Навигация
ОПРЕДЕЛЕНИЕ ПОТРЕБНОГО КОЛИЧЕСТВА ОБОРУДОВАНИЯ
13050
знаков
5
таблиц
0
изображений
3. ОПРЕДЕЛЕНИЕ ПОТРЕБНОГО КОЛИЧЕСТВА ОБОРУДОВАНИЯ
3.1 Расчет трудоёмкости годового объёма работ на участке
Трудоёмкость годового объёма работ на участке механического цеха определяется как:
где Тобщ дет - годовая трудоёмкость изготовления программы заданной детали, ч.;
Тобщ уч - годовая трудоёмкость работ на участке, ч.


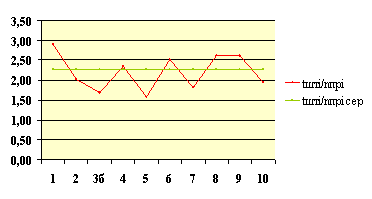
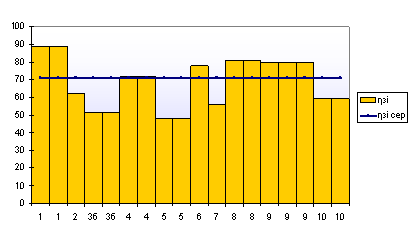
3.2 Расчёт потребного количества технологического оборудования и коэффициента его загрузки
Число станков (Ср), необходимых для обработки деталей, включённых в годовую программу, определяется по трудоёмкости годовой программы на каждой операции (Тдет) и фонду времени (Фд.о) работы станка.
 ;
;
Так как станков не может быть дробное число, то принимаем Спр = станка. Средний коэффициент загрузки оборудования (Кз.об)на участке технологического процесса определяется по формуле:
где Срi - расчётное количество станков на каждой операции технологического процесса, шт.;
Спр i - принятое количество станков на каждой операции, которое получается путем округления Срi до целого числа в большую сторону, шт.
 ;
;



Свод результатов:
Таблица 3.2
| № опер. | Ср | Спр. | Кз.о. |
| 005 | 1,02 | 1 | 1,02 |
| 010 | 0,18 | 1 | 0,18 |
| 015 | 0,41 | 1 | 0,41 |
| 020 | 0,2 | 1 | 0,2 |
| 025 | 0,39 | 1 | 0,39 |
| 030 | 0,55 | 1 | 0,55 |
| 035 | 0,23 | 1 | 0,23 |
| 040 | 0,45 | 1 | 0,45 |
| 045 | 0,68 | 1 | 0,68 |
Похожие работы
... где Э - годовой экономический эффект, Збааз, Зпр – приведенные затраты по базовому и проектируемому вариантам. Э = 3145152,35-2168519,63=976632,72. ЗАКЛЮЧЕНИЕ В представленной выше курсовой работе была спроектирована переменно-поточная линия для обработки деталей. Исходя из задания, были выбраны количество станков, рассчитан необходимый производственный персонал, для непрерывности производ
... 1 0,3 1 050 Контрольная 0,45 1 0,563 1 070 Агрегатная 0,7 1 0,875 1 080 Шлифовальная 0,64 1 0,8 1 090 Моечная 0,32 1 0,4 1 100 Контрольная 0,54 1 0,675 1 Разработка планировки участка механической обработки Разработку планировки участка механической обработки будем вести по рекомендациям [1], [2]. Планировку выполним в масштабе 1: 100. на планировке ...





... 86,5 7 400 000 8770000 9460000 Примечание: Затраты на транспортировку и монтаж станков в среднем 15% от его стоимости. 5.2 Разработка плана расположения оборудования на участке Участок механической обработки детали «Стакан» располагается в пролете шириной 12 м и шагом колонн 6 м. Так как производство среднесерийное, то планировку участка осуществляем по порядку технологических операций, ...
... числовое значение списочного номера студента. Трудоёмкость изготовления детали получена путём суммирования показателей трудоёмкости каждой операции. 2. ПРОЕКТироВАНие ПОТОчнОй ЛиНии МЕХАНической ОБРаБотКИ ДЕТАЛи 2.1. Особенности и преимущества поточного производства Поточное производство – это производство, при котором станки располагаются в последовательности технологических ...
0 комментариев