Навигация
Виды производственных структур предприятия
56521
знак
2
таблицы
10
изображений
1.2 Виды производственных структур предприятия
Все многообразие производственных структур предприятия можно объединить на отдельные виды в зависимости от характера производственной деятельности предприятия и организации производственного процесса. Различают три основных вида производственной структуры предприятий: технологическую, предметную, предметно-технологическую. Соответственно различают и основные формы специализации основных цехов предприятий, в зависимости от стадий, в которых происходят производственные процессы: заготовительная, обрабатывающая и сборочная. Соответственно специализация принимает следующие формы: технологическую, предметную, предметно-технологическую[4]:
1. Технологическая структура предполагает четкую технологическую обособленность отдельных видов производств. При такой структуре в цехах выполняется определенная часть технологического процесса, состоящая из нескольких однотипных операций при широкой номенклатуре обрабатываемых деталей. При этом в цехах устанавливается однотипное оборудование, а иногда даже близкое по габаритам. Например, литейное производство, кузнечно-штамповочное, механическое. Здесь производство построено по принципу технологической специализации, когда каждый участок выполняет технологические операции определенного вида (см. рис. 1.2).
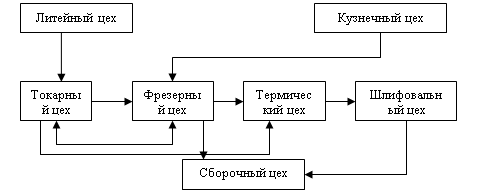
Рис. 1.2 Схема формирования цехов по технологическому принципу
По технологическому принципу формируются в основном цехи на предприятиях единичного и мелкосерийного производства, выпускающие разнообразную и неустойчивую номенклатуру изделий[5].
Предметная структура предполагает специализацию основных цехов предприятия и их участков на изготовлении каждым из них определенного закрепленного за ним изделия или его части (узла, агрегата) или определенной группы деталей. Предметная структура характерна для заводов узкой предметной специализации. Например, на автомобильном заводе могут быть цехи по изготовлению двигателей, шасси, коробок передач, кузовов; на станкостроительном заводе - цехи по выпуску станин, шпинделей, валов, корпусных деталей.
Для цехов с предметной формой специализации характерны разнообразное оборудование и оснастка, но узкая номенклатура деталей или изделий. Оборудование подбирается в соответствии с технологическим процессом и располагается в зависимости от последовательности выполняемых операций, го есть используется принцип прямоточности. Такое формирование цехов характерно для предприятий серийного и массового производства.
Предметная структура позволяет организовать конвейерное производство, расставить оборудование по ходу технологического процесса, применить высокопроизводительное оборудование и компьютерную технологию, которые способствуют сокращению пути движения деталей, упрощают и удешевляют межцеховую транспортировку продукции, способствуют сокращению длительности, производственного цикла.
Технологическая и предметная структура на предприятии в чистом виде используется довольно редко. Чаще всего на многих предприятиях применяют смешанную структуру.
Предметно-технологическая (смешанная) структура характеризуется наличием на одном предприятии основных цехов, организованных и по предметному, и по технологическому принципу. Например, на машиностроительных предприятиях одновременно организуются заготовительные цехи (литейные, кузнечные, прессовые), построенные по технологическому принципу, и сборочные цехи, построенные по предметному принципу
Производственная структура цеха предприятия
Производственный участок представляет собой структурную единицу цеха, которая выделяется в отдельную административную единицу цеха.
Первичным структурным элементом участка является рабочее место. Рабочее место закрепляется за одним рабочим или за бригадой рабочих. Под рабочее место на предприятии выделяется часть производственной площади с находящимися на ней орудиями труда и другими средствами труда, в том числе с инструментами, приспособлениями, устройствами соответственно характеру работ, выполняемых на данном рабочем месте. В основу формирования производственных участков положена технологическая или предметная форма специализации. Производственные участки делятся на две основные группы: основные и вспомогательные. Основные производственные участки создаются по технологическому или предметному принципу.
На участках, организованных по технологическому принципу (или по принципу технологической специализации), выполняются операции определенного вида. Например, в литейном цехе могут быть организованы участки по следующим технологическим направлениям: изготовление стержней, литейных форм, обработка готового литья; в кузнечном цехе могут быть созданы участки по изготовлению кованых заготовок на молотах и прессах, производству термической обработки; в механическом цехе - участки: токарный, револьверный, фрезерный; в сборочном - участки: узловой и окончательной сборки изделий, испытаний их частей и систем, контрольно-испытательный, окраски.
На участках, организованных по принципу предметной специализации, выполняются не отдельные виды операций, а технологические процессы в целом. В итоге на таком участке осуществляется выпуск готовой продукции.
При предметной форме специализации цех разбивается на предметно-замкнутые участки, каждый из которых специализирован на выпуске относительно узкой номенклатуры изделий, имеющих схожие технологические признаки, и реализует законченный цикл их изготовления. Оборудование на этих участках располагается соответственно реализации принципа прямоточности движения закрепленных за участком деталей[6].
Различают три вида предметно-замкнутых участков:
· по производству конструктивно и технологически однородных деталей (например: участки валиков, втулок, фланцев, шестерен и т. п.);
· по производству разнородных деталей, весь технологический процесс изготовления которых состоит из однородных операций и одинакового маршрута (например, участок круглых деталей, участок плоских деталей и т. п.);
· по производству всех деталей узла, подузла мелкой сборочной единицы или всего изделия (применяется некомплектная система оперативного учета, в которой за учетную единицу принимается узловой комплект).
Организация предметно-замкнутых участков обуславливает почти полное отсутствие производственных связей между участками, обеспечивает экономическую целесообразность использования высокопроизводительного специализированного оборудования, позволяет получить минимальную продолжительность производственного цикла изготовления деталей, упрощает управление производством внутри цеха. Вместе с тем существенными недостатками этого способа являются: усложнение путей прохождения деталей в процессе производства, удлинение производственного цикла, рост затрат на внутрипроизводственную транспортировку деталей, усложнение оперативного планирования производства.
Для осуществления производственных процессов создаются предметно-замкнутые участки, охватывающие различные рабочие места. В зависимости от уровня специализации рабочих мест различают несколько способов их предметного сочетания: предметно-групповой, предметно-цепной и предметно-поточный.
Предметно-групповой способ сочетания рабочих мест на участке предполагает объединение различных групп однородного оборудования, необходимых для законченного цикла обработки деталей, которые последовательно обрабатываются партиями на нескольких станках. Этот способ используется при обработке однородных по типу деталей с весьма коротким производственным циклом и технологическим процессом, состоящим из небольшого числа операций[7].
Предметно-групповые участки устраняют недостатки группового сочетания рабочих мест и одновременно в условиях серийного производства сохраняют его преимущество — не требуют перегруппировки рабочих мест при изменении номенклатуры обрабатываемых деталей.
Предметно-цепной способ группировки рабочих мест основан на размещении оборудования по ходу технологического процесса изготовления основных, ведущих деталей — по цепочке. При таком расположении оборудования в качестве ведущих деталей выбирают наиболее трудоемкие или унифицированные. Прочие детали, обрабатываемые на участке, могут иметь при общности технологического процесса с ведущими деталями некоторые отличия в последовательности операций, а следовательно, и некоторые возвратные движения в процессе их обработки. Однако основная группа деталей участка передается со станка на станок в порядке расположения оборудования. Формы сочетания рабочих мест на основе этого способа могут быть различными.
Предметно-поточная группировка характеризуется расположением рабочих мест по ходу технологического процесса обрабатываемой детали или собираемого изделия, причем количество рабочих мест на каждой операции рассчитано таким образом, чтобы их производительность была по возможности строго согласована. Такая группировка применяется для изготовления деталей, а также сборки изделий одного либо нескольких типоразмеров. В зависимости от степени согласования производительности рабочих мест и непрерывности работы существует несколько вариантов предметно-поточной группировки, в том числе два основных — прямоточные и непрерывно-поточные линии.
Наиболее распространенным способом размещения оборудования является линейный.
Важной частью производственной структуры цеха является состав вспомогательных и обслуживающих подразделений. К ним относятся: участок ремонта оборудования и технологической оснастки, участок централизованной заточки инструмента. Эти участки разгружают вспомогательные цехи (ремонтно-механический, инструментальный и др.) от выполнения мелких заказов и срочных работ.
Вспомогательные производственные участки организуются по тем же принципам, что и основные производственные участки. К вспомогательным, относятся участки по текущему ремонту и обслуживанию металлообрабатывающего и энергетического оборудования; инструментально-раздаточный участок; участок транспортного обеспечения, участок по ремонту и поддержанию в рабочем состоянии технологического оснащения предприятия. При централизованной системе организации обслуживания и текущего ремонта на предприятии вспомогательные участки в цехах не создаются.
В состав обслуживающих структурных подразделений цехов основного производства входят: складские помещения (материальные и инструментальные кладовые), внутрицеховой транспорт и пункты для осуществления технического контроля качества продукции, оснащенные контрольно-измерительной техникой.
Для количественного анализа производственной структуры используется широкий круг показателей, характеризующих:
1) размеры производственных подразделений предприятия по величине выпуска продукции, численности работников, стоимости основных производственных фондов, мощности энергетических установок;
2) степень централизации отдельных производств на предприятии, например, отношение объема работ инструментального цеха к общему изготовлению инструментов на заводе;
3) соотношение между основными и вспомогательными подразделениями по численности работников, размеру производственной площади, стоимости основных средств;
4)пропорциональность входящих в состав предприятия производственных подразделений. Пропорциональность определяется соотношением участков, связанных между собой процессом производства, по производственной мощности и трудоемкости. Анализ пропорциональности позволяет выявить «узкие» и «широкие» места, т.е. участки с небольшой и избыточными мощностями;
5) уровень специализации отдельных производственных подразделений, определяемый количеством деталеопераций, производимым на одном рабочем месте;
6) эффективность пространственного размещения предприятия. Ее можно охарактеризовать коэффициентами застройки территории. Определяется отношением площади, занимаемой зданиями, сооружениями и всем оборудованием, к площади всей территории предприятия. Для новых заводов коэффициент использования территорий предусмотрен 0,45-0,55;
7) характер взаимосвязи между подразделениями, определяемый с помощью следующих показателей: количество цехов, через которые проходит предмет труда до превращения его в готовый продукт, протяженность транспортных маршрутов движения полуфабрикатов, грузооборот между цехами.
Таким образом, структура производства представляет собой соотношение между различными ступенями и звеньями производства, по формам их связи, в их общем объеме. Наиболее распространенным способом размещения оборудования является линейный. Все многообразие производственных структур предприятия можно объединить на отдельные виды в зависимости от характера производственной деятельности предприятия и организации производственного процесса. Различают три основных вида производственной структуры предприятий: технологическую, предметную, предметно-технологическую и основные формы специализации основных цехов предприятий, в зависимости от стадий, в которых происходят производственные процессы: заготовительная, обрабатывающая и сборочная. Поэтому, специализация принимает следующие формы: технологическую, предметную, предметно-технологическую.
Похожие работы
... , а, в конечном счете, и рентабельность производства. Данные моменты необходимо учесть при разработке мероприятий по совершенствованию существующей производственной структуры СПК "Клемятино". ГЛАВА 3. ОБОСНОВАНИЕ РАЦИОНАЛЬНОЙ ПРОИЗВОДСТВЕННОЙ СТРУКТУРЫ СПК "КЛЕМЯТИНО" 3.1 Улучшение организации воспроизводства стада Совершенствование производственной структуры зависит от многих условий и ...
... . Глава III. Совершенствования производственной структуры предприятия и эффективность предлагаемых мероприятий 3.1. Основные пути совершенствования производственной структуры предприятия Совершенствование производственной структуры предприятия является важнейшей предпосылкой ускорения технического перевооружения, рационализации его организации, интенсификации и ускорения процесса ...
... , как правило, характеризуется весьма развитой структурой, содержащей множество различных специализированных цехов, служб, хозяйств. Отличительным признаком современного развития производственной структуры предприятия является широкое распространение автоматических поточных линий в цехах основного производства, объединяющие комплексы автоматически работающих агрегатных станков и станков- ...
... (при производстве витаминизированного молока); — розлив, упаковывание, маркирование; — хранение и транспортирование. 3. Мероприятия по повышению эффективности производственно-хозяйственной деятельности предприятия 3.1 Выбор и обоснование стратегии развития ОАО «Смолевичский молочный завод» В рыночной экономике ОАО «Смолевичский молочный завод», руководствуясь ...
0 комментариев