Навигация
Проектирование технологического процесса механической обработки ступенчатого вала
16261
знак
4
таблицы
7
изображений
Государственное образовательное учреждение
высшего профессионального образования
Московский государственный индустриальный университет
(ГОУ МГИУ)
Кафедра ИДО № 74 «Естественнонаучных и инженерно-технических дисциплин»
Курсовой проект
По дисциплине «Технологическое машиностроение»
на тему ««Проектирование технологического процесса механической обработки ступенчатого вала»
№ зачетной книжки № 07-3955-57 Задания № 55
Выполнил: студент группы №Ах07Э22п
Ф. И.О. студента: Бирюкова Е.К.
Проверил:
Султан-заде Назим Музаффар-аглы
Москва 2010
Оглавление
Введение
1. Служебное назначение изделия
2. Анализ технологичности конструкции изделия
3. Определение типа и организационной формы производства
4. Выбор способа получения заготовки
5. Выбор маршрута механической обработки
6. Выбор технологических баз
7. Выбор технологического оборудования, оснастки и средств автоматизации
8. Выбор припусков на механическую обработку
9. Расчет режимов резания и норм времени
10. Маршрутная технологическая карта
11. Эффективность предлагаемого технологического процесса
Литература
Введение
В настоящее время важно качественно, дешево и в заданные плановые сроки с минимальными затратами труда изготовить деталь, машину в целом, применив современное высокопроизводительное оборудование, инструмент, технологическую оснастку, средства механизации и автоматизации производства. От принятой технологии производства во многом зависит долговечность и надежность работы выпускаемой машины, а также экономичность ее эксплуатации.
Совершенствование технологического процесса изготовления детали и машины в целом способствует конструированию и использованию более совершенных машин, снижение их себестоимости, уменьшению затрат труда на их изготовление.
Совершенствование конструкций машин характеризуется ее, в соответствии современному уровню техники, экономичностью в эксплуатации, а также тем, в какой мере учтены возможности использования наиболее экономичных и производительных технологических методов ее изготовления, применительно к заданному выпуску и условиям производства.
Задание
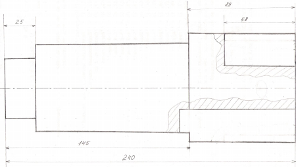
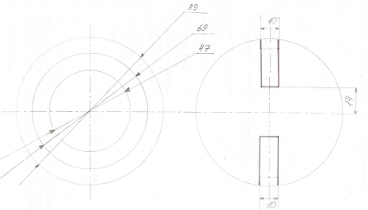
Марка стали 45Х, твердость НВ 229, годовая программа выпуска N=1500, L=240-0,46, l1=145-0,4, l2=48-0,25, l3=14-0,18, l4=25-0,21, l5=58-0,30,
l6=89 -0,35, l7=39-0,25, l8=54-0,30, d1=86-0,035, d2=69-0,03, d3=47-0,025, h1=10+0,15, h2=10+0,15, ![]() ,
, ![]() .
.
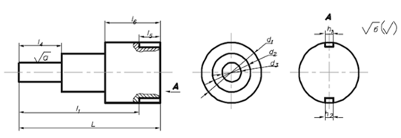
Рис. 1. Схема вала с данными задания.
1. Служебное назначение изделия
По конструктивным и технологическим признакам деталь относится к классу «Валы».
Служебное назначение ступенчатых валов – передача вращательных движений.
У цилиндра на максимальной окружности имеются две опорные шейки. Деталь не подвергается термической обработке (НВ 185…229). Фаски по поверхностям не предусмотрены, следовательно острые кромки следует притупить.
2. Анализ технологичности конструкции изделия
Для приведенного на рис. 1.1 вала можно сделать вывод его технологичности на следующих основаниях:
- вал достаточно жесткий (равножесткий) (l/d < 12);
- простая конфигурация детали облегчает выбор исходной заготовки;
- расположение шеек (ступеней) удобное для обработки;
- не имеет труднодоступных поверхностей;
- возможно применение стандартного отечественного оборудования режущего и измерительного инструмента;
- удобные базирующие поверхности при фрезеровании шпоночного паза и обточке вала (наружные поверхности шеек и торец, при токарной обработке – центровые отверстия и торец);
- шпоночные пазы открытые, легко доступные, размеры заданы от торца (базового торца);
- отсутствие термической обработки упрощает технологический процесс обработки;
- могут быть использованы стандартные зажимные приспособления на всех технологических операциях;
- контроль заданных параметров вала может осуществляться стандартными контрольно-измерительными приборами.
3. Определение типа и организационной формы производства
Ориентировочно тип производства можно определить по табл. 1.1.
Таблица 1.1.
| Тип производства | Годовой объем выпуска деталей в штуках | ||
| Тяжелые (масса свыше 500 кг) | Средние (масса от 30 до 500 кг) | Легкие (масса до 30 кг) | |
| Единичное Мелкосерийное Среднесерийное Крупносерийное Массовое | До 5 5-100 100-300 300-1000 Свыше 1000 | До 10 10-200 200-500 500-5000 Свыше 5000 | До 100 100-500 500-5000 5000-50000 Свыше 50000 |
Тип производства можно установить по коэффициенту серийности (Кс)
![]()
где tв – такт выпуска;
Тшт ср – среднее штучное время.
![]()
Величина такта выпуска рассчитывается по формуле:
![]() (мин/шт),
(мин/шт),
где Fд – действительный годовой фонд времени работы оборудования (2070 час/смену);
N – годовая программа выпуска деталей.
![]()
Обычно считается, что коэффициент серийности определяет количество различных операций по обработке детали, закрепленных за одним станком в течении года: для массового производства Кс=1…2, для крупносерийного Кс=2…10, для серийного Кс=10…20, для мелкосерийного и индивидуального Кс>20.
Т. к. Кс=23,66 наше производство является мелкосерийным.
Для единичного и мелкосерийного производства обычно применяется непоточная форма производства.
Похожие работы

... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...
... выбора технологического оснащения В состав технологического оснащения входит оборудование и технологическая оснастка – установочные приспособления, режущий, мерительный и вспомогательный инструменты. Выбор станочного оборудования является одной из важнейших задач при разработке техпроцесса механической обработки заготовки. От правильности его выбора зависит производительность изготовления ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...
0 комментариев