Анализ дефектов коленчатого вала автомобиля ЗИЛ - 130 и технических требований, предъявляемых к отремонтированной детали
Разработка технологического процесса восстановления коленчатого вала автомобиля ЗИЛ – 130
Технические нормирование работ по восстановлению шатунных и коренных шеек коленчатого вала двигателя, автомобиля ЗИЛ – 130
Навигация
Разработка технологического процесса восстановления коленчатого вала автомобиля ЗИЛ – 130
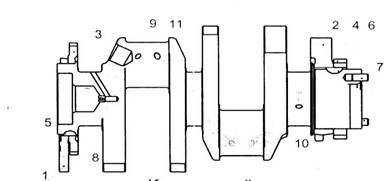
Ремонт коленчатого вала автомобиля ЗИЛ-130
21265
знаков
0
таблиц
1
изображение
5. Разработка технологического процесса восстановления коленчатого вала автомобиля ЗИЛ – 130.
Разработку технологического процесса восстановления коленчатого вала двигателя автомобиля ЗИЛ – 130 необходимо начать с выбора или восстановления технологической базы для обработки. При это необходимо выполнять следующие общее требования:
1) поверхность, являющиеся базовыми, обрабатываются в первую очередь;
2) поверхность, связанные с точностью взаимного расположения обрабатываются с одной установки;
3) в качестве технологических баз использовать те же поверхности, что и при изготовлении;
4) стремится соблюдать требования постоянства баз при обработке всех или большинства поверхностей детали;
5) при выборе основных технологических баз необходимо использовать рабочие поверхности детали;
6) при выборе вспомогательных технологических баз выбирают неизношенные детали.
Базовые поверхности следует выбирать с таким расчётом, чтобы при установке и замене деталь не смещалась с приданного местоположения и не деформировалась под воздействием сил резания и усилий закрепления. При выборе баз необходимо учитывать:
- по возможности выбирать те базы, которые использовались при изготовлении детали;
- базы должны иметь минимальный износ;
- базы должны быть жестко связаны точными размерами с основными поверхностями детали, влияющими на работу в сборочной единице.
После выбора технологических баз разрабатываем схему технологического процесса восстановления нашего коленчатого вала.
В первую очередь выполняем подготовительные операции:
1) мойка и очистка;
2) обезжиривание;
3) правка;
4) восстановление технологических баз.
После проведения подготовительных операций проводим дефекацию нашего вала, т.е. проводим контрольные замеры интересующих нас размеров и принимаем одно из следующих решений:
1) направить коленчатый вал в оборотный склад на хранения для дальнейшей эксплуатации без какого – либо ремонтного воздействия;
2) направить коленчатый вал на восстановления;
3) выбраковывать вал и направить его на сдачу в утиль.
По заданию на курсовую работу из 4200 поступивших в ремонт коленчатых валов направляется:
1) на хранения на склад 336 коленчатых валов;
2) на восстановления направляются 2688 коленчатых валов;
3) списываются в утиль оставшиеся 336 коленчатых валов.
После этого выполнения описанных выше действий приступаем к непосредственному восстановлению нашего дефектного вала, т.е. производим наращивание изношенных поверхностей:
1) наплавка под слоем флюса.
После наплавка под слоем флюса покрытия поверхностей выполняем операции окончательной механической обработки, а именно последующую обработку восстановленного вала будем проводить с помощью:
1) проверку на станках;
2) точение на токарных станках;
3) шлифованием на круглошлифовальных станках.
Расчет режимов механической обработки произведем по специальной литературе.
Контрольные операции после выполнения наиболее ответственных операции и в конце технологического процесса восстановления.
Запись технологических операций восстановления коленчатого вала произведём в следующем виде:
05 Моечная (проводим наружную и внутреннюю мойку и очистку поверхности коленчатого вала);
10 К Контрольная (проводим необходимые контрольные измерения размеров и проверка на изгиб);
20 Наплавочная (проводим гальваническое наращивание изношенного коленчатого вала с помощью железнение);
25 Слесарная (проводим удаления защитного покрытия с поверхности коленчатого вала);
30 токарная (тонкое точение шатунной шейки);
35 Шлифовальная (шлифования шейки);
40 Контрольная
После разработки маршрутной технологии (маршрутная карта представлена в Приложении А настоящей курсовой работы) для операций связанных с восстановлением соответствующих поверхностей коленчатого вала, составим операционную технологию (операционная карта представлена в Приложении Б настоящей курсовой работы) на восстановление с выполнением операционных эскизов.
6. Выбор оборудования, режущего и измерительного инструмента
При выборе оборудования для каждой технологической операции необходимо учитывать назначение обработки, габаритные размеры деталей размер партии обрабатываемых деталей, расположение обрабатываемых поверхностей, требования к точности и качеству обрабатываемых поверхностей.
Для обработки деталей, восстанавливаемых наплавкой под слоем флюса, чаще всего применяют абразивную обработку.
Для проверки и правки используется универсальное приспособление. Изгиб правится на ручном или гидравлическом прессе до устранения дефекта. Для контроля используют станок для определения радиального биения.
Для шлифование шеек используют круглошлифовальные станки 3А432 с шлифовальными кругами 15А40ПСТ1Х8К. Размеры контролируются микрометром с ценой деления 10 мкм.
Похожие работы
... применяются при восстановлении двигателя без шлифовки коленчатого вала. При необходимости шейки коленчатого вала заполировываются. Допуски на диаметры шеек коленчатого вала, отверстий в блоке цилиндров и отверстий в нижней головке шатуна при проведении ремонта двигателя должны быть такими же, как у номинальных размеров новых двигателей. Коренные и шатунные подшипники изготовлены из стальной ленты ...
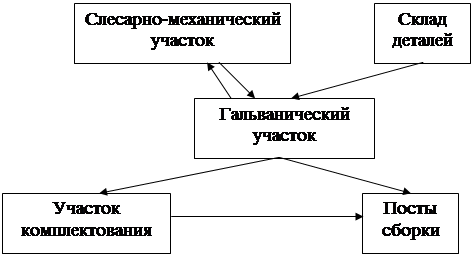
... путем своевременного и высококачественного технического обслуживанию. II. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ. 2.1 Характеристика участка Назначение. Участок предназначен для ремонта деталей слесарно-механической обработки, а также изготовления некоторых деталей нетоварной номенклатуры (дополнительных ...
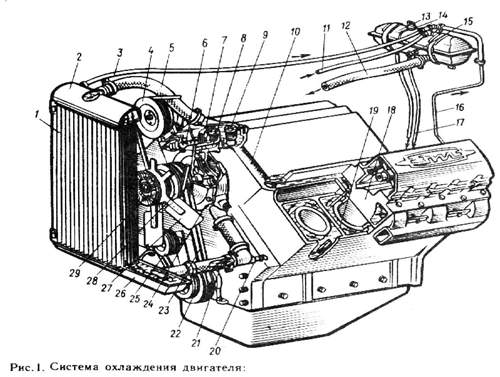
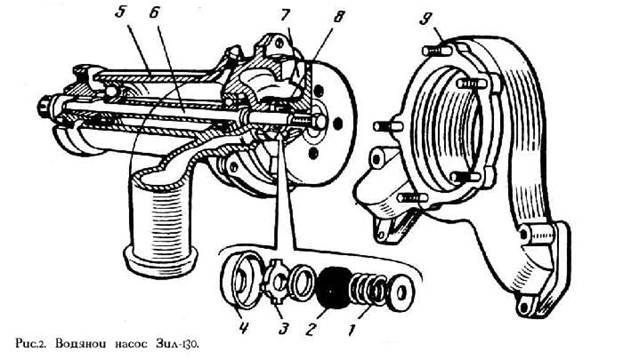
... , а последующие по 10 – 15 минут. При третьей промывке на каждый литр воды добавляют 5 грамм безводной соды и 5 грамм хромпика. Смотрите дальше. 4.Ремонт системы охлаждения автомобиля Зил-130. 4.1.Радиатор трех рядный трубчатый. Трубки радиатора изготовлены из топкана Л – 90. Охлаждающая лента (змейка) так же как и охлаждающие пластины радиатора изготовлены из ...
... тяжелые отравления. Пусковые подогреватели. Пуск двигателя при низкой температуре окружающего воздуха затруднен. Для прогрева двигателя применяют пусковой подогреватель. На автомобиле ЗИЛ-130 подогреватель состоит из котла с направляющим патрубком, электровентилятора, топливного бачка, электромагнитного запорного клапана, пульта управления, наливной воронки, патрубков, соединительных ...
0 комментариев