оборудования. Сначала рассчитаем число субмодулей, далее в расчетах пойдем по возрастающей от количества субмодулей до количества базовых блоков. ...

... 2.1 Особенности концепции учрежденческой автоматической телефонной станции Технический уровень. При проектировании необходимо применение цифровой учрежденческой автоматической телефонной станции (УАТС), построенной на унифицированной архитектуре, обеспечивающую масштабируемость, надежность, простоту обслуживания. УАТС должна обеспечить: масштабируемость; возможность наращивания внутренней ...
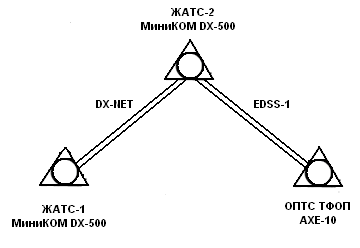
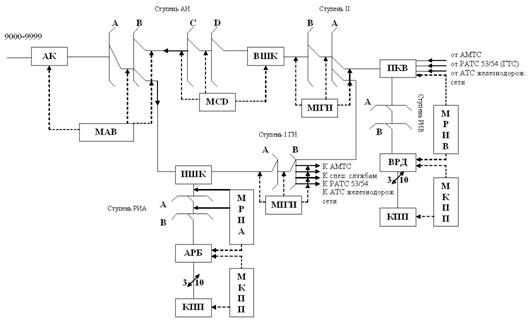
... и ЦСП интегральных сетей связи, позволяющих обеспечить внедрение различных видов и служб электросвязи на единой методологической и технической основе. В данной курсовой работе мы проектируем электронную АТС DX-200 на районированной сети. 1. ПРОЕКТИРОВОЧНЫЙ РАЗДЕЛ 1.1. РАЗРАБОТКА СХЕМЫ ПОСТРОЕНИЯ ГТС Городская телефонная сеть (ГТС) – это совокупность станционных и линейных сооружений, а также ...
... управления. Кроме того, УУ разных модулей обмениваются между собой сообщениями по каналам ОКС-ПД, управляя формированием сигналов управления и процессом установления телефонных соединений. На верхней ступени подсистемы управления станции располагается УУ МТЭ. Это программно-аппаратный комплекс, включающий локальную вычислительную сеть (ЛВС) и коммутатор сообщений, который соединен каналами ОКС ...
0 комментариев