Навигация
2. Спеціальна частина
2.1 Опис базової установки надзвукового плазмового напилення
Основні етапи у вдосконаленні апаратури головним чином пов'язані з розробкою і реалізацією нових підходів, а в останні роки з її оснащенням вимірювальними і керуючими цифровими пристроями. НВП ТОПАС розробило і освоїло випуск ряду нових типів наукомісткої плазмової апаратури, реалізувало нові технології. На початку 90-х років Інститутом газу НАН України та Інститут електрозварювання ім. Є.О.Патона НАН України була розроблена і підготовлена до промислової реалізації нова апаратура надзвукового високопродуктивного плазмового напилення потужністю 160 кВт «КИЇВ-С». Великий обсяг випробувань показав, що ця апаратура гарантує найкращу якість газотермічних покриттів, економічна, надійна і доступна для широкого споживача. Однак сьогодні ця передова розробка в нашій країні ще не затребувана.
Представлена робота є спробою авторів зберегти даний напрямок і надати йому нову практичну значимість. Для реалізації цієї ідеї розроблено ряд надзвукових плазмотронів і апаратурних комплектів для напилювання покриттів в плазмі продуктів згоряння вуглеводневого газу з повітрям потужністю 10 ... 40 ... 80 ... 160 кВт. У цих плазмотронах реалізований новий підхід формування дальнього слабо недоросширенного надзвукового плазмового струменя. Зниження розсіювання потужності струменя здійснюється придушенням турбулентності в прикордонному шарі за рахунок використання тонких ефектів динаміки плазми. Як зазначалося вище, основні особливості поведінки плазми молекулярного газу в нерівно важних умовах пов'язані з коливно-поступальною нерівноважністю, яка може досягати декількох тисяч градусів. При цьому можливі умови, коли ефект другої в'язкості звертається (друга чи об'ємна в'язкість стає негативною), що призводить не до загасання звуку, який генерується власної турбулентністю, а до його наростання. Ефективне посилення звуку за рахунок звернення другий в'язкості відбувається на частотах 10-100 кГц. Інтенсивні звукові хвилі, що виникають і посилюються на одній ділянці течії, а поглинають на іншому (нижче по потоку), можуть значно вплинути на гідродинамічні параметри течії та електрофізичні властивості розряду. Генерується при цьому надзвуковий плазмовий струмінь характеризується більше (на 30%) високими розгінної і гріє здібностями. При швидкості частинок близько 600 м / с забезпечується проплавлення всіх тугоплавких матеріалів.
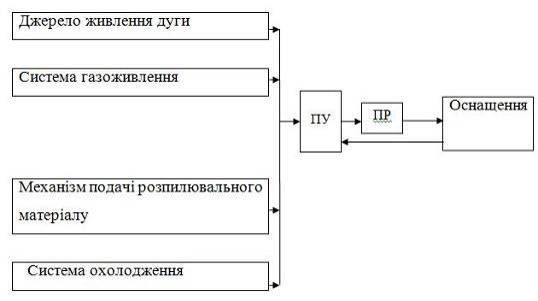
Рис. 1. Функціональна схема плазмової установки: ПУ – пульт керування, ПР – плазмовий розпилювач.
Основними елементами всіх плазмових установок є: плазмотрон (плазмовий розпилювач), джерело живлення дуги, система газоживлення, дозатор-живильник і вся система подачі розпалюваного матеріалу, система охолодження і пульт управління. Крім цих основних елементів до кожної установки надають пристрої, які приводять в рух деталь, гасять шуми, система вентиляції.
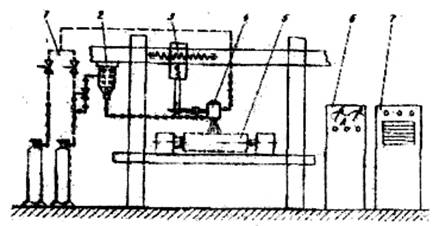
Рис. 2. Блок-схема установки до плазмового напилення: 1 - система газопостачання; 2 - механізм подачі напилювального матеріалу; 3 - механізм пересування плазмотрона; 4 - розпилювач; 5 - виріб, на поверхню якого наносять покриття, і система його руху; 6 - пульт керування; 7 - джерело живлення дуги.
Для газо термічного напилення в виробничих умовах необхідно здійснювати взаємне переміщення пальника і деталі. Параметри цього переміщення – швидкість, дистанція напилення (відстань від пальника до деталі), кут зустрічі напилювального потоку з поверхнею, яку обробляємо – повинні витримуватися у процесі напилення і точно відтворюватися від деталі до деталі. Для забезпечення цих вимог використовують спеціальну технологічну оснастку.
ТОПАС-40
Установка плазмового напилення потужністю 40 кВт комплектується плазматрона в ручному і машинному виконаннях. Плазматрона виконані з одиночною МЕВ і рекуперативним охолодженням, можуть працювати на до-і надзвуковому режимах. Призначена для напилювання покриттів на зовнішні і внутрішні поверхні. Можуть використовуватися порошкові і дротяні матеріали.
Плазмообразуючий газ - повітря+метан
Напруга мережі, В - 3х380 (180)
Робоча напруга, В - 140-180
Робочий струм, А - 100-250
Витрата суміші, м3/год - 3-10
ККД плазматрон - 90
Продуктивність напилювання, кг / год:
метали - 10
кераміка (Аl2О3) - 5
2.2 Вибір необхідного порошку
У більшості випадків напилювані матеріали можуть поставлятися у вигляді порошків. При напилюванні порошку можна отримати покриття навіть у разі неповного проплавлення нагрівається порошку. Напилювання дроту або прутка неможливо без повного розплавлення напилюваного матеріалу. Тому в порівнянні з порошковим напилюванням при пруткової або дротовому напилюванні утворюються частинки на початковому етапі руху мають більш високу температуру і швидкість, що забезпечує і більш високу енергію зіткнення частинок з поверхнею і підвищує міцність зчеплення покриття з основою. Однак при дротовому або прутковому напилюванні утворюються розплавлені частинки швидко охолоджуються. При порошковому ж напилюванні високотемпературна область полум'я в порівнянні з дротяним має велику протяжність, що дозволяє ефективно використовувати цю область для нагрівання що летять частинок.
Основною перевагою порошкового напилювання є низька вартість і проста технологія отримання порошків металів, сплавів і хімічних сполук, з яких неможливо виготовити дріт або пруток звичайними методами з огляду на їх високої твердості та крихкості.
Частинки порошків повинні мати сферичну або комкоподібну форму. Такі порошки мають гарну сипучості, що дозволяє досить просто регулювати і підтримувати витрата напилюваного матеріалу.
Для напилювання в основному використовують порошок з розміром частинок 40-100 мкм. При зберіганні і використанні необхідно звертати увагу на те, щоб порошки були сухими.
Напилювання покриттів з самофлюсуючих сплавів і подальше їх проплавлення дозволяє одержувати покриття без пористосі. Самофлюсуючі сплави являють собою сплави на основі нікелю, нікелю та хрому або кобальту, що містять добавки бору та кремнію.
Назва напилюваного порошку СНГН-55. Хімічний склад порошку: Ni - основа, B - 3.2-4.0, C - 0.7-1.0, Si - 3.8-4.5, Cr - 14-17, Fe ≤ 3, Mn - 1.0.Твердість одержуваного покриття 53-58 HRC. Діаметр порошинки d - 20-50 мкм.
Для відновлення кулачка розподільного валу автомобіля ЗІЛ-130 я вибрав цей порошок так він дає можливість отримати покриття, що володіє зносостійкістю, ерозійної стійкістю, корозійною стійкістю, стійкістю до окислення при високих температурах і т.д.
2.3 Необхідне обладнання, інструмент, пристрої
Установки для плазмового напилення включають такі основні елементи: інструмент для плазмового напилення (плазмотрон); джерело енергопостачання; систему газопостачання; систему водяного охолодження, систему регулювання параметрів робочого режиму, систему подачі напилюваного матеріалу (порошку чи дроту), мийна мишина, сушильний шкаф, абразивна установка, копіювально-шліфувальний станок. Крім того, вони можуть включати робочу камеру з системою вентиляції і пиловловлення, засоби механізації переміщення плазмотрона і деталі.
3. Технологічначастина
3.1 Проектування технологічного процесу відновлення
Використовуємо операції, пов'язані тільки з відновленням кулачків, тобто часткове відновлення кулачків розподільного валу ЗІЛ-130.
3.2 Розробка маршрутної технології
1.Очисна.
2.Контрольно-дефекточна.
3.Термічна.
4.Абразивно-шліфовальна.
5.Напилювальна.
6.Копіювально-шліфовальна.
7.Контрольна
1. Очисна.
Очистити вал і промити його в розчині миючого засобу МС-8 концентрації 20 г / л і температурою 75-80 0 С.
Наявність смолистих відкладень, забруднення і мастила на поверхні вала не допускаються.
Машина для очищення: SIMPLEX 120.
Розряд роботи-2. Трудомісткість-5 хв.
0 комментариев