Навигация
Выбор режущего инструмента для операции развертывания
17689
знаков
26
таблиц
4
изображения
4. Выбор режущего инструмента для операции развертывания
Второй переход операция развертывания. На радиально – сверлильном станке развернуть сквозное отверстие d=29,75 мм до D=30H6 на глубину толщины заготовки l=40 мм. Параметр шероховатости обработанной поверхности Ra=3,2 мкм. Обрабатываемый материал – сталь 20Х с σ=800 МПа; заготовка – поковка отожженная.
Принимаем [3] машинную насадную развертку D=30 мм с напаянными пластинами из твердого сплава [3]. Марка твердого сплава Т15К6, так как осуществляется окончательная обработка конструкционной стали.
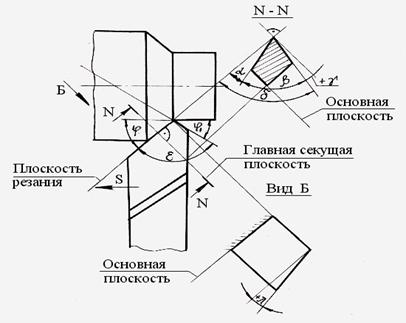
Геометрические элементы развертки принимаем по справочнику ([1] табл. 53. с. 160): γ = 0; α = 8о; угол в плане φ = 45о, эскиз развертки (рис. 5).
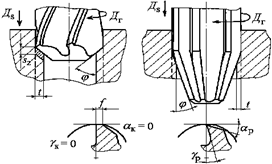
Рис 5. Элементы резания: а) - при зенкеровании, б) – развертывании; в) – профиль режущей и г) – калибрующей частей зуба развертки.
3. Расчет режимов обработки, операции развертывания для отверстия Ø 30Н6 мм
Глубина резания
| t=D-d/2 | (23) |
t=30-29,75/2=0,125 мм.
Назначаем подачу, согласно справочника ([1] стр. 278, таб. 27), С учетом рекомендаций при чистовом развертывании в один проход с параметром шероховатости Rа = 3,2÷6,3 мкм, табличное значение подачи умножаем на коэффициент Коs=0,8, отсюда Sо= Sо Коs=1,3х0,8=1,04 мм/об, подачу принимаем Sо=1 мм/об.
Период стойкости развертки Т=50 мин ([1] табл. 30. с. 280).
Скорость резания, м/мин, при развертывании рассчитывается по формуле ([1], стр. 276);
| V=(CVDq/TmtxSy)KV. | (24) |
Значение коэффициента CV = 100,6 показатели степени q=0,3, x=0, y=0,65, m=0,4([1], с.279, табл. 29). KV– общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,
| KV= KМV KИV KlV. | (25) |
KМV= 0,89 - коэффициент на обрабатываемый материал ([1], с.261-262, таб.1-2), KИV = 1,15- коэффициент учитывающий влияние инструментального материала([1], с. 263, таб. 6), KlV.= 1 - коэффициент, учитывающий глубину сверления ([1], с. 280, таб. 31).
KV=0,89х1,15х1=1,02.
V=(100,6х300,3/500,4х0,1250х10,65)х1,02=59,53 м/мин
Для определения крутящего момента при развертывании каждый зуб инструмента можно рассматривать как расточный резец. Тогда при диаметре инструмента D крутящий момент, Н м [1],
| Мкр=СР tх szу D z/2х100, | (26) |
здесь sz – подача, мм на один зуб инструмента, равная s/z = 1/3=0,33 мм, где s – подача, мм/об, z – число зубьев развертки, принимаем z = 3 [1]. Значение коэффициента СР = 339, показатели степени х = 1, у = 0,5 [1],
Мкр=339х 0,1251х0,330,5х30х3/2х100=10,7 Н м
Частоту вращения шпинделя, соответствующая найденной скорости главного движения резания определяем по формуле (20).
n=1000х59,53/3,14х30=631,95 об/мин.
Корректируем частоту вращения шпинделя по паспортным данным станка и устанавливаем действительную частоту вращения шпинделя и устанавливаем действительную вращения nфакт=600 об/мин.
Действительная скорость главного движения резания по формуле (21):
Vфакт=600х(3,14х30/1000)=56,52 м/мин.
Мощность резания определяем по формуле (22):
Nе=10,7х600/9750=0,66 кВт
Мощность привода главного движения станка 2А53, применяемого в существующем технологическом процессе, 12,5 кВт, в нашем случае мощности станка достаточно для выполнения операции сверления.
Для сверления, зенкерования, рассверливания основное время с учетом вывода инструмента из обработанного отверстия, мм:
| Т0=Y1+Y2+L/ns0 | (27) |
где L – длина отверстия;
n – частота вращения заготовки;
Y1 = t ctg φ – расчитанная величина врезания (φ – главный угол в плане, t – глубина резания);
Y2 – 2…3 мм – величина перебега для сквозной обработки;
s0 = подача на оборот.
Тогда для операции сверления
Т0=(14,875х ctg59о+40+2)/(0,4х220)=0,5 мин;
Для операции развертывания
Т0=(0,125х ctg45о+40+3)/(1х600)=0,078 мин;
Библиографический список
1. Справочник технолога-машиностроителя /Под. ред. А.Р. Косиловой, Р.К. Мещерякова. М.: Машиностроение, 1963, 1972, 1986. Т 1,2
2. Справочник инструментальщика /И.А. Ординарцев, Г.В. Филлипов, А.Н. Шевченко и др.; Под общей ред. И.А. Ординарцева. Л.: Машиностроение, 1979.
3. Общемашиностроительные нормативы времени и режимов резания, Москва 1990 г.
4. Прогрессивные режущие инструменты и режимы резания металлов: Справочник / Под ред. В.И. Баранникова. М.: Машиностроение, 1990.
5. Справочник технолога-машиностроителя. Т. 2/В. Н. Гриднев, В.В. Досчатов, В.С. Замалин и др./Под ред. А.Н. Малова. Изд.3-е. М.: Машиностроение, 1972.
6. Конспект лекций по резанию материалов. Под ред. Н.Н. Огаркова.
Похожие работы
... 275..276]. 2.3.5. Определение рабочей поперечной подачи на ход стола: 2.3.6. Определение основного времени на шлифование 2.3.7. Определение мощности затрачиваемой на шлифование. 3. ПОРЯДОК НАЗНАЧЕНИЯ РЕЖИМОВ РЕЗАНИЯ ПРИ КРУГЛОМ НАРУЖНОМтШЛИФОВАНИИ С ПОПЕРЕЧНОЙ ПОДАЧЕЙ (ВРЕЗАНИЕМ). 3.1. Исходные данные: 3.2.Выбор характеристики ШК. Таблица 6.11. [2, с.267]. 3.3.Назначение режимов ...

... больше VC=min. Если выбор критерия Qс или Со затруднен за расчетную оптимальную скорость следует принять среднюю между VQ=тах и VC=min. 4.Назначение и расчет режима резания. 4.1. Способы назначения режима резания. С учетом вида производства (индивидуальное, серийное, массовое), его состояния и целей используются следующие способы назначения элементов режима резания: 1. Интуитивный 2. ...
... станка KN достаточно высок, при необходимости он может быть несколько повышен за счёт увеличения подачи на зуб. СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 1. Колокатов А.М. Методические указания по расчету (назначению) режимов резания при торцовом фрезеровании. - М.,МИИСП, 1989. - 27 с. 2. Некрасов С.С. Обработка материалов резанием. - М.: Агропромиздат, 1988.- 336 с. 3. Резание конструкционных ...
... с помощью шлифования (шлицешлифование, зубошлифование и др.) в качестве базовых поверхностей выбираем чертежные базовые поверхности. Таблица 4.1 - Принятый технологический процесс N Операции Наименование и краткое содержание операции Модель станка Режущий инструмент, размеры, марка инструментального материала Технологическая база 1 2 3 4 5 005 Фрезерно-центровальная 1 ...
0 комментариев