Навигация
Маршрутная технологическая карта
16261
знак
4
таблицы
7
изображений
10. Маршрутная технологическая карта
Таблица 10.1
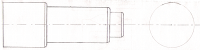
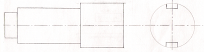
Маршрутный план обработки ступенчатого вала на автоматизированной линии.
| № операции | Наименование и содержание | Оборудование | Приспособление | Инструмент | Схема базирования детали | ||
| Вспомогательный | Режущий | Контрольно-измерительный | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 05 | Фрезерно-центровальная. Фрезеровать торцы начисто и зацентровать с 2 сторон | Фрезерно-центровальный полуавтомат Мод. МР-71 | Тиски (принадлежности станка) | 2 оправки для торцевых фрез; 2 сверлильных патрона | 2 торцевые фрезы; 2 центровочных сверла | Линейка, штангенциркуль |
|
| 10 | Автоматная токарная. Обточить длинную часть вала начерно | Токарный многорезцовый полуавтомат мод. 1А730 | Поводковый патрон с плавающим центром; возвращающийся в центр | Стойка для крепления резцов на суппорте | 2 токарных проходных упорных резца и токарный прямой проходной резец | Предельные скобы для диаметральных реальных размеров; штангенциркуль для линейных размеров |
|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 15 | Токарно-винторезная. Обточить короткую часть вала начерно | Токарно-винторезный станок мод. 16К20 | Центр жесткий; поводок; центр вращающийся | Токарный проходной упорный резец | Предельная скоба для диаметрального размера; штангенциркуль для линейного размера |
| |
| 20 | Токарно-внторезная. Обточить короткую часть вала начисто | Токарно-винторезный станок мод. 16К20 | Центр жесткий; поводок; центр вращающийся | Токарный проходной упорный резец. Резец канавочный | Предельная скоба для диаметрального размера; штангенциркуль для линейного размера |
| |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 25 | Автоматная токарная. Обточить длинную часть вала начисто | Токарно-многорезцовый полуавтомат мод. 1А730 | Поводковый патрон с плавающим центром, вращающийся центр | Стойки для крепления резцов на суппортах | 2 токарных проходных упорных резца; токарный проходной резец; 2 канавочных резца | Предельная скоба для диаметрального размера; штангенциркуль для линейного размера |
|
| 30 | Горизонтально-фрезерная. Фрезеровать шпоночный паз на короткой части вала | Горизонтально-фрезерный станок, мод. 6М82Г | Специальное пневматическое тисочного типа | Оправка для фрезы | Фреза дисковая трехсторонняя | Калибр пазовый; шаблон |
|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 35 | Горизонтально-фрезерная. Фрезеровать шпоночный паз на длинной части вала | Горизонтально-фрезерный станок, мод. 6М82Г | Специальное пневматическое тисочного типа | Оправка для фрезы | Фреза дисковая трехсторонняя | Калибр пазовый; шаблон |
|



11. Эффективность предлагаемого технологического процесса
Предложенный в работе технологический процесс полностью отвечает поставленным требованиям для заданной программы выпуска деталей. Он является экономически выгодным при мелкосерийном производстве.
Литература
1. Аверьянов О.И., Клепиков В.В. «Режущий инструмент» Учебное пособие. М: МГИУ, 2007, 144 с.
2. Горбацевич А.Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения:- 4-е изд., перераб. и доп.- Выш. школа, 1983, ил.
3. Гжиров Р.И. Краткий справочник конструктора: Справочник - М.: Машиностроение, Ленинград, 1983год.
4. Клепиков В.В., Порошин В.В., Голов В.А. «Качество изделий» Учебное пособие. М: МГИУ , 288с.
5. Михайлов А.В. Методическое указание «Определение операционных размеров механической обработки в условиях серийного производства» Тольятти, 1992год.
6. «Основы технологии машиностроения» Учебник. М: Машиностроение «станки» Колесов И.М. 1997, 592 с.
7. «Основы автоматизации машино-строительного производства» Учебник. Издание 3-е. Под редакцией Ю.М. Солоницева М: Высшая школа 2001, 312с.
8. «Проектирование технологий машиностроения на ЭВМ» Учебник. Под редакцией О.В. Таратынова М: МГИУ, 2006, 5/9 с.
9. Справочник технолога машиностроителя./ Под редакцией А.Г. Косиловой, Р. К. Мещерякова. – М .: Машиностроение, 1985.- Т.1,2.
10. Справочник конструктора-машиностроителя/ Анурьев В.И., - М.: Машиностроение, 2001. – Т.1,2,3.
11. Таратынов О.В., Клепиков В.В., Ашкиназий Я.М. «Проектирование гибких технологических систем с применением ЭВМ» Учебное пособие. М:МГИУ, 2006, 118 с.
12. «Технология машиностроения» Учебник в 2х томах. Под редакцией А.М. Дальского М:МГТУ им Н.Э. Баумана, 1997, 564 с.
Похожие работы

... масса заданной детали равна 2,5 кг при годовом объеме выпуска деталей 500 штук, можно сделать вывод, что данный тип производства относится к мелкосерийному. 2 Разработка технологического процесса обработки детали 2.1 Выбор типового технологического процесса Рис. 1 Таблица 3 – План обработки Номер операции Название и переходы операции Типовой технологический процесс Принятый ...
... выбора технологического оснащения В состав технологического оснащения входит оборудование и технологическая оснастка – установочные приспособления, режущий, мерительный и вспомогательный инструменты. Выбор станочного оборудования является одной из важнейших задач при разработке техпроцесса механической обработки заготовки. От правильности его выбора зависит производительность изготовления ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
... -экономическое сравнение двух вариантов технологического процесса На основе информации, предоставленной в базовом и предлагаемом вариантах технологических процессов, осуществляем их технико-экономическое сравнение, руководствуясь методикой, изложенной в пособии [51, с.95-120] Механическая обработка детали типа «Фланец» переводится с горизонтально-фрезерного станка 6Р82 на фрезерный станок с ЧПУ ...
0 комментариев