Навигация
Допустимые размеры пружины приведены в таблице 5
34992
знака
6
таблиц
3
изображения
3.7.2. Допустимые размеры пружины приведены в таблице 5.
Таблица 5.
| Пружина | Диаметр прутка, мм | Диаметр средней линии пружины | Число витков | Высота пружины в свободном состоянии,мм | |
| полное | рабочее | ||||
| Наружная | 30 | 170±2,5 | 5,5* | 4,0* | 249+7-2 |
| Внутренняя | 19/21* | 111±1,5 | 6,45* | 7,95* | 249+7-2 |
Примечание: * - выпуск с 1989 года.
3.7.3. После ремонта пружины должны соответствовать требованиям п.4.6 “Методики выполнения измерений надрессорной балки, боковых рам, пружин и рессорного комплекта при проведении деповского ремонта тележек модели 18-100” РД 32 ЦВ 050-96.
3.7.4. Запрещается постановка пружин в одном комплекте с разницей по высоте более 5 мм. Из числа пружин, подобранных для рессорного комплекта, под фрикционные клинья устанавливают пружины, имеющие наибольшую высоту.
3.7.4. Запрещается устанавливать пружины, не имеющие клейм завода-изготовителя, при выполнении деповского ремонта всех рядов вагонов.
3.8. Ремонт деталей тормозного оборудования.
3.8.1 В цехе ремонта тележек производятся следующие работы:
- снятие с тележки всех деталей и узлов тормозного оборудования;
- дефектация и определение объема ремонта деталей и узлов тормозного оборудования;
- передача тормозных деталей и узлов тележки для ремонта в соответствующие отделения;
- сборка исправных деталей и узлов тормоза на отремонтированной раме тележки.
3.8.2. Ремонт деталей тормозного оборудования тележки при деповском ремонте производится по требованиям “Инструкции по ремонту тормозного оборудования вагонов” ЦВ-ЦЛ-292 1994 г.
3.11. Сварочные и наплавочные работы.
3.8.1. Сварочные и наплавочные работы проводят в соответствии с требованиями “Инструкции по сварке и наплавке при ремонте грузовых вагонов” ЦВ-201-98.
3.8.2. Сварочные и наплавочные работы на надрессорных балках, боковинах и других деталях тележки производят на специальных сварочных позициях, оборудованных кантователями, электросварочным оборудованиям и другими приспособлениями.
3.9. Обработка деталей и узлов тележек после сварочных и наплавочных работ.
3.9.1. Механическую обработку наплавленных поверхностей и сварочных швов производят на специализированных станках, фрезерных, оборудованных дополнительными приспособлениями.
3.9.2. На наружном бурте подпятника отремонтированной надрессорной балки на окружности диаметром 332 мм наносятся керном в диаметрально противоположных местах четыре точки глубиной не более 1,5 мм для сохранения симметричности подпятника надрессорной балки при последующих ремонтах наплавкой и механической обработкой. Эксцентричность отверстий под шкворень и диаметра подпятника допускается не более 0,5 мм.
3.10. Сборка тележек после ремонта.
3.10.1. На сборку поступают отремонтированные и скомплектованные узлы и детали тележек, проверенные бригадирами соответствующих участков, где производится ремонт.
3.10.2 Сборка тележки:
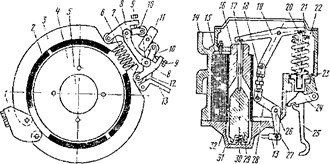
надрессорная балка 19 устанавливается на ремонтное стойло, боковины 30 надвигают на надрессорную балку при помощи кантователя и навешивают на концы надрессорной балки;
устанавливают в рессорные проемы боковой рамы скомплектованные пружины, фрикционные клинья на наиболее высокие пружины, опускают надрессорную балку на пружинно-фрикционный рессорный комплект;
затем в пазы тормозных башмаков необходимо установить отремонтированные или новые подвески, подвесить триангели на раму тележки;
установить скобы, поставить валики, на них шайбы, валики зашплинтовать шплинтами, концы шплинтов развести под углом 900;
установить вертикальные рычаги и соединить их триангелями, валиками и шайбами и шплинтами;
соединить вертикальные рычаги с серьгой мертвой точки, вставив валик и установить шайбу и шплинт. Шплинт развести;
установить тормозные колодки,
вставить чеки тормозных колодок в перемычки тормозных башмаков и колодок;
установить распорную тягу, соединить вертикальные рычаги с распорной тягой, поставить валики, шайбы, шплинты;
установить колпаки скользунов, вставить болт, шайбу, болт закрепить гайкой, установить и развести шплинт;
установить балку опорную на резинометаллические комплекты, планки регулировочные и контактную, установить болт, шайбу, гайку.
3.10.3. Подкатываемые под раму тележки колесные пары с буксами должны соответствовать требованиям “Инструкции по осмотру, ремонту, освидетельствованию и формированию колесных пар” ЦВ/2329 и “Инструктивным указаниям по эксплуатации и ремонту вагонных букс с роликовыми подшипниками” 3-ЦВРК 2001 г.
3.10.4. Ремонт корпусов букс производится согласно технологического процесса ремонта корпусов букс. При ремонте наружные изношенные поверхности корпуса буксы – опорная и боковые восстанавливаются до чертежных размеров.
3.10.5. Запрещается подкатывать колесные пары тележки с разницей диаметров по грузу катания:
- у одной двухосной тележки более 20 мм;
- у двух двухосных тележек более 40 мм.
3.10.6. Суммарный зазор между направляющими боковой рамы тележки и корпусом одной буксы должен быть при деповском ремонте вдоль тележки от 6 мм до 15 мм, а поперек от 5 мм до 13 мм.
3.11. Проверка качества ремонта.
3.11.1. Промежуточной проверке качества ремонта подвергаются:
колесные пары, подкатываемые под тележку (выполняет мастер участка по ремонту колесных пар);
буксовые узлы колесных пар, подкатываемых под тележку (выполняет мастер роликового участка);
надрессорные балки;
боковые рамы тележек с фрикционными планками;
фрикционные клинья;
пружины и их комплектование;
детали тормозной рычажной передачи.
3.11.2. Проверку качества ремонта производит бригадир, мастер участка по ремонту тележек, приемщик вагонов, технолог.
3.11.3. Качество ремонта определяется визуально и с применением шаблонов проект Т-914 и других средств измерений, указанных в технологическом процессе ремонта тележек.
3.11. Нанесение клейм, знаков маркировки после ремонта.
3.11.1. Клейма и знаки маркировки устанавливаются на детали тележки после завершения ремонтных работ, приемки их руководителями цеха и приемщиком вагонов.
3.11.2. Клейма (коды) наносятся на каждую боковину тележки на участке от начала прилива выше приемочных клейм в соответствии с “Методикой постановки клейм принадлежности государству на составных частях вагонов”.
3.11.3. Место постановки клейм предприятия, производившего ремонт, определено
“Инструкцией по контролю технического состояния боковых рам и надрессорных балок тележек грузовых вагонов” № 605-92 ПКБ ЦВ, Руководящих документов по неразрушающему контролю РД 32.174-2001,РД 32.149-2000, РД 32.150-2000.
3.12. Выходной контроль тележек при выпуске из деповского ремонта.
3.12.1. Выходной контроль отремонтированных тележек производится по окончании ремонта и после подкатки под вагон.
3.12.2. После сборки и подкатки под вагон тележки модели 18-100 при деповском ремонте завышение хотя бы одного фрикционного клина относительно нижней опорной поверхности надрессорной балки допускается не более 3 мм, а занижение не более 8 мм. Размер определяется измерением уровней правого и левого клиньев рессорного комплекта относительно опорной плоскости надрессорной балки, приведенном на рисунке 24. Клин должен прилегать к надрессорной балке по всей наклонной поверхности.
3.12.3. Боковая рама должна плотно опираться на корпус буксы. Допускается местные зазоры не более 1 мм.
3.12.4. Боковые рамы тележки должны иметь одинаковую или с разницей в 2 мм базу, которая определяется шаблоном при сборке и фиксируется в журнале бригадиром, производившим сборку.
3.12.5. Суммарный зазор между направляющими боковой рамы тележки и корпусом одной буксы должен быть при деповском ремонте – вдоль тележки от 6 мм до 15 мм, а поперек от 5 мм до 13 мм.
3.12.6. Зазор между скользунами тележки и рамы вагона в сумме с обеих сторон каждого конца вагона должен быть не менее 6 мм и не более 16 мм для всех типов четырехосных вагонов, кроме цистерн, хопперов для перевозки зерна, цемента, минеральных удобре
ний, окатышей и хопперов-дозаторов типа ЦНИИ-ДВЗ, думпкаров, зазор у которых должен быть в пределах 4-12 мм. Отсутствие зазоров между скользунами, расположенными по диагонали вагона, не допускается. Величина суммарного зазора по диагонали должна быть не менее 6 мм.
3.12.7. Проверяют наличие кодов принадлежности государству-собственнику на литых деталях тележки и на раме вагона.
3.12.8. При выпуске всех грузовых вагонов из деповского ремонта отремонтированные тележки должны быть укомплектованы надрессорными балками и боковыми рамами, обеспечивающими эксплуатацию вагона до следующего планового ремонта или его исключения из инвентаря по сроку службы, обеспечив в этом периоде эксплуатации вагона срок службы боковых рам и надрессорных балок 30 лет включительно.
3.12.9. Детали тормозной рычажной передачи тележки должны соответствовать требованиям “Инструкции по ремонту тормозного оборудования вагонов” от 23.04.94 г. № ЦВ-ЦЛ-292.
3.12.10. Подборка боковых рам и надрессорной балки (элементов) в тележке должна производиться по возрастным группам, в зависимости от требований, предъявляемых к элементам на период действия норм для расчета на прочность вагонов железных дорог колеи 1520 мм:
- тележки нулевой группы, построенные с 1997 года, отвечают требованиям”Норм для расчета и проектирования вагонов железных дорог МПС колеи 1520 мм” (несамоходных) издания 1996 г. (далее по тексту “Нормы”) М. ГосНИИВ-ВНИИЖТ;
- тележки первой группы, построенные с 1985 г. по 1996 г., отвечающих требованиям “Норм” издания 1983 г.;
- тележки второй группы, построенные с 1974 г. по 1984 г., отвечают требованиям “Норм” издания 1972 г.;
- тележки третьей группы, построенные до 1974 г., отвечают требованиям “Норм” издания 1969 г.
Разрешается в каждой прочностной группе тележек подбирать элементы из других прочностных групп, при этом номер возрастной группы тележки должен устанавливаться по элементу, имеющему самый ранний период изготовления.
3.13. Исключение составных частей, деталей тележек из инвентаря.
3.13.1. Литые детали бракуют в следующих случаях:
а) боковые рамы:
– при наличии трещин в любой части, независимо от размера;
- при сроке эксплуатаци более 30 лет;
б) надрессорные балки:
- при наличии срока эксплуатации более 30 лет;
- трещин в нижних и вертикальных стенках балки;
- трещин на верхней стенке поперечных, и трещин на подпятнике общей суммарной длиной более 250 мм;
- трещин от технологических отверстий вдоль оси длиной более 250 мм каждая.
Браковка литых деталей производится в соответствии с требованиями Руководящих документов РД 32.174-2001, РД 32.150-2000, РД 32.149-2000.
3.13.2. Литые детали тележек исключают в металлолом комиссия в составе:
-начальника депо,
- зам. начальника (старшего мастера),
- приемщика вагонов,
- мастера.
Исключение литых деталей тележки оформляется актом, установленной формы.
Похожие работы
... . 2. Совершенствование технического обслуживания автомобилей в автотранспортном цехе ОАО ''Увадрев-Холдинг'' 2.1 Существующие методы и формы организации технологического процесса технологического обслуживания и ремонта В соответствии с положением о техническом обслуживании и ремонте подвижного состава автомобильного транспорта обеспечение в эксплуатации работоспособности подвижного состава ...
... ); Годовая программа участка, расчет рабочей силы и штатное расписание ежегодно корректируется. Выше перечислены нормы времени на ремонт колесных пар, взяты из технического процесса работы колесно-роликового цеха Вагонного депо Санкт-Петербург пассажирский Московский Октябрьской железной дороги. 3. Технологический процесс ремонта колёсной пары ( при полном освидетельствовании ). ...
... и производственного травматизма. 2.2 Требования безопасности при выполнении технологического процесса Обслуживание и ремонт электрооборудования Все виды работ по обслуживанию и ремонту электрооборудования, а также подачи и снятие высокого напряжения для отопления пассажирских вагонов должны производится в соответствии с требованиями Правил технической эксплуатации электроустановок и Правил ...


... деталях маленького размера, изготавливать детали художественного назначения. В качестве примера, использование полуавтоматической сварки в CO2 можно рассмотреть сварку такой детали, как фланец, которая также входит в состав конструкции трамвайных вагонов. 4 Ремонт барабанно-колодочных тормозов вагона Т3 1.Строение и назначение барабанно-колодочных тормозов вагона Т3 Строение ...
0 комментариев