Принципы, формы и методы организации производства
Формы организации производства
Методы организации производства
Расчет площади цеха
Расчет численности основных производственных рабочих
Организация ремонтного хозяйства
Организация инструментального хозяйства
Организация складского хозяйства
Организация управления цехом
Расчет технико-экономических показателей
Оптимизация производственной программы с применением метода линейного программирования
Навигация
Организация инструментального хозяйства
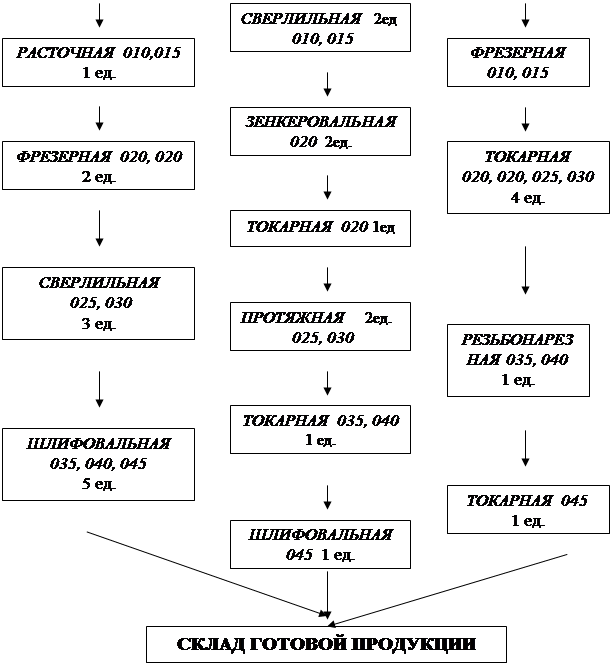
Проект организации механического цеха
49235
знаков
20
таблиц
3
изображения
2.6 Организация инструментального хозяйства
В состав инструментального хозяйства цеха входят:
инструментально-раздаточная кладовая;
кладовая приспособлений и абразивов;
заточное отделение;
отделение ремонта технологической оснастки;
контрольно-проверочный пункт.
Необходимо рассчитать расход режущего инструмента и оборотный фонд инструмента в цехе.
Расход инструмента в цехе определим по формуле
 (2.11)
(2.11)
где Ир – расход инструмента в цехе;
Ni – число единиц продукции, подлежащих выпуску в планируемом периоде;
Иi’ – норма расхода инструмента на 1 деталь;
р – число наименований изделий (деталей), для обработки которых применяется данный типоразмер инструмента.
Норма расхода инструмента на 1 деталь рассчитывается по формуле
 (2.12)
(2.12)
где hуб – коэффициент, учитывающий случайную убыль (принимается обычно равным 0,85-0,90);
m – число операций, при выполнении которых применяется данный инструмент, для детали j-го наименования;
tmij – машинное время по i-той операции детали j-го наименования;
Тизн – машинное время работы инструмента до его полного износа.
Величина Тизн определяется по формуле
Тизн=(kзат+1)´tст, (2.13)
где kзат – число заточек, допускаемых инструментом до его полного износа (принимается равным от 10 до 30);
tст – экономическая стойкость инструмента между двумя заточками, ч.
Число инструментов на рабочих местах Ир.м рассчитывается по формуле
 (2.14)
(2.14)
где Rn – периодичность (ритм) подноски инструмента на рабочие места вспомогательными рабочими (принимаемая обычно 3,5-4), ч;
hрез – коэффициент резервного запаса, учитывающий возможные задержки в подноске инструмента на рабочие места (колеблется в пределах 0,2-1,0);
kui – число инструментов данного типоразмера, одновременно применяемых на i-том рабочем месте;
tэ.ст. – эквивалент стойкости инструмента между двумя заточками или ремонтами, ч;
q – число рабочих мест, на которых одновременно используется инструмент данного типоразмера.
Результаты расчета вышеуказанных показателей сведем в таблицы 2.6-2.8.
Таблица 2.6 – Расчет показателей, определяющих расход инструмента в цехе по деталям
| Вид инструмента | Число заточек, Кзат | Экономическая стойкость инструмента, tст, ч | Машинное время работы инструмента, ч |
| 1 | 2 | 3 | 4 |
| Резцы | 30 | 40 | 1240 |
| Сверла | 30 | 25 | 775 |
| Фрезы | 30 | 90 | 2790 |
| Прочие | 30 | 55 | 1705 |
| ИТОГО | - | - | 6510 |
Оборотный запас инструментально-раздаточной кладовой (ИРК) определим по формуле
 (2.15)
(2.15)
где Тц.и. – длительность цикла заточки инструмента (принимаем 7-10 ч);
Rп – период подноски инструмента на рабочие места, час.;
Ир.м. – число инструментов на рабочих местах.;
Кстр – страховой коэффициент (принимаем 0,55).
Таблица 2.9 – Расчет оборотного запаса ИРК
| Вид инструмен-та | Периодич-ность подноски инструмента | Число инструме-нтов на рабочих местах | Длитель-ность цикла заточки инструме-нта, ч | Страховой коэффици-ент | Оборот-ный запас ИРК, шт. |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Резцы | 4 | 1 | 10 | 0,55 | 3,875 |
| Сверла | 4 | 1 | 10 | 0,55 | 3,875 |
| Фрезы | 4 | 1 | 10 | 0,55 | 3,875 |
| Прочие | 4 | 1 | 10 | 0,55 | 3,875 |
| ИТОГО | - | 4 | - | - | 15,5 |
Определим площадь кладовой инструментального хозяйства цеха Sкл по таблице норм расчета кладовых инструментального хозяйства цеха /2, т. 4, С. 67/
![]() (м2).
(м2).
Численность кладовщиков ИРК (Чкл.ИРК) определим исходя из числа производственных рабочих (43 чел.), обслуживаемых одним кладовщиком. В условиях серийного и массового типа производства один кладовщик обслуживает 45-50 рабочих.
![]() (чел.).
(чел.).
С учетом сменности работы цеха потребность в кладовщиках составляет 2 человека.
Определим количество станков общего назначения в заточном отделении. Количество станков общего назначения в заточном отделении Чст.заточн определяется по процентному отношению к числу обслуживаемых станков: для цехов крупносерийного и массового производств с числом станков до 200 единиц – 4 %. Таким образом, имеем
![]() (единиц оборудования).
(единиц оборудования).
Таблица 2.7 – Расчет расхода инструмента на весь объем по каждой детали
| Вид инстру мента | Машин ное время работы инстру мента, ч | Суммарное машинное время для каждой детали, мин | Норма расхода инструмента на одну деталь | Расход инструмента на весь объем по каждой детали | ИТ | ||||||
| 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Резцы | 1240 | 8,71 | 4,47 | 0 | 0,000138 | 0,000071 | 0 | 11,602 | 9,659 | 0 | 21,26 |
| Сверла | 775 | 0 | 0 | 1,58 | 0 | 0 | 0,000040 | 0 | 0 | 2,395 | 2,395 |
| Фрезы | 2790 | 0 | 3,27 | 5,8 | 0 | 0,000023 | 0,000041 | 0 | 3,141 | 2,442 | 5,582 |
| Прочие | 1705 | 16,61 | 14,12 | 16,21 | 0,000191 | 0,000162 | 0,000186 | 16,091 | 22,191 | 11,16 | 49,44 |
| ИТОГО | 6510 | 25,32 | 21,86 | 23,59 | 0,000329 | 0,000256 | 0,000267 | 27,694 | 34,990 | 16,00 | 78,68 |
Таблица 2.8 – Расчет инструментов на рабочих местах
| Вид инструмента | Периодичность подноски инструмента | Эквивалент стойкости инструмента, tэст, ч | Коэффициент резервного запаса | Число инструментов данного типоразмера | Число инструментов на рабочих местах | ||
| Расчетное | При нятое | Расчетное | Принятое | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Резцы | 4 | 40 | 0,3 | 4,252 | 5 | 0,650 | 1 |
| Сверла | 4 | 25 | 0,3 | 0,798 | 1 | 0,208 | 1 |
| Фрезы | 4 | 90 | 0,3 | 1,396 | 2 | 0,116 | 1 |
| Прочие | 4 | 55 | 0,3 | 2,603 | 3 | 0,284 | 1 |
| ИТОГО | - | 210 | - | 9,049 | 11 | 1,257 | 4 |
Необходимость в специальных заточных станках Чзат оценим по таблице норм специальных заточных станков /4, С. 90/. Таким образом, получим следующее значение
![]() (единица оборудования).
(единица оборудования).
Общую площадь заточного отделения определим Sобщ.зат исходя из количества заточных станков, специальных заточных станков и удельной площади на 1 станок (10 м2 на 1 станок)
![]() (м2).
(м2).
Количество рабочих-заточников определим по числу станков заточного отделения по формуле
 (2.16)
(2.16)
где Sз – число основных станков заточного отделения;
F – действующий годовой фонд времени работы оборудования, ч;
Кз – средний коэффициент загрузки оборудования, принимается равным 0,5-0,7;
Fr – действующий годовой фонд времени одного рабочего, ч;
Км – коэффициент многостаночного обслуживания, Км=1,1-1,2.
![]() (чел.).
(чел.).
Количество основного оборудования в отделении ремонта технологической оснастки определим из таблицы норм расчета количества основных станков отделений ремонта оснастки в производственных цехах /2, т. 5, С. 19/. Таким образом, количество основного оборудования в отделении ремонта составляет 3 единицы.
Количество вспомогательного оборудования составляет примерно 40% от числа основных станков отделения, но не менее 3 и не более 11 единиц, т.е. получим 3 единицы вспомогательного оборудования.
Площадь отделения ремонта технологической оснастки Sрем.ТО определяется из расчета 20-22 м2 на 1 станок.
![]() (м2).
(м2).
Количество рабочих-станочников Rст определяется так же как и в заточном отделении по формуле (2.16)
![]() (чел.).
(чел.).
Похожие работы
... предприятия на основе применения вышеуказанных направлений совершенствования организации производства. Задачи курсового проектирования: - разработать проект организации цеха; - выбрать форму организации производства; - рассчитать производственную программу выпуска изделий; - определить необходимое количество оборудования и основных производственных рабочих; - определить ...
... 2 7,5 2 Для руководителей, специалистов, служащих и МОП составлено штатное расписание с учетом рекомендуемых норм численности, табл. 2.4.4 Таблица 2.4.4 – Штатное расписание работников механического цеха Наименование категорий работников и должность Оклад Количество 1. Руководители и специалисты: 11 – начальник цеха 5000 1 – экономист 3000 1 – инженер 3000 2 – мастер ...
... Тм ц / Nc + Nm + Nо + 1, (13) где No – количество осмотров. То = 31680 / (2 + 6 + 9 + 1) = 1760 (ч.). В данном курсовом проекте необходимо создать ремонтную базу цеха (РБ). Основное назначение РБ – выполнение капитального ремонта и изготовление запасных деталей для ремонта оборудования. Помимо этого РБ производит перемещение и демонтаж старого оборудования, ремонт всех видов ...

... участков исходя из количества производственного оборудования и удельной площади, приходящейся на единицу производственного оборудования. Для расчета воспользуемся показателями удельных площадей механических цехов, приведенными в [8, табл. 5]. Результаты расчетов сведем в таблицу 2. Таблица 2 – Расчет площади цеха Наименование оборудования Удельная площадь на единицу производственного ...
0 комментариев