Исходные данные
ПРОЕКТироВАНие ПОТОчнОй ЛиНии МЕХАНической ОБРаБотКИ ДЕТАЛи
Выбор оборудования
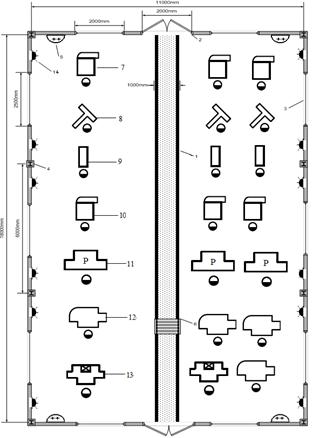
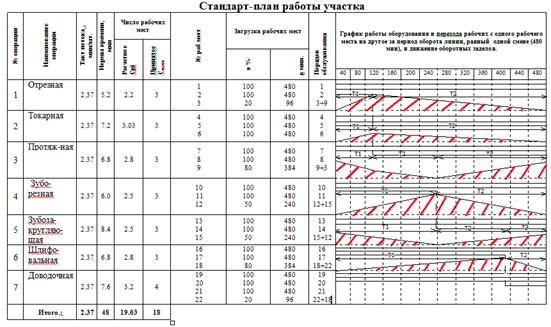
Планирование поточной линии
Технологический задел
Расчёт основных и оборотных средств участка
Расчёт численности вспомогательных рабочих
Расчёт сметы затрат на содержание и эксплуатацию оборудования
Амортизационные отчисления
Затраты на пар для отопления
Калькуляция себестоимости и цены детали
Расчёт технико-экономических показателей участка (поточной линии)
Навигация
Проектирование поточной линии механической обработки детали и расчёт её технико-экономических показателей
Проектирование поточной линии механической обработки детали и расчёт её технико-экономических показателей
59924
знака
27
таблиц
4
изображения
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ «ХАРЬКОВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ»
Кафедра организации производства и управления персоналом
КУРСОВАЯ РАБОТА
по организации производства
на тему: «Проектирование поточной линии механической обработки детали и расчёт её технико-экономических показателей»
Проверила:
Выполнил:
Группа
Харьков-2007
содержание Введение 1. Исходные данные 2. Проектирование поточной линии механической обработки детали 2.1. Особенности и преимущества поточного производства 2.2. Расчёт такта (τ) поточной линии 2.3. Расчёт количества оборудования, его загрузки и степени синхронизации операций технологического процесса 2.4.Выбор оборудования 2.5. Планирование поточной линии 2.6. Построение графика-регламента работы поточной линии 2.7.Расчёт заделов на поточной линии 2.7.1.Технологический задел 2.7.2.Транспортный задел 2.7.3.Страховой задел 2.8.Расчёт основных и оборотных средств участка 2.9.Расчёт амортизационного фонда участка 2.10.Расчёт штатов поточной линии 2.10.1.Расчёт численности основных рабочих 2.10.2.Расчёт численности вспомогательных рабочих 2.10.3.Расчёт численности служащих 2.10.4.Расчёт фонда заработной платы 2.11.Расчёт сметы затрат на содержание и эксплуатацию оборудования 2.11.1.Затраты на электроэнергию 2.11.2.Затраты на сжатый воздух для промышленных потребностей 2.11.3.Затраты на воду для технологических потребностей 2.11.4.Затраты на содержание оборудования 2.11.5.Затраты на плановые тоир 2.11.6.Стоимость вспомогательных материалов 2.11.7.Амортизационные отчисления 2.11.8.Износ малоценного инструмента, инвентаря, приспособлений 2.12.Расчёт сметы общепроизводственных расходов 2.12.1.Затраты, связанные с управлением производством 2.12.2.Затраты на электроэнергию и освещение 2.12.3.Затраты на пар для отопления 2.12.4.Затраты на ремонт зданий, сооружений и передаточных устройств 2.12.5. Затраты на амортизацию зданий, сооружений, передаточных устройств 2.12.6.Затраты на охрану труда и технику безопасности 2.12.7.Затраты по изобретательству и рационализации 2.12.8.Другие затраты 2.13.Калькуляция себестоимости и цены детали 3.Расчёт технико-экономических показателей участка (поточной линии) Заключение Список источников информации Приложение А
введение
Поточное производство – экономически целесообразная форма организации процесса изготовления изделий и входящих в них элементов. Основными признаками поточного производства являются прямолинейность (прямоточность), непрерывность, параллельность, пропорциональность, ритмичность и гибкость.
Поточное производство является наиболее экономически целесообразной и конкурентоспособной формой организации процессов изготовления изделий и входящих в них элементов.
Это предопределяется:
1) высоким техническим и opганизационно-экономическим уровнем поточных пиний, комплектуемых из машин и оборудования с ЧПУ. промышленные роботов, обрабатывающих центров, модулей, средств автоматического регулирования и управления;
2) применением прогрессивных технологий, сберегающих материальные, энергетические, трудовые и другие ресурсы:
3) высоким качеством изготовляемых изделий и сравнительно меньшими издержками на их производство;
4) организационно-экономическими решениями.
Выбор организационных форм поточных линий определяется тактом работы линии, степенью синхронизации операций технологического процесса, уровнем загрузки рабочих мест на линии.
Из основных проблем можно назвать такие, как моральный и физический износ станочного парка; устаревание технологических линий; отсутствие средств на инновации; отсутствие подготовленных кадров для работы на высокотехнологичном оборудовании; отсутствие политической и экономической стабильности, мешающее стабильной работе программ по активному внедрению достижений НТП.
На современном этапе при стремительном развитии научно-технического прогресса, производство также меняется. При внедрении в производство новых станков, меняется подход и к организации поточных линий. Теперь для обслуживания некоторых станков нет необходимости в найме работников для каждого станка, новые станки могут осуществлять по нескольку операций, не меняя расположения заготовок, а транспортировка заготовок от станка к станку может производиться при помощи высокотехнологичных роботов без участия человека и специальной транспортной техники. Но к сожалению внедрение таких высокотехнологичных поточных линий является крайне дорогостоящим. Большинство действующих в Харькове и Украине заводов всё ещё не могут позволить себе внедрение таких линий без дополнительных финансовых вливаний.
Поэтому, большая часть производства происходит на устаревших поточных линиях. Для такого случая и адаптированы расчёты, которые будут производиться в данном курсовом проекте. Целью его, таким образом, является проектирование поточной линии механической обработки детали и расчёт её технико-экономических показателей. Основными задачами будут следующие:
· проектирование поточной линии;
· выбор оборудования;
· расчёт технико-экономических показателей участка.
Похожие работы


... изготовлением ограниченной номенклатуры деталей партиями, повторяющимися через определенные промежутки времени. Это позволяет использовать наряду с универсальным специальное оборудование. При проектировании технологических процессов предусматривают порядок выполнения и оснастку каждой операции. Для организации серийного производства характерны следующие черты. Цехи, как правило, имеют в своем ...





... нам необходимо придерживаться принципа сохранения баз для получения детали большей точности и исключение погрешностей переустановки. 2.6. Разработка технологического маршрута обработки детали В условиях производства разработка технологических процессов изготовления деталей производится с учетом технического и экономического принципов. В соответствии с техническим принципом проектируемый ...
... С2,…,Сm – число рабочих мест по операции. Следовательно, для изготовления шестерни необходимо применить однопредметную прерывно-поточную линию (ОППЛ). 2. Расчёт календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту ( ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев