Навигация
Проектирование станочного приспособления
14508
знаков
0
таблиц
1
изображение
ВВЕДЕНИЕ
Интенсификация производства в машиностроении неразрывно связано с техническим перевооружением и модернизацией средств производства на базе применения новейших достижений науки и техники. Техническое перевооружение, подготовка производства новых видов продукции машиностроения и модернизация средств производства неизбежно включают процессы проектирования средств технологического оснащения и их изготовления.
В общем объеме средств технологического оснащения примерно 50 % составляют станочные приспособления. Применение станочных приспособлений позволяет:
1) надежно базировать и закреплять обрабатываемую деталь с сохранением её жесткости в процессе обработки;
2) стабильно обеспечивать высокое качество обрабатываемых деталей при минимальной зависимости качества от квалификации рабочего;
3) повысить производительность и облегчить условия труда рабочего в результате механизации приспособлений;
4) расширить технологические возможности используемого оборудования.
Экономическая целесообразность выбора и применения станочных приспособлений в любом производстве, особенно в серийном и массовом определяется их окупаемостью. Все затраты на оснащение производства приспособлениями должны быть компенсированы за счет снижения производственных затрат.
В зависимости от вида производства (единичное, серийное, массовое), технологических требований, конфигурации обрабатываемых заготовок, их размеров, условий применения технический уровень и структура станочных приспособлений различны. Для массового производства и крупносерийного производства в большинстве случаев применяют специальные станочные приспособления. Специальные станочные приспособления имеют одноцелевое назначение для выполнения определенных операций механической обработки конкретной детали. Эти приспособления наиболее трудоемки и дороги при исполнении. В условиях единичного и мелкосерийного производства широкое распространение получила система универсально сборных приспособлений, основанная на использовании стандартных узлов и деталей. Этот вид приспособлений более мобилен в части подготовки производства и не требует значительных затрат.
2. ОБЩИЙ РАЗДЕЛ
2.1 Назначение, устройство и принцип работы проектируемого приспособления
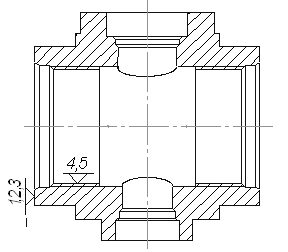
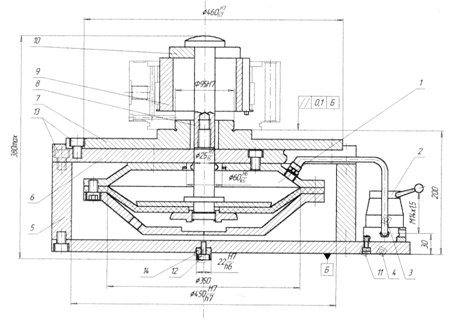
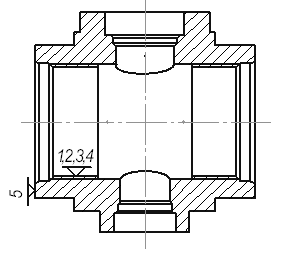
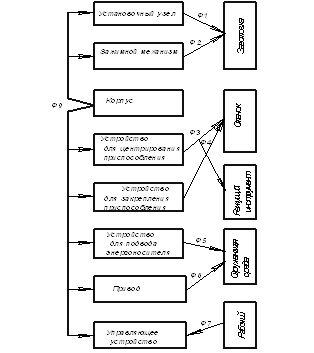
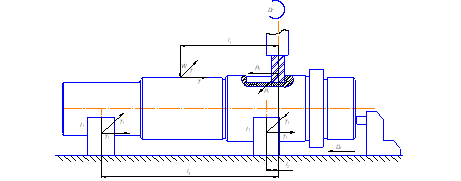
Проектируемое приспособление предназначено для надежного закрепления и базирования заготовки при выполнении операции «Сверление поперечного отверстия». Приспособление состоит из корпуса, опорных поверхностей, прижима, механизма передачи усилия и источника усилия. Так как тип производства – серийный, приспособление будет иметь ручной привод исполнительного механизма. Механизм передачи усилия – эксцентриковый.
Принцип работы: Заготовка устанавливается в на призмы приспособления. Со стороны исполнительного размера 28+/- 0,42 мм имеется упор, для обеспечения размера расположения отверстия от торца заготовки до оси отверстия с другой стороны имеется подпружиненный упор. Усилие пружины должно обеспечивать гарантированный прижим заготовки к противоположному упору. Поворотом рукоятки привода прижима, за счет эксцентрика тяга опускается вниз. Прижим при опускании ползуном копирует кривой паз в направляющей, чем обеспечивает поворот прижима в рабочее положение. Прижим непосредственно воздействует на заготовку, обеспечивая её неподвижность при обработке поверхностей и стабильность установки каждой детали. При повороте рукоятки в другом направлении, тяга поднимается за подпружиненным прижимом, за счет кривого паза и ползуна прижим поворачивается, обеспечивая удобство доступа к заготовке.
2.2 Разработка схемы базирования заготовки в приспособлении
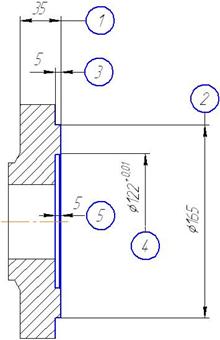
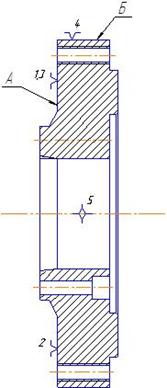
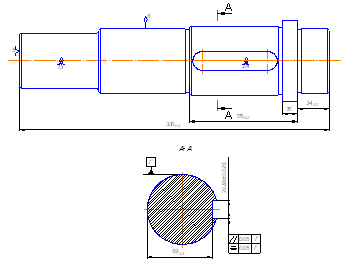
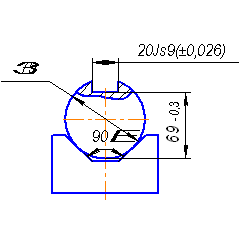
Так как заготовка имеет цилиндрическую форму, (шлицы и шпоночный паз, на момент выполнения операции сверления поперечного отверстия не сформированы, произведена черновая обработка цилиндрических поверхностей) наиболее целесообразно применение призм для базирования заготовки. Призмы расположим на расстоянии 50 мм от торца противоположного от обрабатываемого отверстия, Вторую призму расположим на расстоянии 250 мм от первой. Таким расположением призм обеспечивается базирование заготовки на поверхности одного диаметра, обработанного за один переход, без переустановок. Для исключения перемещения заготовки вдоль оси, с торца заготовки устанавливаем упор. Для обеспечения надежной фиксации прижим будем осуществлять посередине между призмами сверху вниз.
2.3 Расчет погрешности базирования
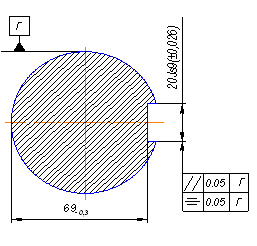
Погрешность базирования в призмах возможна только в вертикальной плоскости из-за отклонений по размеру диаметра. Так как заготовка устанавливается в призмы на одной и той же поверхности и полученной за один переход, а в обработка ведется в вертикальной плоскости такая погрешность не влияет на точность расположения отверстия относительно оси заготовки.
Произведем расчет погрешности базирования отверстия относительно торца заготовки по размеру 28 +/- 0,42 мм.
Точность сверления в кондукторах обусловлена следующими основными факторами:
· Величиной зазора в посадочном отверстии сменной рабочей втулки Dвн – Dсм;
· Величиной зазора в направляющем отверстии рабочей втулки под сверло dвн – dсв;
· Эксцентриситетом рабочей втулки εрб;
· Глубиной сверления b;
· Длиной направляющего отверстия рабочей втулки l;
· Расстоянием между нижним торцом рабочей втулки и заготовкой h;
![]() ; где
; где
yLизд – допуск на размер детали;
y’ – предельное отклонение размеров кондуктора: для кондукторов нормальной точности y’ =
Похожие работы
... усовершенствована методика их расчета, разработаны различные приводы с элементами, повысившими их эксплуатационную надежность.1. Проектирование станочного приспособления 1.1. Техническое задание Спроектировать установочно-зажимное приспособление под детали типа "Валы" для операции сверление отверстия на вертикально-сверлильном станке модели 2Н118А в условиях серийного производства; - ...
... представлено для максимального момента Мз: М3 х К=f x W x C Откуда сила закрепления: Н Сила закрепления - максимальная из определенных выше W = 33850Н В качестве привода станочного приспособления выбираем мембранную пневмокамеру одностороннего действия с резиновой мембраной 8 Расчет детали на прочность Рассчитываю на прочность деталь шток, на которую одета прижимная шайба.Диаметр ...
... ГОСТ 4543-71 д, % , % КСИ, HRC HB 490 600 16 45 59 - 212-248 1.2 Технологический процесс изготовления детали (маршрутный) Деталь обрабатывается на операциях: 010 Токарная операция 020 Токарная операция 030 Токарная операция 040 Фрезерная операция 050 Сверлильная операция 1.3 Описание технологической операции 020 Токарная операция ...
... полость гидроцилиндра, толкатель отходит назад, тянет за собой прихват и отжимает вал. Заключение В результате проделанной работы нами разработано приспособление для обработки шпоночных пазов на вертикально - фрезерном станке 6Р12. Простота конструкции, использование типовых и стандартных деталей и узлов существенно облегчает изготовление приспособление, а использование гидравлического ...
0 комментариев