Навигация
Преимущества и недостатки сватки трением
29899
знаков
0
таблиц
3
изображения
2.3 Преимущества и недостатки сватки трением
Преимущества
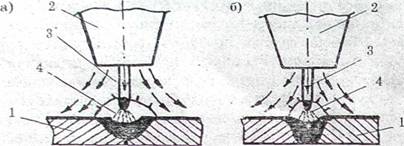
Строго локализованное тепловыделение в приповерхностных слоях деталей при сварке трением является главной особенностью этого процесса, предопределяющей его энергетические и технологические преимущества, к которым в первую очередь относят: высокую производительность. Объем тонкого слоя нагреваемого металла настолько незначителен, что весь цикл его нагрева обычно укладывается в весьма малый промежуток времени — от нескольких секунд до 30 секунд (в зависимости от свойств материала и размеров сечения свариваемых деталей); это определяет высокую производительность процесса сварки трением; конкурировать с нею в этом отношении может лишь электрическая контактная стыковая сварка. Высокие энергетические показатели процесса. Локальное генерирование тепла и малые объемы нагреваемого при сварке трением металла обусловливают весьма высокий коэффициент полезного действия процесса сварки трением; расход энергии и мощности при сварке трением в 5—10 раз меньше, чем, например, при электрической контактной сварке встык (рис. 37).
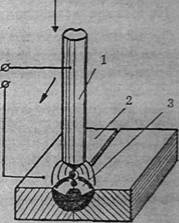
Высокое качество сварного соединения. При правильно выбранном режиме сварки металл стыка и прилегающих к нему зон обладает прочностью и пластичностью, не меньшими, чем основной металл соединяемых деталей; стык свободен от пор, раковин, различного рода инородных включений и других макропороков, а металл стыка и зон термического влияния в результате ударного термомеханического воздействия (быстрые нагрев и охлаждение в присутствии больших — в несколько сотен атмосфер — давлений), по своему характеру близкого к режимам термомеханической обработки металлов, приобретает равноосную и сильно измельченную структуру (рис. 38).
Стабильность качества сварных соединений. Детали, сваренные трением при одном и том же режиме, отличаются повторяемостью механических свойств; варьирование временного сопротивления, угла изгиба, величины ударной вязкости и других показателей в партии деталей, сваренных на неизменном режиме, не превышает 7—10%. Это позволяет обоснованно применять выборочный контроль качества партии деталей, что особенно важно при отсутствии в настоящее время простых, надежных и дешевых методов неразрушающего контроля стыковых соединений, пригодных для использования в условиях сварочных цехов. Независимость качества сварных соединений от чистоты их поверхности. При сварке трением нет необходимости в зачистке перед началом процесса вводимых в контакт поверхностей; в отличие, например, от контактной сварки боковые поверхности деталей также могут оставаться неочищенными, что в значительной мере экономит время вспомогательных операций. Возможность сварки металлов и сплавов в различных сочетаниях. Процесс сварки трением позволяет выполнять прочные соединения не только одноименных, но и разноименных металлов и сплавов, причем даже таких, которые другими способами сварки либо вовсе не получаются, либо их получение сопряжено с большими трудностями. Изучены и освоены в промышленном производстве такие, например, сочетания разноименных материалов, как алюминий со сталью, медь со сталью, титан с алюминием, медь с алюминием и другие. Гигиеничность процесса. Сварку трением от других видов сварки выгодно отличает гигиеничность процесса: отсутствие ультрафиолетового излучения, вредных газовых выделений и горячих брызг металла. Простота механизации и автоматизации. Сварку трением выполняют на специальных машинах; основные параметры процесса сравнительно легко программируются, и, как правило, все оборудование представляет собой либо полуавтоматы с минимальным использованием ручного труда, либо автоматы, работа которых протекает без участия человека.
Недостатки
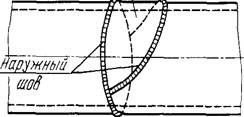
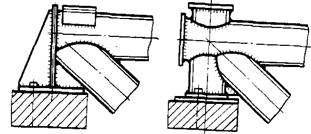
Сварка трением не является универсальным процессом. С ее помощью могут осуществляться соединения лишь таких пар деталей, из которых хотя бы одна является телом вращения (круглый стержень или труба), ось которого совпадает с осью вращения; при этом другая деталь может быть произвольной формы, но должна иметь плоскую поверхность, к которой приваривается первая деталь. Этот недостаток, однако, несущественно ограничивает применяемость сварки трением; анализ характера производства показывает, что в машиностроительных отраслях промышленности количество деталей круглого сечения составляет до 50—70% от общего числа свариваемых деталей. Некоторая громоздкость оборудования, в результате чего процесс не может быть мобильным; процесс осуществим лишь при условии подачи заготовок, подлежащих сварке, к машине (приварка малых деталей к массивным конструкциям с помощью переносных машин исключается). Искривление волокон текстуры проката в зоне пластического деформирования — волокна близ стыка располагаются в радиальных направлениях и выходят на наружную (боковую) поверхность сваренной детали. В деталях, работающих в условиях динамических нагрузок, стык с таким расположением волокон может оказаться очагом усталостного разрушения, а в других деталях, работающих в агрессивных средах, — очагом коррозии. Лучшим средством предотвращения указанных дефектов является сохранение на детали грата. Другие средства борьбы с этими нежелательными явлениями могут значительно увеличить стоимость изготовления детали. Следует также указать на неудобства, связанные с необходимостью съема грата, когда это по конструктивным соображениям оказывается необходимым. На это затрачивается добавочное время либо на сварочной машине, либо на отдельном рабочем месте.
Особенности образования соединения при сварке трением. Несмотря на кажущуюся простоту, процесс сварки металлов трением в действительности весьма сложен и многообразен; он подчинен многим закономерностям, так как в нем соседствуют и взаимодействуют такие явления, как тепловыделение и износ поверхностей при трении; непрерывное образование и немедленное же разрушение металлических связей между сопряженными поверхностями в процессе их относительного движения; почти мгновенный нагрев и очень быстрое охлаждение малых объемов металла в присутствии очень больших (достигающих тысячи атмосфер) удельных давлений; упругопластические деформации в микрообъемах выступов шероховатых поверхностей и в макрообъемах слоев металла, прилегающих к этим поверхностям; наклеп и рекристаллизация металла; взаимная диффузия, а также внедрение макроскопических частиц металла одной из свариваемых деталей в тело другой и др.
Теория сварки трением сложна и далеко еще не разработана. Однако выполненные уже исследования позволяют представить качественную картину явлений, происходящих в стыке при сварке.
Глава 3. Применение сварки трением
Расчеты и опыт практического применения сварки трением показывают, что ее пока целесообразно применять для сварки деталей диаметром от 6 до 100 мм. Наиболее эффективно применение сварки трением для изготовления режущего инструмента при производстве составных сварно-кованых, сварно-литых или сварно-штампованных деталей. Она оказывается незаменимой при соединении трудносвариваемых или вовсе не сваривающихся другими способами разнородных материалов, например, стали с алюминием, аустенитных сталей с перлитными. Эффективно применение сварки трением и для соединения пластмассовых заготовок.
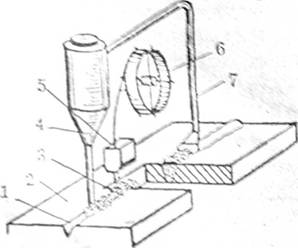
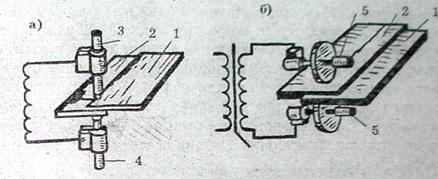
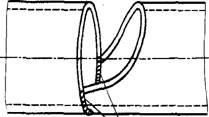
Сварка трением иногда используется для заварки днища у баллона для сжатых газов. Отрезок цельнотянутой стальной трубы с предварительно нагретым концом насаживают на быстровращающуюся оправку. К вращающейся заготовке приближают обжимку, осаживающую металл и придающую ему полусферическую форму днища баллона. При быстром вращении заготовки осаживаемый металл быстро разогревается трением между обжимкой и заготовкой в процессе осадки; его температура не снижается, а растет за счет механической работы сил трения. В результате трения металл днища сильно разогревается и осаживается с образованием утолщения. Для соединения круглых цилиндрических стержней или трубок детали закрепляют в зажимах машины и приводят в соприкосновение торцами. Одна деталь остается неподвижной, другая приводится во вращение со скоростью 500- 1500 об/мин и все время прижимается к неподвижной детали. Вследствие трения торцы деталей быстро разогреваются и через короткое время доводятся до оплавления; автоматически выключается фрикционная муфта, прекращая вращение шпинделя; затем производится осевая осадка деталей. В ряде случаев способ оказался весьма эффективным. Он отличается высокой произво-дительностью (машинное время для разных деталей 1,5-50 сек),высоким качеством и стабильностью сварки, поскольку процесс автоматизирован, все параметры (число оборотов, усилие осадки, время сварки) отличаются большим постоянством. Способ весьма экономичен и обладает высоким к. п. д. Потребление электрической мощности 15-20 вт/мм2, а потребление электроэнергии в 7-40 раз меньше, чем при контактной электросварке; нагрузка трехфазной сети, питающей приводной электродвигатель, вполне равномерна; cos f = 0,8.Способ позволяет сваривать разнородные металлы (алюминий с медью, алюминий со сталью, медь со сталью и пр.). Ширина зоны влияния сварного соединения не более 2-3 мм. Особенно эффективна сварка заготовок металлорежущего инструмента сверл, метчиков и т. д. из углеродистой и быстрорежущей стали.
Примеры применения сварки трением
В последующие годы в стране стали применяться: сварка ультразвуком, электронно-лучевая, плазменная, диффузионная, холодная сварка, сварка трением и др. Большой вклад в развитие сварки внесли учёные нашей страны: В.П.Вологдин, В.П.Никитин, Д.А. Дульчевский, Е.О. Патонов, а также коллективы Института электросварки имени Е.О. Патонова, Центрального научно-исследовательского института технологии машиностроения, Всесоюзного научно-исследовательского и конструктивного института автогенного машиностроения, Института металлургии имени А.А. Байкова, ленинградского завода «Электрик» и др.Сварка во многих случаях заменила такие трудоёмкие процессы изготовления конструкций, как клёпка и литьё, соединение на резьбе и ковка. Преимущество сварки перед этими процессами следующие:
· экономия металла - 10...30% и более в зависимости от сложности конструкции;
· уменьшение трудоёмкости работ, сокращение сроков работ и уменьшение их стоимости;
· удешевление оборудования;
· возможность механизации и автоматизации сварочного процесса;
· возможность использования наплавки для восстановления изношенных деталей;
· герметичность сварных соединений выше, чем клепаных или резьбовых;
· уменьшение производственного шума и улучшение условий труда рабочих.
Мировой опыт применения сварки трением позволяет сделать вывод, что этот вид сварки - один из наиболее интенсивно развивающихся технологических процессов, особенно в странах с высоким уровнем развития промышленности.
Заключение
Задачей сварочной операции является получение механически неразъемных соединений, подобных по свойствам свариваемому материалу. Это может быть достигнуто, когда по своей природе сварное соединение будет максимально приближаться к свариваемому металлу. Свойства твёрдых тел, в том числе и механические (прочность, упругость, пластичность и др.), определяются их внутренними энергетическими связями, т.е. связями межмолекулярного, межатомного и ионного взаимодействия. В зависимости от материала сварной конструкции, её габаритов, толщины свариваемого металла и других особенностей свариваемого изделия предпочтительное применение находят определённые разновидности электрической дуговой сварки.
Так, при изготовлении конструкций из углеродистых и низколегированных конструкционных сталей наибольшее применение находят как ручная дуговая сварка качественными электродами с толстым покрытием, так и автоматическая и полуавтоматическая сварка под флюсом, а так же сварка в углекислом газе; при сварке конструкций из высоколегированных сталей, цветных металлов и сплавов на их основе предпочтительное использование находит аргонно-дуговая сварка, хотя при определённых условиях применяются и некоторые другие разновидности электрической дуговой сварки.
Сварка трением весьма экономичный процесс. Потребление электрической мощности 15-20 вт/мм2, а потребление электроэнергии в 7-40 раз меньше, чем при контактной электросварке; нагрузка трехфазной сети, питающей приводной электродвигатель, вполне равномерна. Способ позволяет сваривать разнородные металлы (алюминий с медью, алюминий со сталью, медь со сталью и пр.). Ширина зоны влияния сварного соединения не более 2-3 мм. Особенно эффективна сварка заготовок металлорежущего инструмента сверл, метчиков и т. д. из углеродистой и быстрорежущей стали.
Список используемой литературы
1. Сварка. Том 1. Развитие сварочной технологии и науки о сварке. Технологические процессы, сварочные материалы и оборудование. Комов В.В , 1990. - 536 с.
2. Сварка. Том 2. Теоретические основы сварки, прочности и проектирования. Сварочное производство. Комов В.В, 1995. - 494 с.
3.Ольшанский Н.А. , Николаев Г.А. «Специальные методы сварки». М. , “Машиностроение ” , 1999. 232 с.
4. «Теоретические основы сварки». М., Высшая школа, 2004. 592стр.
5. Герасименко А.И., «Справочник электросварщика», Профессиональное мастерство, 2009 . 271с.
6. Моисеенко В.П., «Материалы и их поведение при сварке», Высшее образование . 2009.128с.
7. Арзамасов В.Б., Черепахин А.А., Кузнецов В.А., Шлыкова А.В., Пыжов В.В., «Технология конструкционных материалов», Профессиональное образование,2008 г. 55-167с. 8. Володин В.Я. ,«Современные сварочные аппараты», Наука и техника,2008г 9.Воронин Н.Н «Материаловедение и технология конструкционных материалов для железнодорожной техники», Высшее профессиональное образование,2004,345сПохожие работы
... метрологическому обеспечению. Все используемые измерительные устройства и датчики должны быть отградуированы, и пройти соответствующую аттестацию. Требования к уровню унификации и стандартизации. При проектировании гидросхемы приводов необходимо стремиться к максимальной унификации и стандартизации проектируемых узлов и систем, деталей и покупных изделий , а также использовать как можно больше ...
... . Она более перспективна, чем сварка взрывом. Сварка деталей таким способом не требует расходных материалов. При сварке трением получаются высококачественные соединения. Но есть у этого метода и несколько существенных минусов, не позволяющих считать его перспективным. Во-первых – можно сваривать лишь трубы и цилиндрические изделия. Во-вторых, автоматизация этого процесса затруднена, поскольку для ...

... геометрией резания инструмента, глубиной резания, подачей, охлаждением, устойчивостью изделия и инструмента. Металлорежущие станки, их классификация и условные обозначения Машины, предназначенные для обработки резанием металлов, сплавов и других материалов, называются металлорежущими станками. Эти станки находят широкое применение во всех отраслях народного хозяйства. Металлорежущие станки ...
... , возникающей при трении поверхностей свариваемых деталей, с последующим приложением сжимающих усилий. Прочное сварное соединение образуется в результате возникновения металлических связей между контактирующими поверхностями свариваемых деталей. Высокочастотная сварка основана на нагревании металла пропусканием через него токов высокой частоты с последующим сдавливанием обжимными роликами. Такая ...
0 комментариев